Изобретение относится к промышленности строительных материалов и может быть использовано для прессования керамических изделий из порошковых масс.
Известно устройство для брикетирования, включающее бункер, бесконечную приводную цепь, матрицу с пуансоном, который выполнен в виде неподвижной части, закрепленной на цепи, и подвижной части с направляющим подпружиненным штоком и механизмом ее фиксации относительно неподвижной части, причем механизм фиксации выполнен в виде подпружиненной собачки с роликом, взаимодействующим с упором [1].
Известна установка для непрерывного формования строительных изделий, содержащая смонтированные на раме загрузочный бункер, бесконечный пластинчатый транспортер с щитовой бортоснасткой и пресс с подвижной верхней плитой, смонтированные на раме наклонные направляющие и установленные в них клиновые башмаки, причем торцовые щиты бортоснастки жестко закреплены на транспортере, а боковые находятся в силовом замыкании с клиновыми башмаками [2].
Недостатком известных установок является низкая степень прессования материала.
Цель изобретения - повышение степени прессования.
Цель достигается тем, что в установке для непрерывного формования строительных изделий, содержащей загрузочный бункер, вертикально замкнутый пластинчатый конвейер с щитовой бортоснасткой, клиновые башмаки, раму с наклонными направляющими для перемещения клиновых башмаков, механизм подъема и прессующий механизм, бункер выполнен с днищем, имеющим отверстия и направляющие, прессующий механизм снабжен возбудителем вертикальных колебаний с направляющими для его вертикального перемещения и опорами в виде пружин, размещенных на направляющих днища, а его прессующий орган выполнен в виде пустотообразователей, жестко соединенных в верхней части с возбудителем колебаний и установленных в отверстиях днища с возможностью перемещения вдоль его направляющих, механизм подъема выполнен в виде копира, закрепленного на валу ведущей звездочки конвейера и подпружиненного коромысла на одном конце с роликом, контактирующим с копиром, а на другом конце - с толкателями, контактирующими с клиновыми башмаками, соединенными с днищем.
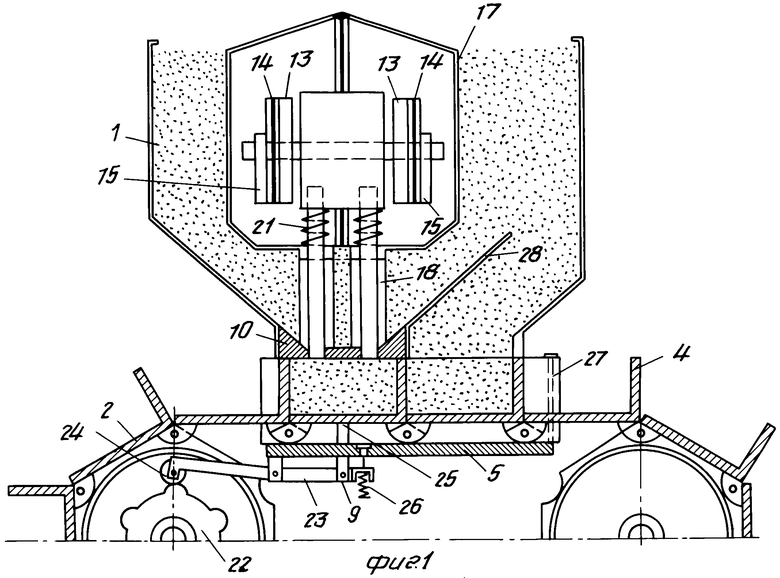
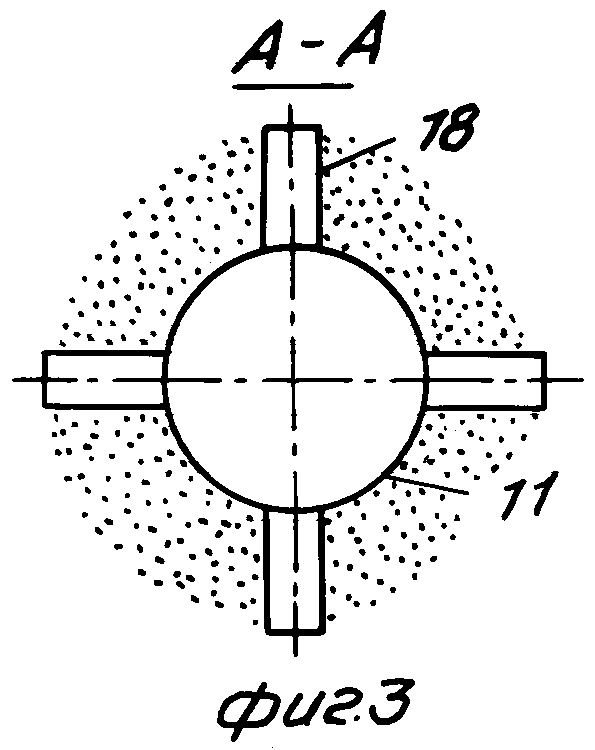
На фиг. 1 представлен конвейер, продольный разрез; на фиг.2 - то же, поперечный разрез; на фиг.3 - разрез А-А на фиг.2.
Установка для непрерывного формования строительных изделий содержит загрузочный бункер 1, вертикально замкнутый пластинчатый конвейер 2 с щитовой бортоснасткой 3, щиты 4, закрепленные на пластинах конвейера, раму 5 с наклонными направляющими 6 для клиновых башмаков 7, прессующий механизм 8 и механизм 9 подъема клиновых башмаков 7, днища 10 бункера и прессующего механизма 8. Ширина пластины конвейера принята соответствующей ширине изделия. Прессующий механизм 8 содержит пустотообразователи 11, жестко соединенные в верхней части с вибровозбудителем 12.
Как один из вариантов на чертежах показан двухвальный центробежный вибровозбудитель с вынесенным электродвигателем и гибким приводом. На валах вибровозбудителя закреплены синхронизирующие шестерни 13, приводные шкивы 14 и дебалансы 15. Привод осуществляется через ременную передачу от электродвигателя 16. Вибровозбудитель помещен в корпус 17, размещенный внутри бункера 1. В нижней части корпуса 17 выполнены отверстия для пропуска пустотообразователей 11 с направляющими 18, которые в нижней части соединены с подъемным днищем 10 загрузочного бункера. По периметру толщина днища увеличена для улучшения ссыпания порошка под пустотообразователи. На внутренней поверхности корпуса 17 закреплены вертикальные направляющие, по которым перемещаются катки 20, прикрепленные к вибровозбудителю 12. Между вибровозбудителем и направляющими 18 установлены пружины 21.
Механизм 9 подъема клиновых башмаков, днища бункера и прессующего механизма содержит установленный на валу ведущей звездочки копир 22, закрепленный шарнирно на раме 5 коромысла 23 с роликом 24, толкателем 25 и пружиной 26. Бортоснастка 3 прикреплена шарнирно к наклонным направляющим рамы 5 с помощью осей 27. В загрузочном бункере установлена направляющая 28 для обеспечения поступления порошка на днище к пустотообразователям. В корпусе 17 установлен датчик 29 включения конвейера.
Привод копира и конвейера не показан.
Установка для непрерывного формования строительных изделий работает следующим образом.
Порошок из загрузочного бункера 1 ссыпается в форму, образованную пластиной конвейера 2, щитовой бортоснасткой 3 и щитами 4, установленными на пластинах конвейера. Форма с порошком перемещается конвейером 2 на позицию прессования - под днище бункера. Включается электродвигатель 16 и через ременную передачу шкивы 14 приводят в синхронное вращение дебалансы 15, которые придают вертикально направленные колебания прессующему механизму 8.
Перемещение пустотообразователей 11 строго в отверстия в днище 10 бункера 1 обеспечивается направляющими 18, а самого вибровозбудителя 12 за счет перемещения катков 20 по направляющим. Во время колебания пустотообразователи 11 захватывают порошок и через отверстия в днище 10 бункера перемещают в форму и прессуют.
По мере наполнения формы весь прессующий механизм поднимается. Степень прессования и амплитуда колебаний зависят от массы установленного вибровозбудителя и дебалансов, суммарной площади поперечного сечения пустотообразователей и числа оборотов дебалансов.
Датчик 29 устанавливается таким образом, что после наполнения формы и подъема прессующего механизма до определенной высоты включается привод копира 22 и конвейера 2. При повороте копира 22 коромысло 23 за счет пружины 26 поворачивается, а ролик 24 опускается. В результате толкатели 25 поднимают клиновые башмаки 7, днище 10 бункера, освобождая щитовую бортоснастку 3 и отформованное изделие от давления. Одновременно подъемное днище 10 бункера через направляющие 18 и пружины 21 поднимает весь прессующий механизм 8 и захват порошка пустотообразователями прекращается. После снятия давления конвейер перемещается на величину ширины пластины конвейера.
Ролик 24 на копире поднимается, поворачивает рычаг 23, при этом клиновые башмаки 7, днище 10 бункера и прессующий механизм опускаются. Пустотообразователи опять начинают захватывать порошок и подавать его в форму и прессовать. Отформованные изделия после снятия давления перемещаются конвейером 2 из зоны прессования, щиты 4 во время поворота пластин конвейера на ведущей звездочке отходят от изделий, и освобожденные изделия скатываются вниз на приемный транспортер (не показан).
Установка после настройки обеспечивает непрерывное автоматическое формование изделий из порошковых масс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочно-раскаточная машина | 1990 |
|
SU1719200A1 |
| МНОГОЯРУСНАЯ СУШИЛКА-ПЕЧЬ ДЛЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2068974C1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| Установка для формования многопустотных строительных изделий | 1987 |
|
SU1502326A1 |
| Установка для непрерывного формования строительных изделий | 1977 |
|
SU634949A1 |
| Устройство для формования,преимущественно, решетчатых изделий | 1979 |
|
SU863343A1 |
| Установка для изготовления пустотелых бетонных изделий | 1984 |
|
SU1256968A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2037400C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2038967C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |

Изобретение относится к промышленности строительных материалов и может быть использовано для прессования керамических изделий из порошковых масс. Сущность изобретения: установка для непрерывного формования строительных изделий содержит загрузочный бункер, вертикально замкнутый пластинчатый конвейер с щитовой бортоснасткой, клиновые башмаки, раму с наклонными направляющими для перемещения клиновых башмаков, механизм подъема и прессующий механизм, при этом бункер выполнен с днищем, имеющим отверстия и направляющие, прессующий механизм снабжен возбудителем вертикальных колебаний с направляющими для его вертикального перемещения и опорами в виде пружин, размещенных на направляющих днища, а его прессующий орган выполнен в виде пустотообразователей, жестко соединенных в верхней части с возбудителем колебаний и установленных в отверстиях днища с возможностью перемещения вдоль его направляющих, механизм подъема выполнен в виде копира, закрепленного на валу ведущей звездочки конвейера, и подпружиненного коромысла на одном конце с роликом, контактирующим с копиром, а на другом конце - с толкателями, контактирующими с клиновыми башмаками, соединенными с днищем. 3 ил.
УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, содержащая загрузочный бункер, вертикально замкнутый пластинчатый конвейер с щитовой бортоснасткой, клиновые башмаки, раму с наклонными направляющими для перемещения клиновых башмаков, механизм подъема и прессующий механизм, отличающаяся тем, что бункер выполнен с днищем, имеющим отверстия и направляющие, прессующий механизм снабжен возбудителем вертикальных колебаний с направляющими для его вертикального перемещения и опорами в виде пружин, размещенных на направляющих днища, а его прессующий орган выполнен в виде пустотообразователей, жестко соединенных в верхней части с возбудителем колебаний и установленных в отверстиях днища с возможностью перемещения вдоль его направляющих, механизм подъема выполнен в виде копира, закрепленного на валу ведущей звездочки конвейера, и подпружиненного коромысла на одном конце с роликом, контактирующим с копиром, а на другом конце - с толкателями, контактирующими с клиновыми башмаками, соединенными с днищем.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для непрерывного формования строительных изделий | 1977 |
|
SU634949A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
