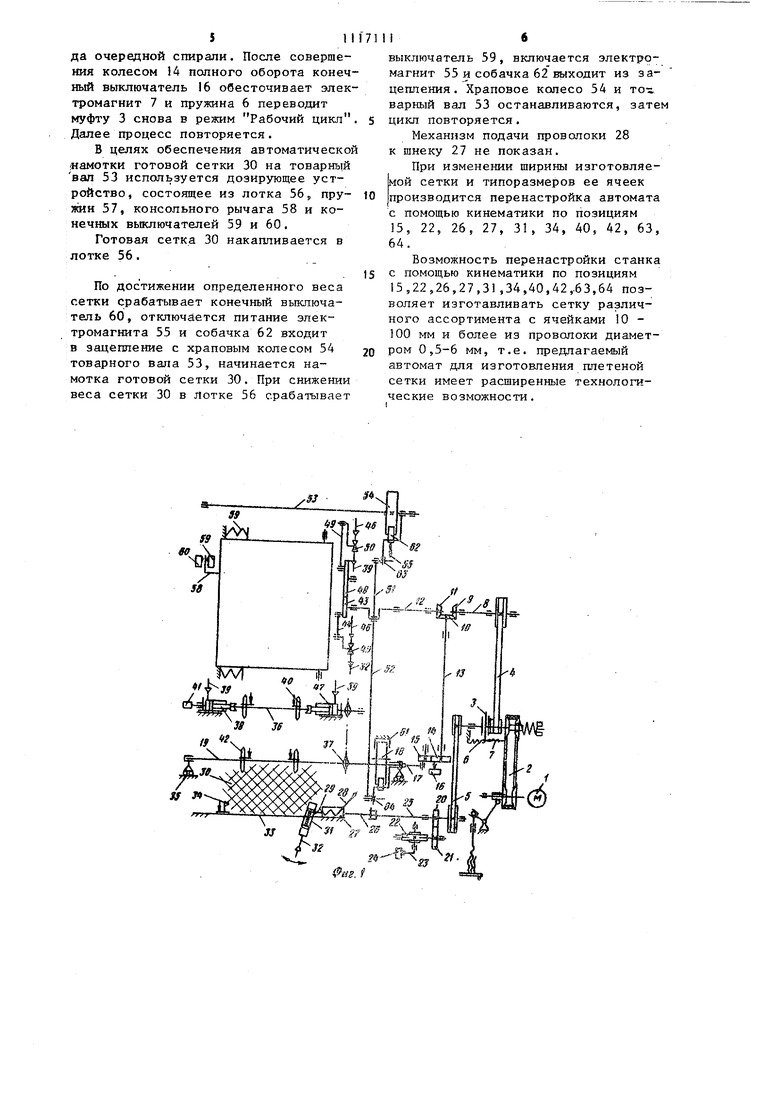
I1 Изобретение относится к обработке металлов давления, в частности к оборудованию для изготовления плетеной сетки на станках-автоматах. Известен станок-автомат для изготовления сетки, содержащий смонтированные на станине формообразующие устройства и систему управления ГМЗНедостатком этого станка является то, что его технологические возможности ограничены. Наиболее близким по технической сути к предлагаемому является автома для изготовления плетеной сетки, содержащий смонтированные на станине навивочное устройство, состоящее из шнека, приводного плетельного ножа и средства для отсчета числа витков спирали, механизм отгибки концов сетки, отрезное устройство, приводные валы, промежуточный вал со звездочками для натяжения сетки и товарный вал, дозирующее устройство и систему управления с муфтой включени привода 2J. Однако технологические возможност известного автомата ограничены. Цель изобретения - расширение тех нологических возможностей. Указанная цель достигается тем, что автомат для изготовления плетеной сетки, содержаний смонтированные на станине навивочное устройство, состоящее из шнека , привоДного плетел ного ножа со средством для отсчета числа витков спирали, механизм отгиб ки концов сетки, отрезное устройство приводные валы, промежуточный вал со звездочками для натяжения сетки и то варный вал, дозирующее устройство и систему управления с муфтой включени привода, имеет механизм для горизонтального перемещения промежуточного вала, состоящий из связанного с торцом вала кривошипно-шатунного механизма и размещенных на станине с воз ожностью перемещения опор подшипников промежуточного вала, и механизм для вертикального перемещения прометку точно го и товарного валов, состоящий из рычажно-храповых механизмов, храповые колеса которьпс размещены на промежуточном и товар х валах и кинематически связаны с приводным валом, Кроме того, отрезное устройство выполнено подвижным в горизонтальной плоскости относительно станины,, а шнек закреплен на станине неподвижно. Причем привод механизма отгибки концов сетки и отрезного устройства выполнен в виде размещенных на станине пневмоприводов, а средство для отсчета числа витков спирали выполнено в виде кинематически связанных между собой зучатых колес, червячной передачи с толкателем и конечного выключателя, злектрически связанного с муфтой вклнг чения привода и механически с толкателем . При этом дозирующее устройство выполнено в виде размещенного на станине подпружиненного лотка с консольным рычагом и размещенными по обе им сторонам рычага конечными выключателями . Кроме того, храповое колесо рычажно-храпового механизма товарного вала имеет собачку, связанную с концевыми выключателями дозирующего устройства. На фиг.1 изображена кинематическая схема автомата; на фиг. 2 - схема перемещения изготовляемой сетки. Автомат для изготовления плетеной сетки состоит из смонтированного на станине электродвигателя 1, вариатора с широким ремнем 2, муфты 3 включения привода, ремня 4 подготовительного цикла, ремня 5 рабочего цикла, пружины 6, электромагнита 7 привода муфты, приводного вала 8, конических зубчатых колес 9-Н, коленчатого вала 12 и приводного вала 13. Имеется механизм для горизонтального перемещения промежуточного вала, состоящий из зубчатого колеса с неполным числом зубьев с толкателем 14, зубчатого колеса с кривошипом 15 переменного радиуса, конечного выключателя 16 начала рабочего цикла, шатуна перемещения промежуточного вала 17, храпового колеса 8 и промежуточного вала 19, присоединенного своим торцом к кривошипно-шатунному механизму. Средство для отсчета числа витков спирали выполнено в виде кинематически связанных между собой зубчатых колес 20 и 21, червячной зубчатой передачи 22, толкателя 23 и конечного выключателя 24 конца рабочего цикла. Имеются вал 25, плетельный нож 26 шнек 27 для формирования проволо3КИ 28 D спираль 29 и вплетения ее в полотно сетки 30, отрезное устройство с пневмоприводом 3I, присое диненным посредством трубопровода со сжатым воздухом к системе питания, лоток 33 для спирали 29, а также подвижнь1й регулируемый упор 34 для спирали, Механизм для горизонтального перемещения промежуточного вала 19 содержит такжеподвижные опоры, выполненные в виде подшипников 35. Механизм отгибки ко цов сетки имеет вал 36, связанный посредством цепной ;передачи 37 с промежуточным валом 19, пуансоны для отгибки концов спиралей 38, трубопроводы 39 сжатого воздуха, звездочки 40 для сетки, счетчик 41 готовой продукции, при этом звездочки 42 для натяжения сетки 30 раз мещены на промежуточном валу 19. Механизм доя вертикального пере мещения промежуточного и товарного валов состоит из зубчатого колеса с кривошипом 43, шатуна 44, крана для подачи сжатого воздуха, магист рали 46 сжатого воздуха, пневмопри .вода 47, колеса зубчатого с кривошипом 48, шатуна 49, крана 50 для дачи сжатого воздуха, а также шату нов 51 и 52, товарного вала 53 с х повым колесом 54, электромагнита 5 Кроме того, имеется дозирующий лоток 56 на пружинах 57 дозирующег устройства дпя регулирования подачи сетки 30, снабженного консольным рычагом 58 и двумя конечными выключателями 59 и 60. Имеются ограничитель 61 смещения храпового колеса 18 промежуточного вала 19, собачка 62 и зажимы. 63 и 64. Привод всех элементов станка осуществляется от электродвигателя и с помощью сжатого воздуха {пневматически ). Через вариатор 2 вращение от электродвигателя 1 передается на муфту 3, которая посредством пружины 6 и электромагнита 7 управляе ся конечными выключателями 16 и 24 и имеет два положения: Рабочий цикл, т.е. образование из проволо ки 28 спирали 29, которая вплетает ся в предыдущую спиоаль. а также Подготовительный цикл, т.е. проведение операций отрезки, загибки концов спиралей, смещение и перемещение готовой сетки с целью подготовки условий для вплетения очеред) ной спирали. В положении Рабочий цикл электромагнит 7 обесточен и муфтой 3 вращение от электродвигателя 1 через ремень 5 и вал 25 передается на плетельный нож 26 и на механизм отсчета числа витков спирали, состоящий из зубчатых колес 20 и 21, червячной передачи, толкателя и конечного выключателя 24. Из проволоки 28 плетельным ножом 26 в шнеке 27 формируется спираль 29 и одновременно вплетается в предьщущую спираль готовой сетки 30. После совершения толкателем 23 полного оборота, что соответствует установленному числу витков спирали, срабатывает конечный выключатель 24, подается питание на электромагнит 7 и муфта 3 переходит в положе}ше Подготовительный цикл. При этом через ремень 4, вал 8, конические зубчатые колеса 9-11 вращение передается на коленчатый вал 12 и приводной вал 13. Через зубчатые колеса 43 и 48 и maTytib 44 и 49 проворачиваются краны 45 и 50. По трубопроводам 32 и 39 подается сжатый воздух на пневмоприводы 47 отрезного устройства 31 и механизм с пуансонами для отгибки концов 38 спиралей. Кран 50 должен подавать воздух на механизм отгибки концов через ход, что достигается разностью числа зубьев на колесах 43 и 48. Одновременно поворотом коленчатого вала 12 через шатуны 51 и 52 начинается холостой ход рычагов храповых колес 18 и 54. Через приводной вал 13, зубчатые колеса 14 и 15 и шатун 17 после отрезки спирали 29 на подшипниковых опорах 35 производится смещение промежуточного вала 19 в горизонтальной плоскости на 0,5 часть ячейки сети 30, что необходимо дпя захода очередной спирали. При этом выдержка паузы для отрезки спирали до ее смещения выдерживается за счет неполного числа зубьев на колесе 14. Ограничитель 6I ограничивает смещекие храпового колеса 18 в горизонтальной плоскости. Далее следует обратный ход шатунов 51 и 52. Храповые колеса 18 и 54 поворачиваются, сетка 30 валом 19 смещается в вертикальной плоскости на 0,5 части ячейки, что также необходимо для захо5Iда очередной спирали. После совершения колесом 14 полного оборота конеч ный выключатель 16 обесточивает элек тромагнит 7 и пружина 6 переводит муфту 3 снова в режим Рабочий цикл Далее процесс повторяется . В целях обеспечения автоматическо (Намотки готовой сетки 30 на товарнь1й вал 53 используется дозирующее устройство, состоящее из лотка 56, пружни 57, консольного рычага 58 и конечных выключателей 59 и 60. Готовая сетка 30 накапливается в лотке 56. По достижении определенного веса сетки срабатывает конечный выключатель 60, отключается питание электромагнита 55 и собачка 62 входит в зацепление с храповым колесом 54 товарного вала 53, начинается намотка готовой сетки 30. При снижении веса сетки 30 в лотке 56 срабатывает Iб выключатель 59, включается электромагнит 55 и собачка 62 выходит из зацепления. Храповое колесо 54 и то варный вал 53 останавливаются, затем цикл повторяется. Механизм подачи проволоки 28 к шнеку 27 не показан. При изменении ширины изготовляе|мой сетки и типоразмеров ее ячеек производится перенастройка автомата с помощью кинематики по позициям 5, 22, 26, 27, 31, 34, 40, 42, 63, 64. Возможность перенастройки станка с помощью кинематики по позициям 15,22,26,27,31 ,34,40,42,.63,64 позволяет изготавливать сетку различного ассортимента с ячейками 10 100 мм и более из проволоки диаметром 0,5-6 мм, т.е. предлагаемый автомат для изготовления плетеной сетки имеет расширенные технологические возможности.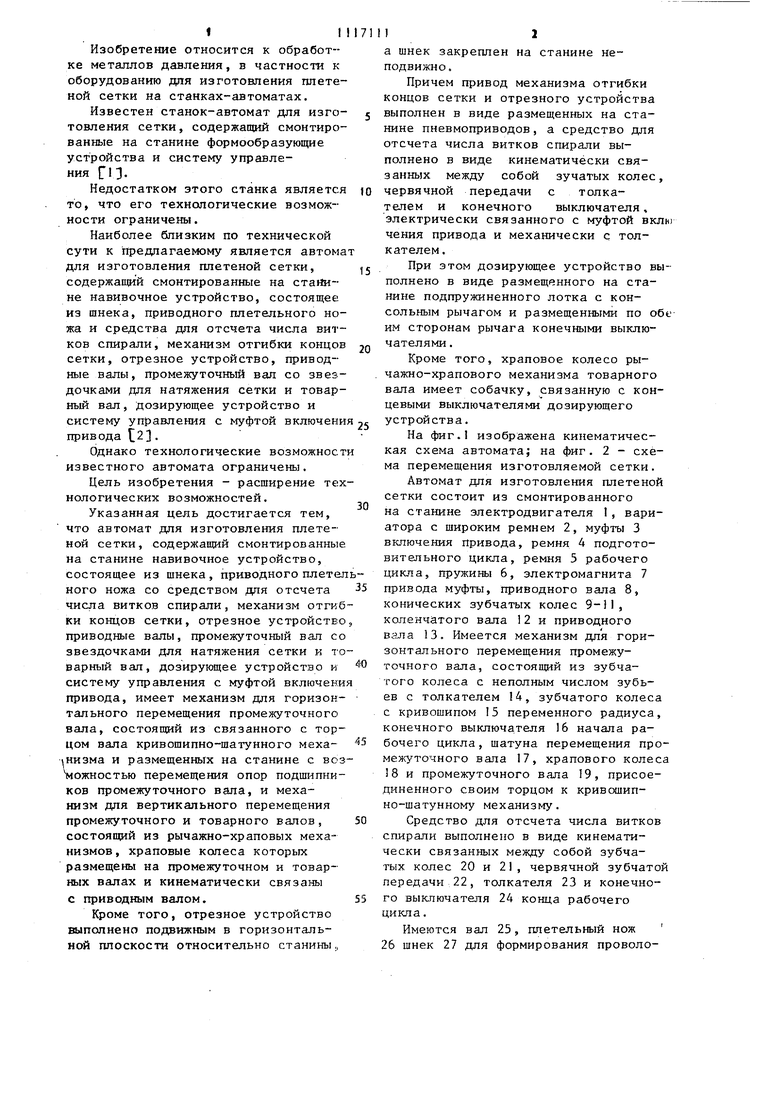

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
| ОСЬСОЮЗНАЯ mmm-jimriu'im | 1973 |
|
SU384278A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Устройство для навивки двухветвевых пружин | 1981 |
|
SU1088855A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Приспособление для подгибки концов спиралей плетеной сетки | 1990 |
|
SU1796329A1 |
, АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ, содержащий смонтированные на станине навивочное устройство, состоящее из шнека, приводного штетельного ножа со средством для отсчета числа витков спирали, механизм отгибки концов сетки, отрезное устройство, приводные валы, промежуточный вал со звездочками для натяжения сетки и товарный вал, дозирующее устройство и систему управления с муфтой включения привода, о тличающийся тем, что, с целью расширения технологических возможностей, он имеет механизм для горизонтального перемещения промежуточного вала, состоящий из связанного с торцом вала кривошипно-шатунного механизма и размещенных на станине с возможностью перемещения опор подшипников промежуточного вала, и механизм для вертикального перемещения промежуточного и товарного валов, состоящий из рычажно-храповых механизмЪв, храповые колеса которых размещены на промежуточном и товарных валах и кинематически связаны с приводным валом. 2.Автомат по п. 1,отличающ и и с я тем, что отрезное устройство выполнено подвижным в горизонтальной плоскости относительно станины, а шнек закр ештен на станине неподвижно . 3.Автомат по п. 1,отличающ и и с я тем, что привод механизма отгибки концов сетки и отрезного устройства выполнен в виде размещенных на станине пневмоприводов. 4.Автомат по п. 1, отличающ и и с я тем, что средство для {/) отсчета числа витков спирали выполнено в виде кинематически связанных между собой зубчатых колес, червяч.ной передачи с толкателем и конечного § (выключателя, электрически связанного с муфтой включения привода и механически с толкателем. 5.Автомат поп. l,oтличaющ и и с я тем, что дозирующее устройство выполнено в виде размещенного на станине подпружиненного лотка с конссшьным рычагом и размещенными по обеим сторонам рычага конечными вьгключателями. 6.Автомат по п. 1,отлича ющ и и с я тем, что храповое колесо рычажно-храпового механизма товарно.го вала имеет собачку, связанную с концевыми выключателями дозирующего устройства.
| I | |||
| БИСЕРНАЯ МЕЛЬНИЦА | 2008 |
|
RU2371253C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 0 |
|
SU165157A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
