Изобретение относится к области литейного производства и может быть использовано для производства отливок из черных и цветных сплавов с кристаллизацией под давлением с применением газифицируемых моделей.
Известен способ литья тонкостенных деталей по газифицируемым моделям, предусматривающий использование открытой сверху и закрытой снизу двухсекционной опоки, в верхней части которой размещают блок газифицируемых моделей, заформованных сухим песком без связующего.
После заполнения песком верхнего отсека опоки через поры перегородки из нижнего отсека подают сжатый воздух, что приводит к псевдоожижению песка. Модельный блок погружают в псевдоожиженный песок, прекращают подачу воздуха, уплотняют песок вибрацией, расплавляют модели и заливают металл в форму. После затвердевания и охлаждения до определенной температуры отливки обдувают сжатым воздухом, повторно производят псевдоожижение песка, затем удаляют отливки из опоки. Известный способ предотвращает повреждение моделей при формовке и облегчает удаление отливок из песка, однако не может в полной мере предотвратить образование недоливов, спаев и других поверхностных дефектов отливок, что обусловлено значительным противодавлением газообразных продуктов, образующихся при термодеструкции модели.
Известен также способ литья с кристаллизацией под давлением, включающий заливку металла в форму, приложение усилия на металл и выдержку под давлением [1] . Усилие прессования увеличивают во времени по линейному закону до оптимальной величины к концу выдержки отливки под давлением. Прессование с возрастающим усилием создает в жидком металле давление до конца затвердевания и в некоторой мере увеличивает срок службы пресс-форм.
Недостатком известного способа являются ограниченные возможности при получении сложных по конфигурации отливок, высокая трудоемкость изготовления и значительная стоимость пресс-форм, а также недостаточная их стойкость.
Наиболее близким по технической сущности и достигаемому результату является способ литья под низким давлением [2]. Способ предусматривает использование разовой модели, например полистироловой. Модель заформовывают в опоке с цирконовым песком или другим несвязанным формовочным материалом. При необходимости предусмотрена возможность вакуумирования формы. Для воздействия на металл используют воздух или азот, подаваемые под избыточным давлением, 0,2-0,7 атм.
Недостатками известного способа являются низкий выход годного и неудовлетворительные характеристики материала отливок при литье металлических расплавов с низкой жидкотекучестью и высокой вязкостью вследствие недостаточного уровня избыточного давления по отношению к газовому давлению в форме. Другим недостатком способа является образование пригара на поверхности отливок и как следствие - увеличение их шероховатости в результате прочного сцепления частиц песка с металлом.
Цель изобретения - повышение выхода годного, качества отливок и их прочностных характеристик за счет снижения шероховатости поверхности и предотвращения пригара.
Поставленная цель достигается тем, что способ получения отливок по газифицируемым моделям с кристаллизацией под давлением, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера и заливку металла в камеру прессования, предусматривает размещение поршня в донной части контейнера соосно с камерой прессования. После заливки металла в поршне возбуждают колебания с частотой 50...100 Гц и амплитудой 0,5...0,8 мм, при достижении металлом в камере прессования температуры, равной 1,05...1,15 температуры ликвидуса, поршень перемещают до полного выдавливания металла из нее со скоростью 0,01...0,1 м/с с усилием, превышающим газовое давление в форме в 3...5 раз, после чего усилие на поршень увеличивают в 10...100 раз и выдерживают его до завершения кристаллизации отливки. Далее поршень отводят в исходное положение и повторно возбуждают в нем колебания с частотой 50...100 Гц и амплитудой 1,5...5 мм и поддерживают их в течение времени, равном 0,1...0,3 времени полного охлаждения отливки, после чего ее извлекают из контейнера.
Устройство для реализации изобретения схематически изображено на фиг. 1-4.
Устройство содержит открытый сверху контейнер 1, в донной части которого выполнено сквозное отверстие, крышку 2, герметизирующий элемент 3, поршень 4, модель 5 отливки, модель 6 камеры прессования, модель 7 литниковой системы, несвязанный формовочный материал 8, упрочняемый вакуумированием, и вибратор 9.
Способ осуществляют следующим образом.
В отверстие донной части контейнера 1 устанавливают поршень 4, после чего в нем заформовывают блок газифицируемых моделей 5-7 несвязанным формовочным материалом 8. При формовке модель 6 камеры прессования размещают соосно с отверстием в донной части контейнера. Затем производят виброуплотнение формовочного материала, после чего контейнер 1 герметизируют синтетической пленкой 3, накрывают крышкой 2 и подключают к вакуумной системе (фиг. 1). При достижении в форме остаточного давления 0,04-0,02 МПа в литниковый канал 7 заливают дозированную порцию металла, который газифицирует модель 6 камеры прессования и заполняет образовавшуюся при этом полость (фиг. 2). После окончания заливки в поршне 4 возбуждают виброколебания частотой 50...100 Гц и амплитудой 0,5...0,8 мм путем включения вибратора 9. В результате виброобработки происходит очищение жидкого металла, находящегося в камере прессования, от неметаллических включений и газов.
При достижении металлом в камере прессования температуры, равной 1,05.. . 1,15 температуры ликвидуса, поршень перемещают до полного выдавливания металла из нее со скоростью 0,01...0,1 м/с. Величину усилия прессования выбирают таким образом, чтобы она в 3-5 раз превышала газовое давление в форме. По мере выдавливания металла из камеры прессования модель 5 газифицируется и металл заполняет образовавшуюся полость формы, при этом газообразные продукты термодеструкции газифицируемой модели удаляются из формы через вакуумную систему (фиг.3).
После этого усилие на поршень увеличивают в 10...100 раз и выдерживают его до завершения кристаллизации отливки. В результате наложения давления на кристаллизующийся металл предотвращается проникновение в него жидкой и парогазовой фаз, образовавшихся при термодеструкции материала модели. Кроме того, под действием давления сферолиты жидкой полимерной фазы деформируются в тонкую пленку, что предотвращает локальное скопление продуктов термодеструкции на поверхности отливки.
Далее поршень отводят в исходное положение и повторно возбуждают в нем колебания с частотой 50...100 Гц и амплитудой 1,5...5,0 мм и поддерживают их в течение времени, равного 0,1...0,3 времени полного охлаждения отливки, после чего ее извлекают из контейнера. В результате перемещения поршня в первоначальное положение в нижней части контейнера образуется полость, заполняющаяся самопроизвольно оседающим формовочным материалом (фиг.4). Виброколебания поршня передаются частицам формовочного материала, приводя их в движение относительно поверхности отливки. Благодаря абразивному воздействию формовочного материала предотвращается образование механического пригара и снижается шероховатость поверхности отливки.
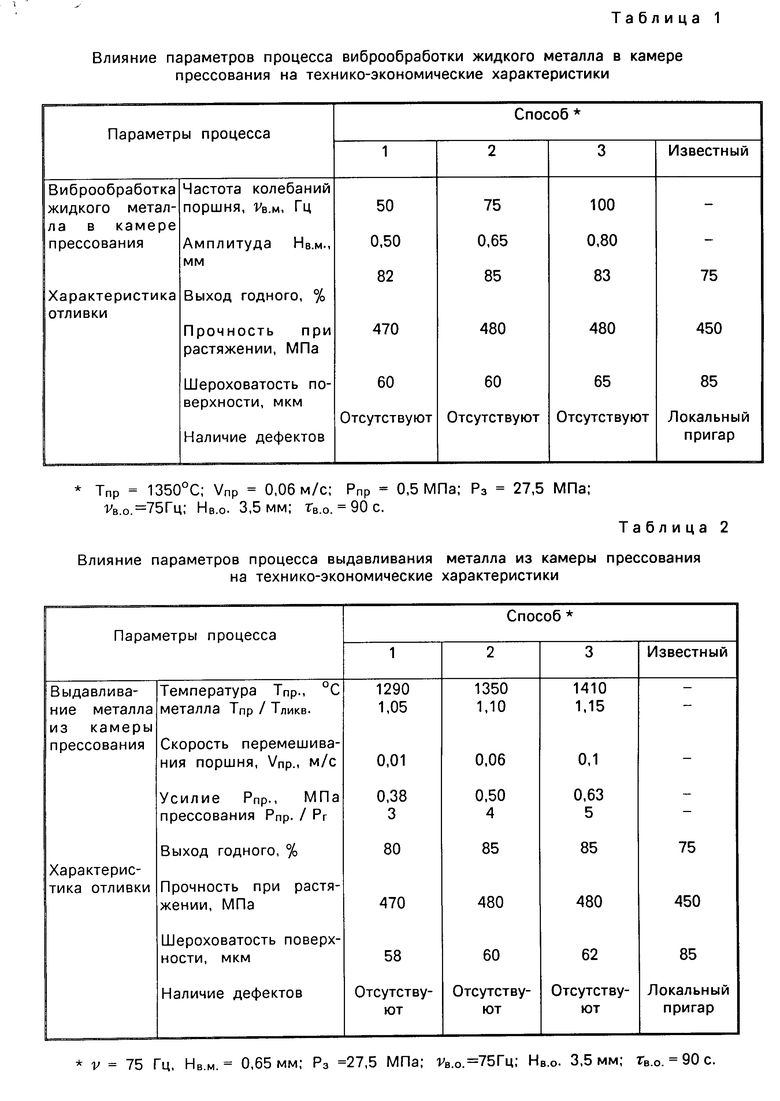
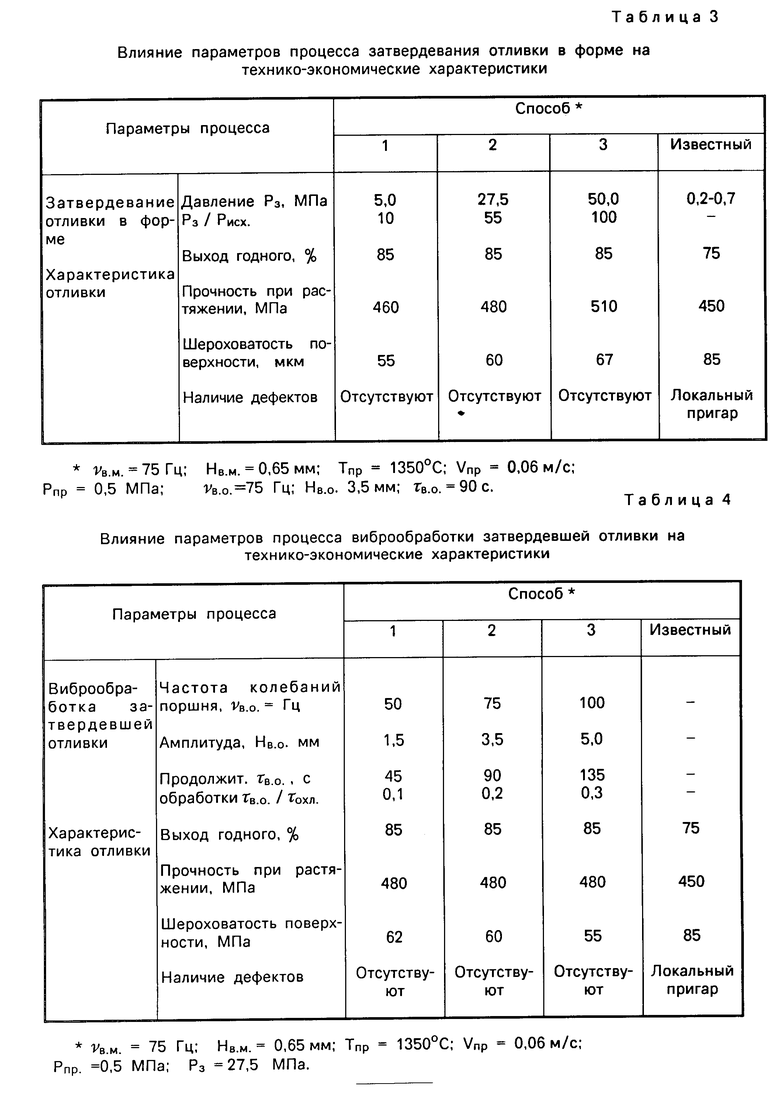
П р и м е р. Отливку массой 15 кг (фитинг) получают из чугуна ВЧ 45-5 по следующему режиму: заливка металла в течение 20-25 с при температуре 1410оС. После окончания заливки в поршне возбуждают колебания частотой 75 Гц с амплитудой 0,65 мм, а при достижении металлом температуры 1350оС поршень начинают перемещать со скоростью 0,06 м/с с усилием 0,5 МПа.
После полного выдавливания металла из камеры прессования давление увеличивают до 27,5 МПа и выдерживают 45 с. Затем поршень возвращают в исходное положение и повторно возбуждают колебания частотой 75 Гц с амплитудой 3,5 мм в течение 90 с, после чего отливку удаляют.
Данные о влиянии технологических параметров процессов, связанных с получением отливки по газифицируемым моделям с кристаллизацией под давлением на технико-экономические характеристики способа применительно к фитингам (масса 15 кг, материал ВЧ 45-5, Тликв. = 1227оС; τ = 450 с; газовое давление в форме Рг = 0,125 МПа) приведены в табл.1-4.
Из приведенных данных видно, что при получении отливок по газифицируемым моделям с кристаллизацией под давлением с использованием предлагаемых технологических параметров способа улучшаются технико-экономические показатели отливок по сравнению с известным способом: выход годного увеличивается на 15-20%, прочность при растяжении повышается на 10-15%, шероховатость поверхности уменьшается на 20-30%, а также предотвращается образование пригара.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2044599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1994 |
|
RU2089330C1 |
| Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям | 1990 |
|
SU1773550A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| Способ изготовления неразъемных литейных форм | 1983 |
|
SU1171186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2079388C1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |




Сущность изобретения: способ включает размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера и заливку металла в камеру прессования. В донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания с частотой 50. . .100 Гц и амплитудой 0,5...0,8 мм, при достижении металлом в камере прессования температуры, равной 1,05...1,15 температуры ликвидуса, поршень перемещают до полного выдавливания металла из нее со скоростью 0,01. ..0,1 м/с с усилием, превышающим газовое давление в форме в 3...5 раз, после чего усилие на поршень увеличивают в 10...100 раз и выдержвают его до завершения кристаллизации отливки. Далее поршень отводят в исходное положение и повторно возбуждают в нем колебания с частотой 50...100 Гц и амплитудой 1,5. ..5 мм и поддерживают их в течение времени, равном 0,1...0,3 времени полного охлаждения отливки, после чего ее извлекают из контейнера. 4 ил., 4 табл.
СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ, включающий размещение модельного блока в контейнере, заполнение его несвязанным формовочным материалом и его уплотнение вибрацией, герметизацию и вакуумирование контейнера, заливку металла в камеру прессования, отличающийся тем, что, с целью повышения выхода годного, качества отливок и их прочностных характеристик за счет снижения шероховатости поверхности и предотвращения пригара, в донной части контейнера соосно с камерой прессования размещают поршень, в котором после заливки металла возбуждают колебания с частотой 50 - 100 Гц и амплитудой 0,5 - 0,8 мм, а при достижении металлом в камере прессования температуры 1,05 - 1,15 температуры ликвидуса поршень перемещают до полного выдавливания металла из нее со скоростью 0,01 - 0,1 м/с с усилием, превышающим газовое давление в форме в 3 - 5 раз, после чего усилие на поршень увеличивают в 10 - 100 раз и выдерживают его до завершения кристаллизации отливки, далее поршень отводят в исходное положение и повторно возбуждают в нем колебания с частотой 50 - 100 Гц и амплитудой 1,5 - 5,0 мм и поддерживают их в течение времени, равном 0,1 - 0,3 времени полного охлаждения отливки, после чего ее извлекают из контейнера.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОНАХОЖДЕНИЯ ОДНОФАЗНОГО ЗАМЫКАНИЯ НА ЗЕМЛЮ В СЕТИ РАСПРЕДЕЛЕНИЯ МОЩНОСТИ | 1996 |
|
RU2159445C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
