Изобретение относится к обработке металлов давлением, в частности к листовой штамповке заготовок из титановых сплавов с нагревом, и может найти применение в аэрокосмической промышленности и смежных с ней отраслях машиностроения.
Известен способ штамповки листовых заготовок из титановых сплавов, заключающийся в нагреве до температуры 790оС, выдержке при заданной температуре в течение 4 ч 45 мин, выдержке 12ч 15 мин и создании в течении 9 ч вакуума, деформировании и охлаждении.
Техническим результатом настоящего изобретения является увеличение производительности труда, повышение предельных возможностей технологических процессов листовой штамповки, повышение точности изготавливаемых деталей и улучшение эксплуатационных их характеристик.
Указанная цель достигается тем, что в способе горячей штамповки листовых заготовок из титановых сплавов, включающем осуществляемые в фиксированные промежутки времени, нагрев до состояния сверхпластичности, выдержку при заданной температуре, пластическое деформирование и охлаждение, время нагрева и выдержки не превышает 300 с.
Пример реализации способа.
Сравнительные экспериментальные исследования проводились на листовых заготовках из титановых сплавов ОТ 4 и ВТ20 при их деформировании в соответствии со способом, принятым за прототип, и в соответствии с предлагаемым способом.
Для повышения экспериментальных исследований, в частности, для нагрева заготовок из титановых сплавов использовался комплект электротехнического оборудования на базе однофазных трансформаторов типа ТПК 150/2. Для выполнения нагрева заготовок формообразующее технологическое оборудование доукомплектовывалось специальными токопроводящими зажимами. Кроме того, для обеспечения требуемого нагрева деформирующие части (пуансоны, матрицы и т. п.) формоизменяющего технологического оборудования покрывались термостойким токонепроводящим материалом (асботканью, либо плитами из асбоцемента).
Изготовление деталей в соответствии со способом, принятым за прототип, производилось в следующей последовательности:
заготовки из исследуемых титановых сплавов предварительно нагревались в электрических печах (ВТ20 до 770оС, ОТ4 до 700оС);
деформирующие части формоизменяющего оборудования, изготовленные из конструкционных сталей, разогревались до тех же температур. Их нагрев осуществлялся за счет собственного электрического сопротивления;
окончательно производилась установка нагретых заготовок в технологической оснастке и их формоизменение в изотермическом режиме.
Сравнение технологических возможностей предлагаемого способа штамповки со способом, принятым за прототип, выполнялось в технологических операциях - таких как, обтяжка обшивок, гибка профилей с растяжением, сложная фасонная формовка листовых заготовок.
В результате выполнения сравнительного изготовления деталей в процессе обтяжки листовых заготовок из сплавов ОТ4 и ВТ20 с габаритными размерами 2000х800х2 было установлено:
предельные коэффициенты обтяжки, полученные на деталях, изготовление которых выполнялось в соответствии со способом, принятым за прототип, не превышали величины kобт=1,025, а в соответствии с предложенным способом - kобт=1,056.
При применении предлагаемого способа штамповки с нагревом имеет место более чем двукратное повышение предельных возможностей процесса обтяжки;
- детали, изготовление которых производилось в соответствии со способом, принятым за прототип, не отвечали требуемой точности, что обуславливало необходимость выполнения либо ручных доводочных работ, либо дополнительной операции по термофиксации, что существенно увеличивало цикл производства одной детали. Размеры деталей, изготовленных в соответствии с предлагаемым изобретением не выходили за пределы допуска на них;
- время на изготовление одной детали при применении предложенного способа штамповки с нагревом почти на порядок меньше, чем при реализации способа, принятого за прототип. Кроме того, существенно уменьшаются затраты энергии.
Приведенные выше результаты сравнительного изготовления деталей обтяжкой листовых свидетельствует о том, что предлагаемый способ штамповки листовых заготовок из титановых сплавов с нагревом позволяет увеличить производительность труда, повысить предельные возможности процесса и точность изготавливаемых деталей, т. е. выполнить большую часть целей, описанных в отличительной части формулы изобретения.
Сравнительное изготовление деталей из прессованных профилей сплавов ОТ4 и ВТ20 в процессе их гибки с растяжением на станке ПГР-7 показало, что:
детали, изготовление которых производилось в соответствии со способом, принятым за прототип, не отвечали требуемой точности, что обусловливало необходимость выполнения ручных доводочных работ. Размеры деталей, изготовленных в соответствии с предложенным изобретением не выходили за пределы допуска на них;
применение предложенного способа штамповки с нагревом позволяло изготавливать детали из профилей, характеризуемые большей кривизной;
применение предложенного способа штамповки приводит к существенному уменьшению времени на изготовление одной детали.
Приведенные выше результаты сравнительного изготовления деталей из прессованных профилей сплавов ОТ4 и ВТ20 их гибкой с растяжением также свидетельствуют о том, что предложенный способ штамповки с нагревом позволяет увеличить производительность труда, повысить предельные возможности процесса и точность изготавливаемых деталей, т. е. выполнить большую часть целей, описанных в отличительной части формулы изобретения.
Сложная фасонная формовка деталей из листовых заготовок титановых сплавов ОТ4 и ВТ20 выполнялась на гидропрессах РУЕ-160 и HNC-2-250. Для нагрева заготовок в соответствии с формулой изобретения и для нагрева пуансона и матрицы в соответствии со способом, принятым за прототип, применялся однофазный трансформатор типа ТОЭСЗ-250/40. Детали изготавливались самой сложной формы и различной номенклатуры, что не позволяет выделить какой-либо единый для них параметр, позволяющий оценить предельные возможности процесса формоизменения. Однако, анализ полученных деталей свидетельствует о том, что:
изготовить большинство деталей в соответствии со способом принятым за прототип не представляется возможным, когда как все детали, предложенной на Комсомольско-на-Амуре авиационном промышленном объединении номенклатуры, были изготовлены в соответствии с предложенным способом;
точность изготавливаемых в соответствии с предложенным способом деталей полностью удовлетворяет требованиям, предъявляемым к ним.
Описанные выше результаты сравнительного изготовления деталей окончательно свидетельствует, что предложенный способ штамповки с нагревом позволяет увеличить производительность труда, повысить предельные возможности процесса и точность изготавливаемых деталей, т. е. выполнить большую часть целей, описанных в отличительной части формулы изобретения.
Исследования влияния предлагаемой в формуле изобретения способа штамповки листовых заготовок из титановых сплавов с нагревом на прочностные свойства материалов и на их эксплуатационные характеристики выполнялись на материале деталей, отформованных в соответствии с предложенным способом и включали в себя макро- и микроисследования поверхностного слоя, исследования хрупкости поверхностного слоя, исследования его микротвердости, исследования изменения его химического состава, исследования механических свойств и малоцикловой усталости материалов деталей. Так как результаты первых трех исследований позволяют только качественно оценить влияние предлагаемого способа штамповки на эксплуатационные характеристики, то ниже приведены только результаты по ним. Последние три исследования позволяют оценить подобное влияние и качественно, что приводит к необходимости более полного описания их результатов.
Для выявления точных диапазонов температур нагрева титановых сплавов под штамповку производился описанный выше анализ материалов деталей, заготовки для которых нагревались:
для ВТ20 - до 750, 800, 850, 900 и свыше 1000оС,
для ОТ4 - до 800, 850, 900, 950 и свыше 1000оС.
Для выявления точных промежутков времени на нагрев и выдержку заготовок перед деформированием эти операции осуществлялись для всех перечисленных выше температурных режимов за время 250 с, 300 с, 350 с и свыше 400 с.
Для каждого сочетания температур нагрева и времени выдержки производилось изготовление не менее трех деталей с последующим анализом каждой из них.
В результате проведения перечисленных выше исследований было получено:
микротвердость поверхностных слоев материалов деталей, изготовленных в соответствии с предложенным способом, незначительно выше, чем микротвердость поверхностных слоев исходных материалов. Микротвердость средних по толщине слоев при этом полностью соответствует микротвердости исходного материала;
микротвердость поверхностных слоев материалов деталей, изготовленных при использовании нагрева свыше температур сверхпластического состояния так же, как и времени нагрева, превышающем 300 с, значительно выше, чем микротвердость исходного материала. При этом, микротвердость средних по толщине слоев существенно уменьшается. Это может свидетельствовать о повышении хрупкости поверхностных слоев исследованных материалов;
макроанализ места отпечатка индентора твердомера свидетельствует о значительном повышении количества хрупких трещин около отпечатка у материалов деталей, изготовленных при применении нагрева до температур свыше температур сверхпластического состояния и при времени нагрева свыше 350 с. Таким образом, хрупкость поверхностных слоев материалов деталей выдерживаемых в высокотемпературном состоянии более 350 с и нагреваемых до температур свыше температур сверхпластического состояния существенно возрастает;
количество микротрещин у материалов деталей, изготовленных в соответствии с предложенным способом практически не отличается от количества микротрещин исходного материала;
микроструктурные исследования не выявили заметных изменений в структуре материалов деталей в результате их деформирования предложенным способом. Их микроструктура соответствовала микроструктуре исходных материалов;
химический состав поверхностных слоев деталей из сплава ВТ20, изготовленных в соответствии с предложенным способом находится в пределах ОСТ-90013-81.
Окончательно, перечисленные выше результаты исследований свидетельствуют, что выполнение штамповки титановых сплавов предложенным способом практически не влечет за собой изменение микроструктуры поверхностных слоев материалов, их хрупкости, микротвердости и химического состава. Применение же большего времени и более высоких температур (свыше температур сверхпластического состояния) приводит к заметному ухудшению перечисленных выше характеристик.
Исследования примесей газов в поверхностных слоях проводились по следующим методикам.
Кислород анализировался с применением метода импульсного нагрева испытуемого образца в токе инертного газа до температуры 3000оС в графитовом тигле с последующей регистрацией кислорода на хроматографе ЛХМ-8МД.
Водород определялся спектральным методом с применением низковольтного импульсного разряда методом 3-х эталонов на спектрографе ИСП-51 в соответствии с ОСТ 90034-81.
Азот определялся титрометрическим методом, основанном на растворении сплава в серной кислоте. Определение велось в соответствии с ГОСТ 9856-1-79.
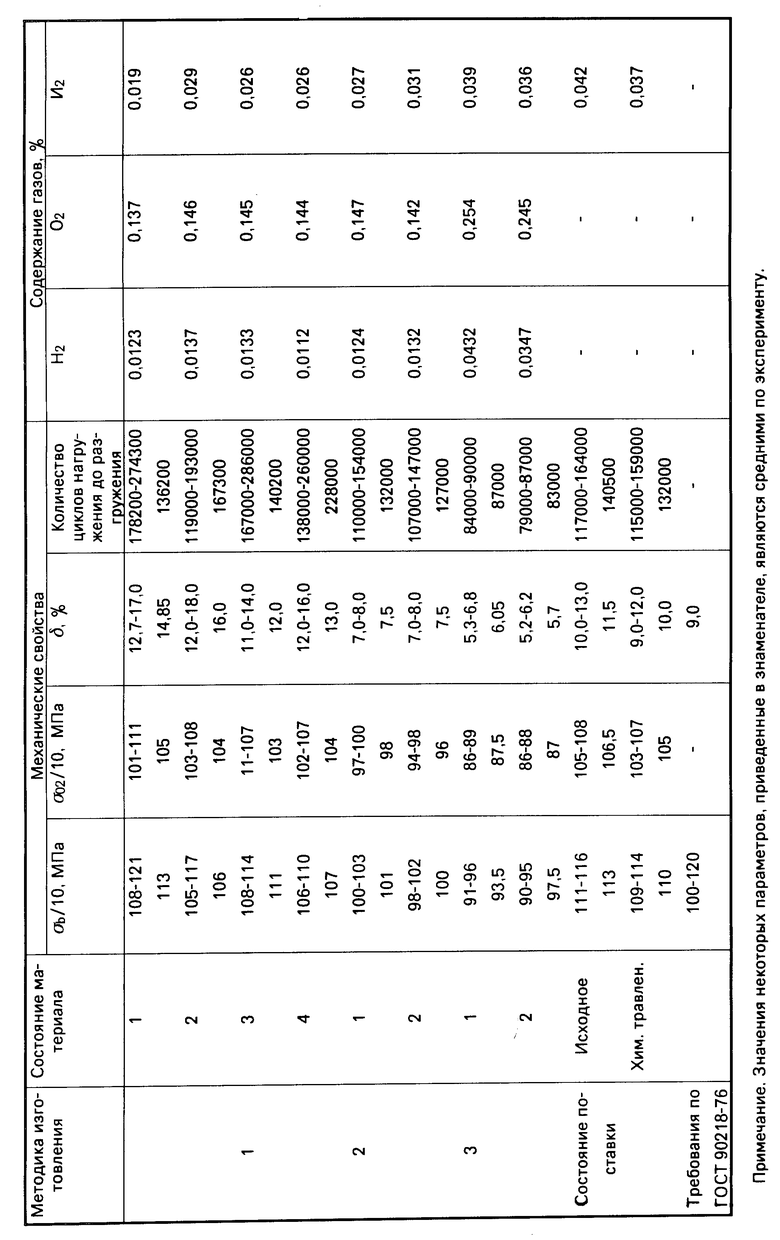
Также были проведены исследования механических свойств сплавов ВТ20 и ОТ4 после штамповки. Исследования включали в себя:
испытания на растяжение, в процессе которых определялись величины предела прочности и относительного удлинения,
изгиб образцов, в процессе которого определялась величина предельного угла гиба. Исследования выполнялись в соответствии с ГОСТ 1497-73 и ГОСТ 14019-68. Эксперименты проводились на универсальной испытательной машине ZD 10/10, FRITZ HECKERT".
Были проведены и повторно-статические испытания, выполнявшиеся в соответствии с ГОСТ 25502-79 тип Ш. Эксперименты проводились на испытательной машине фирмы "LOSENHASEN".
При этом моделировался асимметричный цикл нагружения с параметрами цикла: σmax=0,75σт, σmin=0,4 σт, σср=0,575 σт.
Основные результаты описанных выше исследований для сплава ВТ20 приведены в таблице.
Описанные выше экспериментальные исследования выполнялись на материалах деталей, полученных по приведенным выше методикам:
без удаления окисной пленки после штамповки (цифра 1 в столбце "Состояние материала");
с удалением окисной пленки травлением на 2-3 мкм (цифра 2 в столбце "Состояние материала);
без удаления окисной пленки после штамповки и отжига (цифра 3 в столбце "Состояние материала");
с удалением окисной пленки травлением на 2-3 мкм после штамповки отжига в вакууме (цифра 4 в столбце "Состояние материала").
Кроме того, в таблице приняты дополнительно следующие обозначения:
цифра 1 в столбце "Методика изготовления" - детали изготавливались в соответствии с предложенным способом;
цифра 2 в столбце "Методика изготовления" - детали изготавливались при применении нагрева до температур ниже температур сверхпластического состояния сплава ВТ20;
цифра 3 в столбце "Методика изготовления" - детали изготавливались при температурах нагрева выше температур сверхпластического состояния сплава ВТ20, и при времени нагрева, превышающем 300 с. Такое объединение результатов экспериментальных исследований стало возможным ввиду незначительности их отличий для обоих из методик изготовления деталей.
Результаты исследований влияния способов изготовления деталей из титанового сплава ВТ20 на величину угла изгиба заключаются в следующем:
для материалов деталей, изготовленных в соответствии с предложенным способом, угол изгиба составлял 40-50о - для деталей без удаления окисной пленки, 43-52о - для деталей с удалением окисной пленки травлением, 40-46о - для деталей с окисной пленкой после штамповки и отжига, 45-48o - для деталей с удалением окисной пленки травлением после штамповки и отжига;
для материалов деталей, изготовленных при температурах нагрева ниже температур сверхпластического состояния, угол изгиба составлял 39-43o - для деталей без удаления окисной пленки, 38-43о - для деталей с удаленной окисной пленкой травлением;
для материалов деталей, изготовленных при температурах нагрева выше температур сверхпластического состояния сплава ВТ20, и при времени нагрева, превышающем 300 с, угол изгиба составлял 27-32оС - для деталей без удаления окисной пленки, 28-34о - для деталей с удалением окисной пленки травлением;
величина предельного угла изгиба титанового сплава в состоянии поставки составляет 30о.
Анализируя результаты экспериментальных исследований, приведенные в таблице и описанные выше по влиянию способов штамповки, на угол изгиба титанового сплава ВТ20 можно сделать следующие выводы:
применение описанного способа штамповки не приводит к ухудшению механических характеристик титанового сплава ВТ20. Наблюдается даже некоторое повышение пластичности и прочности материала и величины предельного угла гиба. Имеет место и некоторое повышение количества циклов нагружения до разрушения образцов из материала ВТ20. Величина газонасыщения поверхностных слоев при этом незначительна;
применение в процессе изготовления деталей из титанового сплава ВТ20 нагрева до температур ниже температур сверхпластического состояния приводит не только к уменьшению предельных возможностей процесса и точности изготавливаемых деталей, но и к снижению прочностных свойств, пластичности материала, так и величины предельного угла гиба по отношению к материалу деталей изготовленных предложенным способом. Это снижение может достигать уровней ниже уровней соответственных параметров исходного материала; применение в процессе изготовления деталей из титанового сплава ВТ20 нагрева выше температур сверхпластического состояния и времени нагрева свыше 250 с приводит к резкому и значительному уменьшению как прочностных, так и пластических свойств материала. Величина газонасыщения поверхностных слоев также весьма значительна.
Применение описанного способа позволяет увеличить производительность труда, превысить предельные возможности технологических процессов листовой штамповки, повысить точность изготавливаемых деталей и улучшить их эксплуатационные характеристики. Описанный способ обеспечивает снижение производственных затрат, так как позволяет изготавливать детали за один переход вместо двух и большего числа переходов с промежуточными термообработками при изготовлении их традиционными способами.
Изобретение применимо в авиакосмической промышленности и смежных с ними отраслях машиностроения, достаточно хорошо обеспеченных стандартным электротехническим оборудованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЯ ДВИЖЕНИЯ ЖИДКОГО МЕТАЛЛА В СВАРОЧНОЙ ВАННЕ | 1990 |
|
RU2093330C1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2020187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ РАБОЧИХ ДЕТАЛЕЙ ВЫРУБНОГО ШТАМПА | 1992 |
|
RU2021061C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1992 |
|
RU2021053C1 |
| Способ штамповки деталей из листовых заготовок на гидропрессах | 1991 |
|
SU1831398A3 |
| Способ спекания заготовок из металлического порошка | 1989 |
|
SU1784006A3 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2057608C1 |
| Заготовка для листовой штамповки | 1991 |
|
SU1787057A3 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
Использование: в аэрокосмической промышленности и смежных с ней отраслях машиностроения. Сущность изобретения: заготовки нагревают до температуры сверхпластичности, выдерживают при заданной температуре, пластически деформируют и охлаждают. Время нагрева и выдержки не превышает 300 с. 1 табл.
СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ, включающий осуществляемые в фиксированные промежутки времени, нагрев до состояния сверхпластичности, выдержку при заданной температуре, пластическое деформирование и охлаждение, отличающийся тем, что время нагрева и выдержки не превышает 300 с.
| О.М.Смирнов "Обработка металлов давлением в состоянии сверхпластичности" | |||
| М., Машиностроение, 1979 г., стр.114. |

