Изобретение относится к обработке металлов давлением, в частности к определению технологических параметров процесса формообразования гнутых металлических деталей.
Известны способы формообразования листовых заготовок в холодном и горячем состоянии методами одноразовых и локально-последовательных нажатий. Для оптимизации процесса формообразования устанавливаются его граничные условия (см. Мошин Е.Н. Гибка, обтяжка и правка на прессах, М.: Машгиз, 1959; Куклин О. С., Быков В.А. Деформируемость и работоспособность корпусных сталей, Л.: ЦНИИ "Румб", 1989).
Известен способ определения свойств деформирования металлических листов, заключающийся в упругопластическом воздействии на часть детали с построением машинной диаграммы усилие-перемещение, которую перестраивают в диаграмму истинных напряжений и сравнивают с расчетными диаграммами истинных напряжений, полученными при различных показателях упрочнения материала. При этом определяют экспериментальное значение показателя упрочнения, причем упругопластическое воздействие осуществляют вдавливанием выпуклого индентора в часть детали, имеющую наибольшую жесткость сечения при изгибе (а.с. 1827306 от 03.06.91, опубл. БИ 26/1993 г.).
Однако при применении этого способа не учитывается утонение изгибаемого металла и упрочнение наружных слоев при изготовлении специальных образцов.
Наиболее близким к заявленному техническому решению является "Способ определения свойств деформирования" (патент РФ 2020013 от 21.10.91 г., опубл. БИ 18/1994 г. ). Способ определения свойств деформирования деталей из металлических материалов заключается в упругопластическом воздействии на образец с построением машинной диаграммы усилие-перемещение и сравнении ее с расчетными диаграммами.
Упругопластическое воздействие по этому способу осуществляют путем свободного симметричного изгиба образца цилиндрическим пуансоном на двух опорах по всей ширине образца, а машинную диаграмму, полученную при изгибе, сравнивают с аналогичными расчетными диаграммами, полученными путем подбора различных моделей кусочно-линейной аппроксимации диаграммы истинных напряжений. При этом расчетную кривую, наиболее близкую к опытной машинной диаграмме, и соответствующую ей модель аппроксимации принимают за истинную для данного материала.
Однако данный способ не учитывает утонение металла и вызванный изгибом наклеп верхних слоев заготовки. Кроме того, упрощенные аппроксимированные диаграммы, принимаемые за истинные, дают на практике отклонение до 10% от истинного значения, требуют вырезки и испытания образцов.
Задачей настоящего изобретения является снижение материало- и трудоемкости определения граничных условий формообразования за счет минимального изготовления специальных образцов и заготовок для испытаний свойств обрабатываемого материала.
Поставленная задача решается следующим образом.
Предлагаемый способ определения граничных условий формообразования гнутых металлических деталей включает силовое упругопластическое воздействие на образец материала заготовки, построение на основе замеров и расчетов эпюры деформаций, проведение стандартных испытаний образцов материала на изгиб и растяжение, причем величину максимально возможной деформации материала заготовки определяют по величине суммарной деформации, включающей деформацию от создания условно-цилиндрической кривизны с наибольшим заданным относительным радиусом и деформацию, составляющую половину наибольшего утонения заготовки, увеличенную на значение превышения интенсивности деформации, определяемой, например, по Мизесу, причем наибольший заданный относительный радиус кривизны принимают, исходя из условия, что запас по относительному радиусу кривизны составляет не менее 15%, т.е.
Rотн≥1,15•Rmax,
где Rотн - наибольший заданный относительный радиус кривизны;
Rmax - наибольший расчетный относительный радиус кривизны.
Величину минимально допустимой суммарной деформации устанавливают, исходя из зависимости
εΣmin≤Δlmin,
где εΣmin - минимально допустимая суммарная деформация;
Δlmin - минимальное равномерное относительное удлинение материала, определяемое путем стандартных испытаний на растяжение пятикратных образцов.
Технический результат, получаемый в результате использования предложенного способа определения граничных условий формообразования гнутых металлических деталей, заключается в упрощении определения величины максимальной и минимальной суммарной деформации материала заготовки, а кроме того, исключается вырезка образцов из готовых изделий, за счет чего снижается материало- и трудоемкость процесса. Для определения граничных условий достаточно провести стандартные испытания опытных пятикратных образцов на растяжение и изгиб, а полученные показатели утонения и удлинения материала ввести в формулу для расчета величины деформации растяжения.
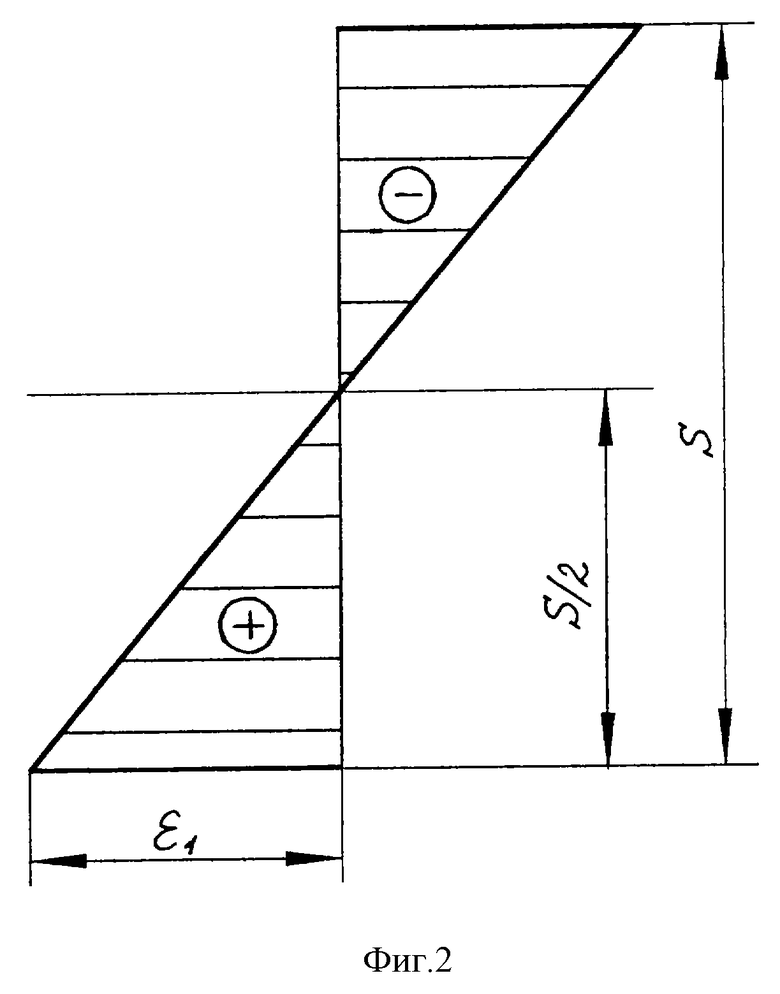
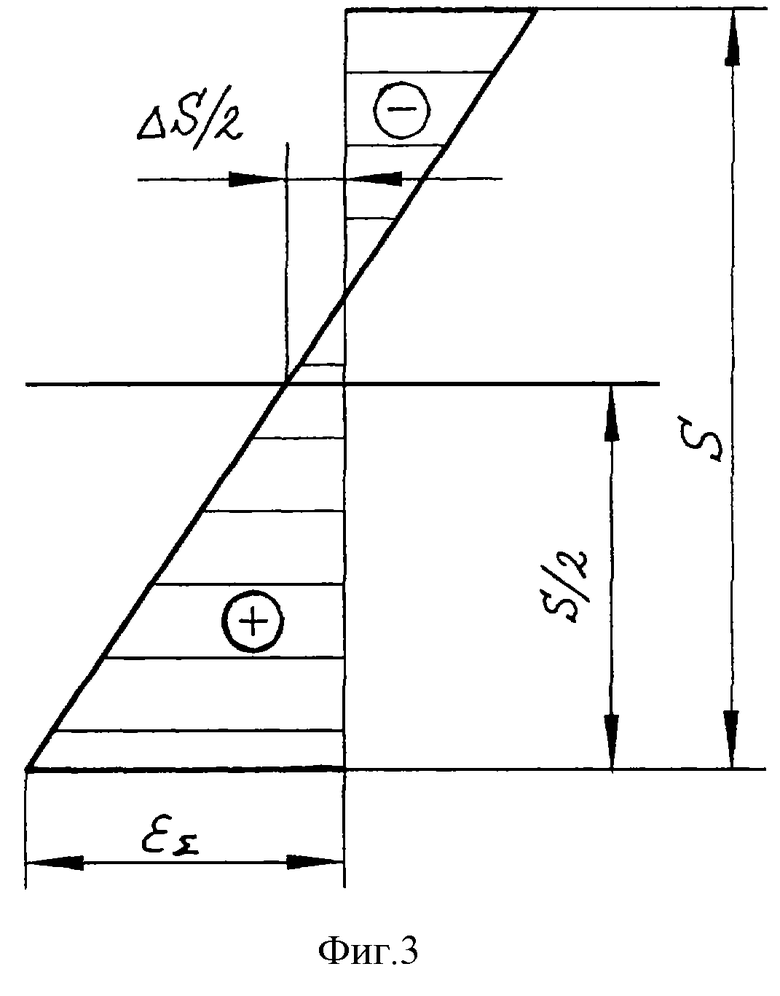
Способ определения граничных условий формообразования гнутых металлических деталей схематически поясняется на фиг.1-3.
На Фиг.1 показана заготовка после формообразования; на Фиг.2 - эпюра распределения деформаций по поперечному сечению при цилиндрическом изгибе без учета утонения; на Фиг.3 - эпюра распределения деформации по поперечному сечению заготовки с учетом утонения.
Предлагаемый способ определения граничных условий осуществлен при проведении опытно-штатных работ на ГУП "Адмиралтейские верфи".
При проведении этих работ брали листовую заготовку толщиной S=50 мм из стали 10ХСНД и формовали в штампе до сферы радиусом R=2000 мм. Затем определяли возникающую суммарную деформацию. Наибольшая величина относительного утонения, замеренная после формообразования, составила ΔS=0,04=4%, а замеренные методом нанесения сетки 100х100 мм деформации на вогнутой поверхности формованной заготовки дали величины в пределах 1,0-3,2%. Затем определяли граничные условия деформирования при условии, что испытания пятикратных стандартных образцов на растяжение, а также согласно техническим условиям на поставку указанной марки стали имеют величину относительного удлинения δ5 = 18%, а равномерное относительное удлинение δв = (0,35-0,65)δ5. Проведенные испытания на изгиб широкой пробы из указанной стали 10ХСНД шириной 250 мм и толщиной 50 мм показали, что микротрещины появились при радиусе изгиба R1=215 мм.
Суммарная деформация растяжения при формообразовании указанной заготовки рассчитывалась согласно зависимостям (1) и (2)
где
при формообразовании цилиндрической кривизны.
 что совпадает с данными замеров деформации растяжения по наибольшей величине 3,2%.
что совпадает с данными замеров деформации растяжения по наибольшей величине 3,2%.
Возникающую суммарную деформацию определяли, исходя из формулы изобретения, увеличивая вторую составляющую, связанную с утонением, в вышеприведенном выражении (1) на значение превышения интенсивности деформации, определяемой по Мизесу, по сравнению с деформацией, получаемой из испытания на изгиб или растяжение стандартных образцов. При расчете объемной деформации, возникающей при утонении материала, вторую составляющую увеличивали на величину превышения интенсивности деформации ε; при формообразовании с утонением по сравнению с цилиндрическим изгибом εизг = 1,
тогда
и при определении граничных условий деформирования учитывали суммарную деформацию, равную
При определении граничных условий деформирования c некоторым запасом можно использовать не только данные, полученные по образцам, вырезаемым из материала заготовки, но и данные, полученные при испытаниях подобных образцов по техническим условиям на поставку материалов, или по имеющимся статистическим данным. При этом получаем, что при определении граничных условий деформирования, в частности наибольшей величины утонения, при которой сохраняются механические свойства материала после формообразования, минимальное значение равномерного относительного удлинения согласно статистическим данным следует принимать равным δв = 0,35δ
тогда при ε1 = ΔS/2
что также совпадает с данными замеров по наибольшей величине утонения.
Таким образом, полученную заготовку с параметрами S=50 мм, R=2000 мм, ΔS= 4% можно не подвергать термической обработке для восстановления механических свойств.
Для определения предельно допустимой суммарной деформации, не приводящей к нарушению сплошности материала, в выражения (1) и (2) подставляем значение R1= 215 мм, полученное из испытаний на изгиб с увеличением этого значения на 15% согласно формуле изобретения, и при



т. е. суммарное значение деформации равно предельной пластичности при растяжении стандартных пятикратных образцов.
Граничное предельно допустимое значение утонения из того же выражения (1) будет равно при 
Таким образом, приведенные зависимости согласно формуле изобретения позволяют определить деформации и их граничные значения по более простым видам стандартных испытаний: на растяжение и на изгиб на цилиндрической оправке. Тем самым исключается вырезка образцов из готовых изделий, что существенно снижает металлоемкость и трудоемкость процессов формообразования.
Изобретение относится к обработке металлов давлением, в частности к определению технологических параметров процесса формообразования. Величину граничных условий формообразования определяют как суммарную деформацию от создания условно цилиндрической кривизны с наибольшим заданным относительным радиусом и деформации, составляющей половину наибольшего утонения заготовки, увеличенную на значение превышения интенсивности деформации, определяемой, например, по Мизесу, по сравнению с деформацией, получаемой из испытаний на изгиб или на растяжение стандартных образцов. Величина минимально допустимой суммарной деформации, не приводящая к недопустимым изменениям механических свойств материала заготовки, не должна превышать минимального значения равномерного относительного удлинения материала, получаемого из испытаний на растяжение стандартных пятикратных образцов. Величина предельно допустимой суммарной деформации, не приводящая к нарушению сплошности материала, определяется по стандартным испытаниям на изгиб до появления первых видимых невооруженным глазом микротрещин с запасом по относительному радиусу кривизны не менее 15%. За счет исключения вырезки образцов из готовых изделий снижается металлоемкость и трудоемкость процессов формообразования. 3 ил.
Способ определения граничных условий формообразования гнутых металлических деталей, включающий силовое упругопластическое воздействие на образец материала заготовки и построение эпюры деформаций, отличающийся тем, что образец подвергают стандартным испытаниям на изгиб и растяжение, величину максимально возможной деформации материала заготовки определяют по величине суммарной деформации, включающей деформацию от создания условно-цилиндрической кривизны с наибольшим заданным относительным радиусом и деформацию, составляющую половину наибольшего утонения заготовки, увеличенную на значение превышения интенсивности деформации, при этом наибольший заданный относительный радиус кривизны составляет
Rотн≥1,15•Rmax,
где Rотн - наибольший заданный относительный радиус кривизны;
Rmax - наибольший расчетный относительный радиус кривизны,
а величину минимально допустимой суммарной деформации устанавливают, исходя из зависимости
εΣmin≤Δlmin,
где εΣmin - минимально допустимая суммарная деформация;
Δlmin - минимальное равномерное относительное удлинение материала, определяемое путем стандартных испытаний на растяжение пятикратных образцов.
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ ДЕФОРМИРОВАНИЯ | 1991 |
|
RU2020013C1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
| СПОСОБ ГИБКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2111073C1 |
| Приспособление для подвешивания пустотелых елочных игрушек | 1985 |
|
SU1279606A1 |
| US 5092151 А, 17.12.1991. | |||

