Применяемые в промышленности станки-автоматы для изготовления металлических сеток не приснособлены для производства плоской плетеной металлической сетки.
Целью настоящего изобретения является создание станка-автомата, приспособленного для изготовления плоской плетеной металлической сетки с осуществлением механизации наибольшего количества операций. Для этого в известные станки-автоматы для изготовления плетеной металлической сетки внесен ряд конструктивных изменений: механизм загибочных головок выполнен в виде четырех параллельно перемещающихся штоков в каждой головке; механизм отрезки-в виде двух штоков с ножами, связанными между собой двумя рычагами с тягой; механизм привода распределительного вала-в виде конической, цилиндрической и червячных пар; мехапизм включения конической пары-в виде сферической поворотной шпонки с фиксатором; механизм управления шпинделя-в виде конусной муфты и механизм шагового движения сетки-в виде двух, параллельно перемещающихся штанг, несущих на себе прямолинейные штыри, работающие в одной плоскости.
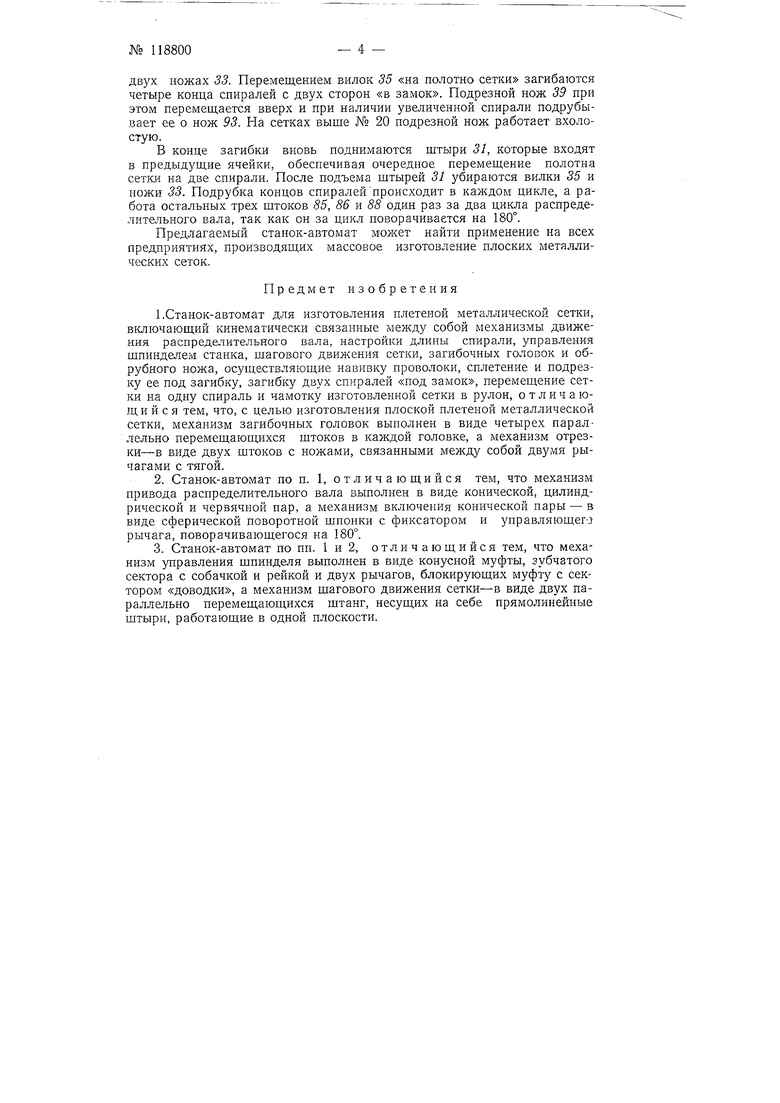
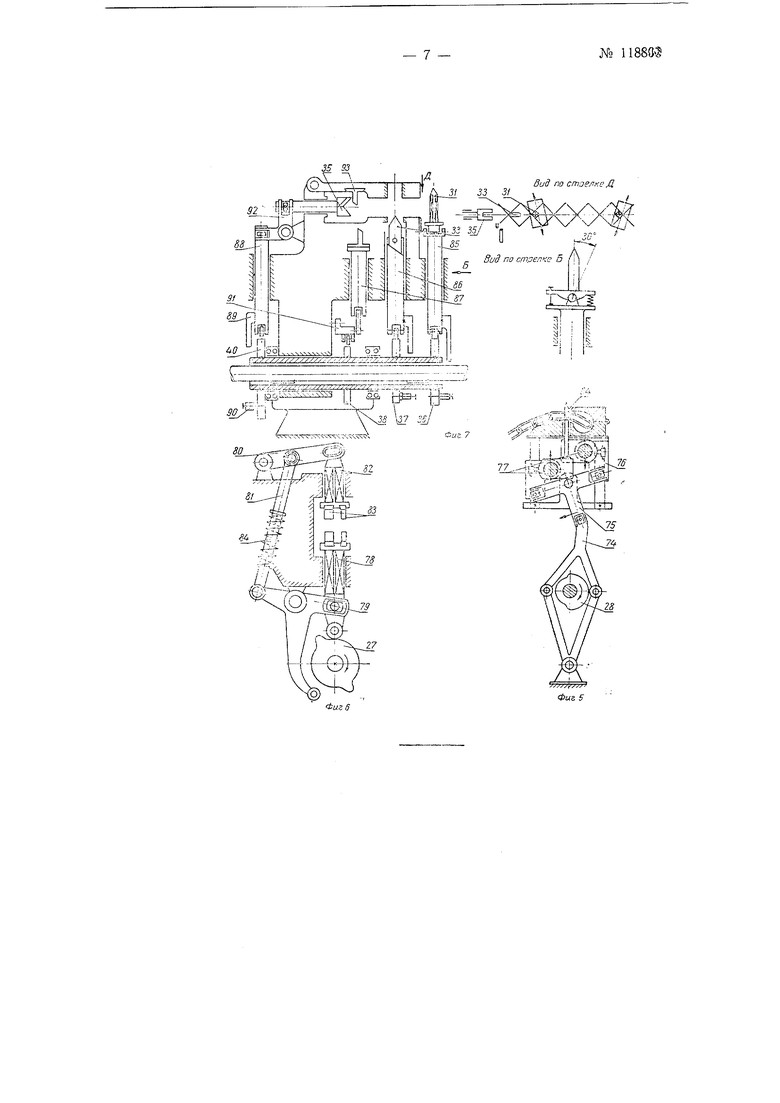
На фиг. 1 и 2 ноказапы кинематические схемы станка-автомата; на фиг. 3-схема привода распределительного вала; на фиг. 4-механизм управления шпинделем; на фиг. 5-механизм шагового движения сетки; на фиг. 6 - механизм отрезки спирали; на фиг. 7 - общий вид загибочной головки (левой).
Все механизмы получают движение от червяка / или его вала, на конце которого неподвижпо сидит двойчатка 2, передающая через шестерни 3, 4, 5 движение на шпиндель 6. Шестерни обеспечивают семь скоростей плетения. Шпиндель 6 через конусную муфту 7 дает вращение навивочному ножу 8, производящему спираль. Последняя через втулку 9 направляется в приемный желоб 10. Одноврел1енно от червяка 1 получает
.,4 118800 движение шестерня fl, на валу которой непосредственно закреплены шест,ерня 12 вала ,13 и ведущая шестерня 14. От шестерни 12 движение передается шестерне 15,, которую механизм сферической шпонки 16 связывает с валом 17 конической шестерни 18, вращаюш;ей через коническую шестерню 19 -распределительный вал 20 с кулаками и шестерней 21, которая через шестерню 22 врашает кулак 23 кулисы 24 суппорта 25. На распределительном валу насажены кулак 26 упоров суппорта 25, кулак 27 привода .обрубного ножа, кулаки 55 и 25 механизма шагового смеш,ения сетки; кулак 30 ограничиваюш,его штыря 31, кулак 32 удерживающего ножа 33, кулак 34 загибочной вилки 55. Кулаки 34, 32 и 30 загибочной головки сидят на втулке, которая связана с распределительным валом и может перемещаться вдоль его оси. Аналогичны функции кулаков 36, 37 и 38 левой загибочной головки, на которой кроме того размещен подрезной нож 39, двил ушийся от кулака 40. Обе головки могут поворачиваться при наладке вокруг оси распределительного вала винтами, а левая головка, кроме того, винтом может перемещаться по оси вала.
На шестернях 41 н 42 удалено по четыре зуба, которые позволяют им поочередно выстаивать на фиксаторах 43. Таким образом каждая шестерня выводит смежную из неподвижного положения своим упором 44, при этом сама останавливается, попадая срезанными зубцами на шестерню 14. В зависимости от положения подвижных упоров на шестерне 41 меняется передаточное число механизма отсчета числа витков навиваемой спирали.
С шестерней 42 неподвижно связана шестерня 45, которая передает прерывистое вращение валу 46, на котором помещены кулаки 47 и 48. Кулак 47 через кулачок 48 и рычаг 49 на валу 50 воздействует на конусную муфту 7. Тогда через два зубчатых сектора 51 рычагом 52 перемещается рейка 53, проворачивающая шестерню 54 с подпружиненной собачкой 55. Одновременно кулак 48 освобождает собачку сферической шпонки 16, соединяющую шестерню 15 с валом 17 привода распределительного вала. Шестерня 15, сделав один оборот остановится, а распределительный вал 20 при этом совершит пол-оборота. Рабочий вал 56 вращается от самостоятельного привода, состоящего из двигателя 57 и передачи 55, 59, 60 и 61. При чем вращением вала управляет штанга 62, воздействуюшая на конечные выключатели 63.
При вращении навивочного ножа 5 навивается спираль, которая вплетается в очередную на полотне сетки и движется но приемному желобу 10. Сетка при этом удерживается за вторую спираль штырями 64. Спираль, в которую вводится навиваемая проволока, свободно лежит в желобе. Полотно сетки при этом натянуто штангой 62 рабочего вала 56, лежашей на сетке и ограниченной от бокового сползания штырями 31 на загибочных головках. После отсчета нужного числа витков и получения спирали определенной длины кулак 47 через рычаги отводит конусную муфту 7, разъединяя навивочный нож 8 со шпинделем 6, доводя, в период торможения навивочного ножа, спираль до горизонтали, поворотом шестерни 54, рейкой 53. Одновременно кулак 48 через сферическую шпонку 16 включает распределительный вал с кулаками, которые последовательно производят возврат суппорта под обрубку, смещение сетки на Одну спираль, обрубку вплетенной спирали, смещение суппорта на полшага витка. После чего включается плетение, а распределительный вал, проЕорачнваемый до 180°, поднимает удерживающие под загибку ножи 33. При этом меняется положение растягивающих штырей 31 и кулаки 37 и 38 через рычаги, воздействующие на вилки 35, производят загибку «в за.мок с двух сторон одновременно четырех концов спиралей, после чего вилки 55 и ножи 55 отводятся в первоначальное положение. Суппорт « навивочным инструментом после захода спирали кулаком 23 отводится назад, подтягивая спираль. Цикл повторяется вновь.
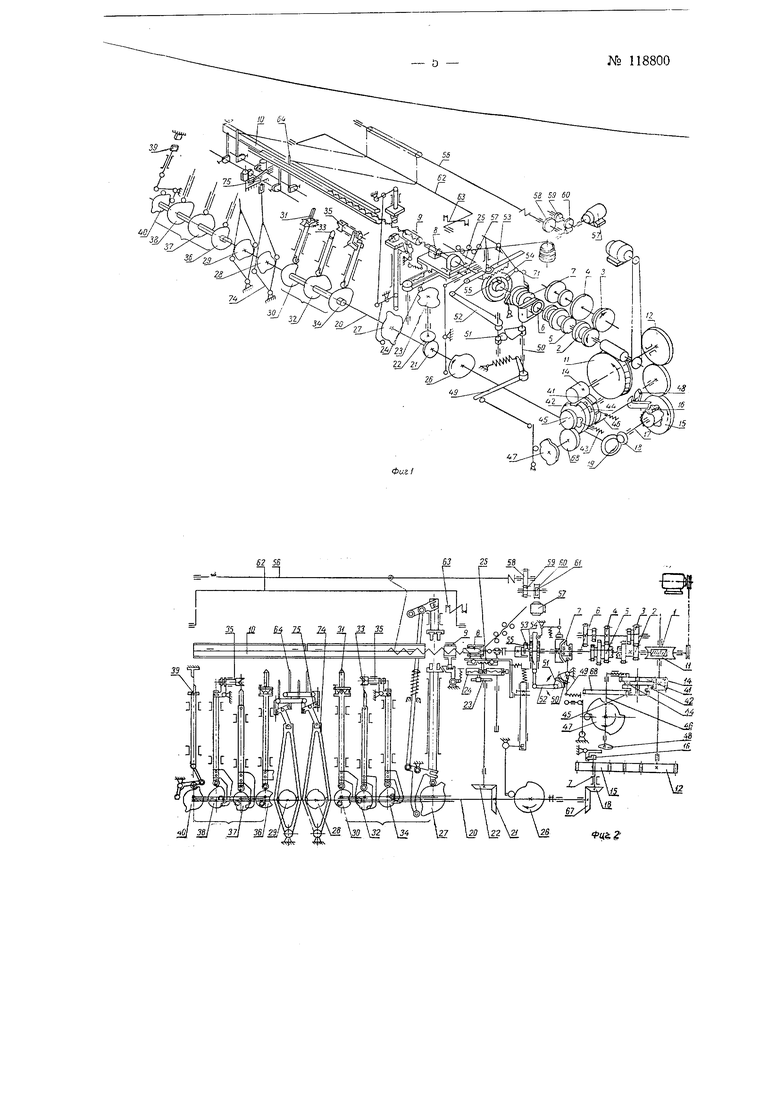
Движение в приводе распределителя через червяк / и ведущую 14 (фиг. 3), цилиндрические 12 и 15, а также конические 18 и 19 шестерни передается на распределительный вал. Шестерня /5 беспрерывно вращается. Вал ее 17 удерживается от поворота собачкой сферической шпонки 16.
С шестерней 14 на валу 13 связаны две шестерни 41 и 42, на которых выбрано по 4 зуба. На шестерне 42 стоит неподвижный упор 65, а на шестерне 41-два неподвижных упора 66. Обе шестерни имеют упоры под фиксаторы 67, удерживающие их срезанными зубцами на шестерне 14, г. е. в момент выстоя. Шестерни 41 и 42 вращаются периодически, причем шестерню 42 выводит из состояния покоя шестерня 41 упором 66, которая при этом сама останавливается, попадая на фиксатор 67. В зависимости от положения одного из упоров 66 по окружности шестерни 41 меняется время выстоя механизма, необходимое для навивки нужного числа витков спирали.
Шестерня 42 через шестерню 68 вращает вал 46 основного управляющего кулака 47. При этом кулак 48 в момент остановки шпинделя кулаком 47 поднимет управляющий рычаг 69, сферическая шпонка 16 повернется, соединив шестерню 15 с валом 17, который повернется на 360°. Распределительный вал при этом повернется на 180°, совершив цикл одной спирали.
В управлении шпинделя (фиг. 4) кулак 47 своим малым выступом через кулак 48, шток 70 рычаг 49 отведет конусную 7 на 2- 3 мм. При этой зубчатая рейка 53 через секторы 51 и рычаги 52 начнет перемещаться, включит тормоз 71, который остановит шпиндель с полумуфтой 72, тут же вновь выключит тормоз 71, продолжая двигаться, уже получая движение от большого венца кулака 47. Вращая шестерню 54, рейка 53 перемещает подпружиненную собачку 55, которая захватив муфту 73 довернет ее с навивочным ножом 8 до горизонтального положения спирали. Кулак 47, продолжая вращаться, освободит кулак 48 и пружина через рычаг 49 замкнет конусную муфту, поставив механизм в исходное положение. Ыож 8 начинает навивать спираль.
При провороте распределительного вала с кулаком 28 на 180° качалка 74 узла шагового движения сетки (фиг. 5) через коромысло 75 воздействует на втулки 76 закрепленными в них штангами 77. Одна штанга с десятью штырями 64 поднимается, другая-опускается. Штыри 64 на обеих штангах работают в одной вертикальной плоскости, сетка висит одной предпоследней спиралью на штырях 64 одной штанги. При перемещении штанг 77 поднимающиеся штыри, расположенные по центру ячеек, входят в них. Опускающиеся штыри освобождают спираль и полотно перемещается на одну спираль независимо от шага спирали.
Кулак 27, вращаясь на распределительном валу, поднимает в узле отрезки спирали (фиг. 6) шток 78, который через рычаги 79, 80 и тягу
81опускает шток 82 верхних ножей 83. Надлежащий подбор плеч рычагов 79 и 80 обеспечивает синхронное встречное перемещение штоков
82и 78,
Возврат штоков осуществляет вначале свободное плечо рычага 79, а затем-пружина 84.
Кулаки 36, 37, 38 и 40 в узле загибочных головок перемещают вверх четыре параллельно расположенных штока 85, 86, 87 и 88, возврат которых дают закрепленные рычаги 89, на которые воздействуют ролики 90. Шток 87 поднимается и опускается двуплечим рычагом 91. Шток 88 через качалку 92 воздействует на загибочную вилку 35. Оси штырей 31 повернуты на 10° от плоскости осей штоков, что при перемещении их полотном сетки дает растяжку двух спиралей при передаче их ножам 33, которые по центру очка заходят в полотно сетки при загибке. Штыри 31 при этом убираются и две спирали на полотне повисают натянуто на
№ 118800- 4 -
двух ножах 33. Перемещением вилок 35 «на полотно сетки загибаются четыре конца спиралей с двух сторон «в замок. Подрезной нож 39 при этом перемещается вверх и при наличии увеличенной спирали подрубывает ее о нож 93. На сетках выще № 20 подрезной нож работает вхолостую.
В конце загибки вновь поднимаются щтыри 31, которые входят в предыдущие ячейки, обеспечивая очередное перемещение полотна сетю на две спирали. После подъема штырей 31 убираются вилки 55 и ножи 33. Подрубка концов спиралейпроисходит в каждом цикле, а работа остальных трех штоков 85, 86 и 88 один раз за два цикла распределительного вала, так как он за цикл поворачивается на 180°.
Предлагаемый станок-автомат может найти применение на всех предприятиях, производящих массовое изготовление плоских металлических сеток.
Предмет изобретения
1.Станок-автомат для изготовления плетеной металлической сетки, включающий кинематически связанные между собой механизмы движения распределительного вала, настройки длины спирали, управления шпинделем станка, шагового движения сетки, загибочных головок и обрубного ножа, осуществляющие навивку проволоки, сплетение и подрезку ее под загибку, загибку двух спиралей «под замок, перемещение сетки на одну спираль и чамотку изготовленной сетки в рулон, отличающийся тем, что, с целью изготовления плоской плетеной металлической сетки, механизм загибочных головок выполнен в виде четырех параллельно перемещающихся штоков в каждой головке, а механизм отрезки-в виде двух штоков с ножами, связанными между собой двумя рычагами с тягой.
2.Станок-автомат по п. 1, отличающийся тем, что механизм привода распределительного вала выполнен в виде конической, цилиндрической и червячной пар, а механизм включения конической пары - в виде сферической поворотной шпонки с фиксатором и управляющего рычага, поворачивающегося на 180°.
3.Станок-автомат по пп. 1и2, отличающийся тем, что механизм управления шпинделя выполнен в виде конусной муфты, зубчатого сектора с собачкой и рейкой и двух рычагов, блокирующих муфту с сектором «доводки, а механизм шагового движения сетки-в виде двух параллельно перемещающихся штанг, несущих на себе прямолинейные штыри, работающие в одной плоскости. № 118800


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Устройство для загибки концов металлической плетеной сетки и последующей смотки ее в рулон | 1971 |
|
SU436692A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
65
Разрез гю ffn-6S
Фил ft
