Изобретение относится к обработке металлов давлением, в частности к горячей штамповке.
Наиболее близким к предлагаемому штампу по технической сущности и достигаемому результату является устройство для штамповки рабочей средой деталей из листового материала, содержащее корпус с каналом в стенке для выпуска рабочей среды, средство подачи рабочей среды в полость корпуса в виде форсунки, связанной посредством трубопровода с топливным плунжерным насосом, выполненный в виде трехгранной призмы ротор, установленный в полости корпуса на эксцентриковом валу с возможностью взаимодействия боковыми ребрами с внутренней криволинейной поверхностью корпуса и имеющий на наружной боковой поверхности матрицы, а также средства подачи штампуемого материала и удаления готовых деталей. Кроме того, оно снабжено электрогенератором, кинематически связанным с эксцентриковым валом, размещенными на внутренней криволинейной поверхности корпуса двумя электродами, электрически связанными с электрогенератором (авт. св. N 1556792, кл. B 21 D 26/02, 1990).
Недостатком данного устройства являются большие энергозатраты при штамповке деталей, так как для нагрева требуется электрическая энергия, топливо, нагретый воздух. При этом само устройство металлоемко и при работе тоже нагревается.
Задачей изобретения является снижение энергозатрат за счет уменьшения теплоотдачи нагреваемой заготовки окружающей среде, а также улучшение условий труда за счет уменьшения светового и теплового излучения.
Поставленная задача решается следующим образом. Штамп для формовки деталей с электроконтактным нагревом заготовок, содержащий матрицу, снабжен пуансоном, на боковых и задней сторонах которого расположены шторки из отражающей тепло ткани, а на лицевой, обращенной к оператору стороне матрицы установлено термостойкое затемненное стекло. В процессе нагрева заготовки в ограниченном таким образом пространстве происходит меньшее рассеивание энергии в окружающую среду, заготовка быстрее нагревается до необходимой температуры, а следовательно, снижаются энергозатраты, необходимые для этого. Кроме того, термостойкое затемненное стекло, находящееся между разогретой заготовкой и оператором, предотвращает воздействие светового и теплового излучения на последнего, что значительно улучшает условия труда.
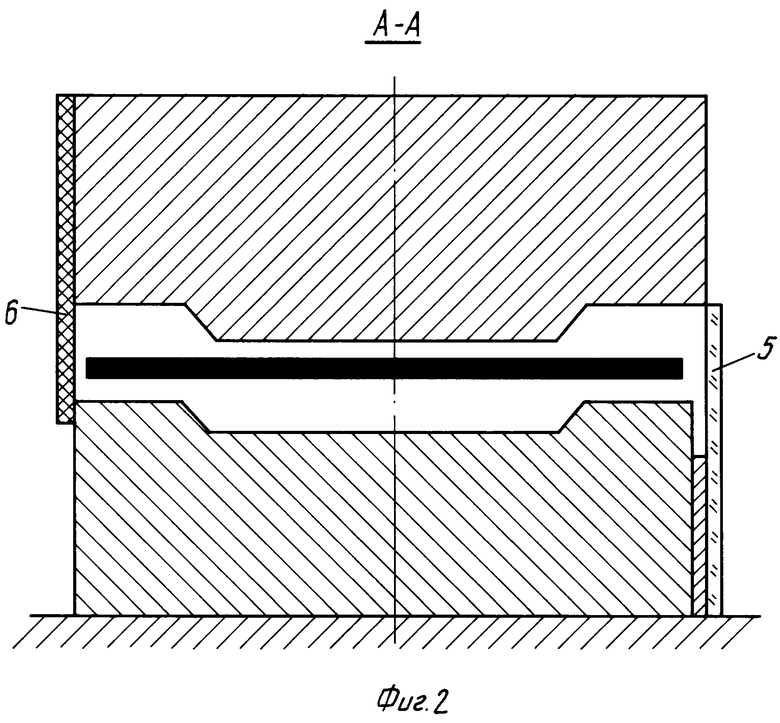
На фиг. 1 изображен штамп для формовки деталей в момент нагрева заготовки (разрез); на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение А-А на фиг. 1, заключительный момент.
Штамп для формовки деталей с электроконтактным нагревом заготовки содержит матрицу 1, пуансон 2, зажимы-клеммы 3, в которые установлена заготовка 4. На матрице 1 со стороны оператора установлено термостойкое затемненное стекло 5. На боковых и задней сторонах пуансона 2 расположены шторки из отражающей тепло ткани.
Работа штампа заключается в следующем. Между матрицей 1 и пуансоном 2 в зажимы-клеммы 3 устанавливают заготовку 4. Подводят пуансон 2 возможно близко к заготовке 4. В результате между пуансоном 2 и заготовкой 4 образуется замкнутый объем. Включают ток, что приводит к нагреву заготовки и к частичному нагреву от заготовки рабочей поверхности пуансона и матрицы. После чего отключают ток и формуют заготовку 4 в деталь 7.
Наличие расположенных на боковых и задней сторонах пуансона шторок из отражающей тепло ткани, а на лицевой стороне матрицы - термостойкого стекла, обеспечивает быстрый нагрев заготовки, исключает (уменьшает) отдачу энергии окружающей среде, что значительно снижает энергозатраты на нагрев заготовки для ее последующей штамповки. Улучшаются условия труда оператора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2057608C1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ РАБОЧИХ ДЕТАЛЕЙ ВЫРУБНОГО ШТАМПА | 1992 |
|
RU2021061C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2021058C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ПОВЕРХНОСТЯМИ ИЗДЕЛИЯ | 1992 |
|
RU2049305C1 |
| Способ штамповки деталей из листовых заготовок на гидропрессах | 1991 |
|
SU1831398A3 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЯ ДВИЖЕНИЯ ЖИДКОГО МЕТАЛЛА В СВАРОЧНОЙ ВАННЕ | 1990 |
|
RU2093330C1 |
| Заготовка для листовой штамповки | 1991 |
|
SU1787057A3 |
| Способ изготовления штампа для листовой штамповки | 1990 |
|
SU1776213A3 |
| Универсальный штамп для пробивки отверстий | 1990 |
|
SU1795922A3 |


Использование: обработка металлов давлением. Сущность изобретения: штамп содержит матрицу, пуансон, зажимы-клеммы, в которые установлена заготовка. На лицевой стороне матрицы, обращенной к оператору, установлено термостойкое затемненное стекло, а на боковых и задней сторонах пуансона расположены шторки из отражающей теплоткани. Технический результат: снижение энергозатрат и улучшение условий труда. 3 ил.
ШТАМП ДЛЯ ФОРМОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК, содержащий матрицу, отличающийся тем, что он снабжен пуансоном, на боковых и задней сторонах которого расположены шторки из отражающей тепло ткани, а на лицевой, обращенной к оператору, стороне матрицы установлено термостойкое затемненное стекло.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для штамповки рабочей средой деталей из листового материала | 1988 |
|
SU1556792A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

