Изобретение относится к обработке металлов давлением, в частности к оснастке для получения рифтов на листовых заготовках.
Известен штамп для получения рифтов произвольной длины, содержащий один подвижный элемент матрицы 1.
Недостатком штампа является то, что после первого перехода образуется рифт определенной длины с четкой формой концевых частей, при втором переходе при подаче листа на заданный шаг одна из законцовок рифта переформовывается в центральную часть, т.е. претерпевает повторную деформацию, в связи с чем этот штамп нельзя использовать для обработки малопластичных материалов, так как при этом могут образоваться трещины или повышенная концентрация напряжений.
Цель изобретения - повышение качества изделий, получаемых из малопластичных материалов, путем раздельной формовки законцовочных участков рифтов.
Это достигается новой компоновкой составных частей матрицы штампа при неизменном пуансоне. Составная матрица состоит из трех частей, соответствующих центральной прямой части рифта и концевым зонам рифта. Последние могут убираться из зоны формообразования. Длина центральной части матрицы и пуансона определяется по минимальной длине рифта для группы деталей.
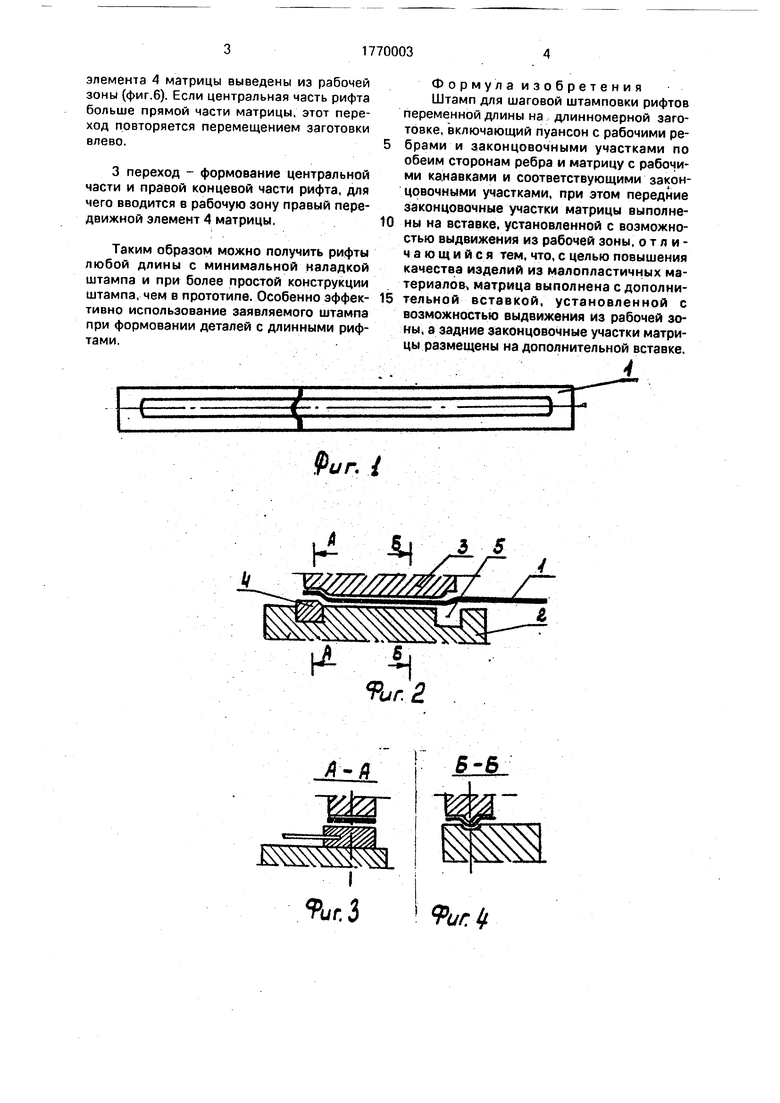
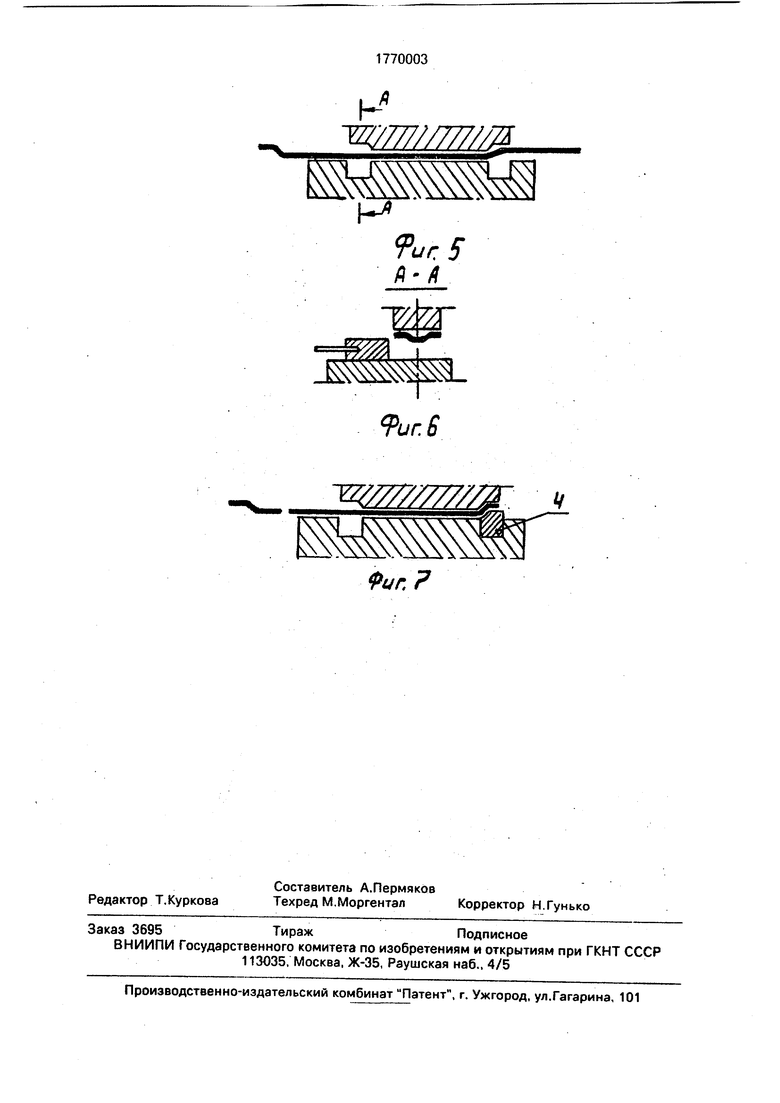
На фиг. 1 представлена типовая деталь с рифтом; на фиг.2 - 4 - схема штампа и положение его частей при первом переходе; на фиг.5 и 6 - положение частей штампа на следующем переходе; на фиг.7 - положение частей штампа на последнем переходе.
Штамп состоит из матрицы 2 с передвижными элементами 4, расположенными в зонах 5, соответствующих концевым зонам рифта и пуансокз 3.
Формование рифта в заявленном штампе производится следующим образом:
1переход (фиг.2)-заготовка 1 подается слева направо так, чтобы отформовалась левая концевая часть рифта, в этом положении участвует в формообразовании подвижный
элемент 4 с левой стороны штампа, а правый элемент 4 из рабочей зонь выведен и материал заготовки в этой зоне полной деформации не получает.
2переход - формование центральной прямой части рифта (фиг.5). Оба боковых
сл
с
VJ
х| О О О GO
элемента 4 матрицы выведены из рабочей зоны (фиг.6). Если центральная часть рифта больше прямой части матрицы, этот переход повторяется перемещением заготовки влево.
3 переход - формование центральной части и правой концевой части рифта, для чего вводится в рабочую зону правый передвижной элемент 4 матрицы.
Таким образом можно получить рифты любой длины с минимальной наладкой штампа и при более простой конструкции штампа, чем в прототипе. Особенно эффективно использование заявляемого штампа при формовании деталей с длинными рифтами.
Формула изобретения Штамп для шаговой штамповки рифтов переменной длины на длинномерной заготовке, включающий пуансон с рабочими ребрами и законцовочными участками по обеим сторонам ребра и матрицу с рабочими канавками и соответствующими законцовочными участками, при этом передние законцовочные участки матрицы выполнены на вставке, установленной с возможностью выдвижения из рабочей зоны, отличающийся тем, что, с целью повышения качества изделий из малопластичных материалов, матрица выполнена с дополнительной вставкой, установленной с возможностью выдвижения из рабочей зоны, а задние законцовочные участки матрицы размещены на дополнительной вставке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки трубчатых отводов | 1987 |
|
SU1433526A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2429928C2 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| СПОСОБ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1992 |
|
RU2016686C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЛИНЕЙНЫМИ РИФТАМИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1979 |
|
SU828505A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2020014C1 |
Использование: при изготовлении листовых деталей с элементами жесткости в виде рифтов. Сущность изобретения: штамп содержит переналаживаемую матрицу, состоящую из центральной части постоянного профиля и двух подвижных частей, соответствующих концевым зонам рифта. 7 ил.
Е
t
Pur. i
JL ШЯ77/777Ш
А-И
%rj
5-6
Фиг. If
К TZffl77//777/fiL
fur 5
fi-A
ШШр1- 9ur.S
-W/777/777//2T ч
тявящттяттттиттяявяавя КрТЛ --
Фиг.
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА ШЛАКА И МЕТАЛЛАВ РАСПЛАВЕ | 0 |
|
SU213266A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
