Изобретение относится к области сварки и может быть использовано при исследовании процессов перемешивания жидкого металла в сварочной ванне большого или небольшого объема.
Известен способ выявления формы проплавления сварного шва в поперечном сечении, при котором образец изготавливают в виде пакета листов (а. с. СССР 638441, B 23 K 28/00, 1978 г.).
Недостатком известного способа является отсутствие информации о движении жидкого металла в сварочной ванне.
Известен также способ определения объема жидкого металла сварочной ванны, при котором сварку составного образца осуществляют поперек стыка пластин за его границу на длину не менее длины сварочной ванны, после чего образец разделяют на две части по линии стыка и взвешивают (а. с. СССР 1164018, B 23 K 9/16, 1985 г.).
Недостатком известного способа являются его ограниченные возможности по выявлению характера движения жидкого металла в сварочной ванне.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ определения направления движения жидкого металла в сварочной ванне, при котором в образце высверливают глухое отверстие нормально к его поверхности со стороны корня шва, размещают в нем порошок вольфрама и заглушают отверстие пробкой, а после сварки производят многократное удаление со шва слоев металла и рентгеновское просвечивание (а. с. СССР 1323285, B 23 K 9/16, 1987 г.).
Существенным недостатком известного способа является снижение точности определения мелких частиц вольфрама при увеличении глубины провара до 30oC-60 мм, так как при рентгеновском просвечивании таких толщин мелкие вольфрамовые включения не выявляются. Кроме того, изобретением не предусмотрено расположение индикаторного вещества (вольфрама) непосредственно на нижней и верхней поверхностях образца, что является весьма существенным для исследования процессов сварки, предусматривающих размещение присадочного металла до сварки в собранном стыке. Нельзя также однозначно решить вопрос о возможности применения вольфрамового порошка для индикации направления движения жидкого металла в случае повышенных объемов сварочной ванны или при многослойной сварке, особенно на легких металлах (например, алюминии), так как за счет увеличенного времени существования сварочной ванны частицы вольфрама под действием сил гравитации будут отклоняться от траектории движения струи жидкого металла.
Целью изобретения является повышение точности определения направления движения жидкого металла в различных участках сварочной ванны, в том числе при больших ее объемах и при многослойной сварке и наплавке.
Поставленная цель достигается тем, что в способе определения направления движения жидкого металла в сварочной ванне при котором в сварной шов вводят какой-либо индикаторный металл, последний размещают в поперечном или продольном стыке образца и после сварки определяют его наличие и концентрацию в заданной точке или объеме сварного шва. Индикаторный металл может располагаться по всему сечению или в отдельной его области.
Для повышения точности определения индикаторного металла, например, при многослойной сварке или наплавке, индикаторный металл должен иметь температуру плавления близкую к температуре плавления исследуемого металла и полностью переплавляться в области сварного шва, оставаясь в нерасплавленном состоянии в околошовной зоне. Близкие значения температур плавления позволяют увеличивать толщину вставок из индикаторного металла, облегчая тем самым последующий анализ.
При выявлении индикаторного металла (например, спектральным анализом) точность определения увеличивается, если индикаторный металл не входит в систему легирования исследуемого сплава.
Для ускорения процесса исследований и увеличения наименований металлов, пригодных к использованию в виде индикаторных, в качестве последних следует применять радиоактивные изотопы. В этом случае определение процессов перемешивания жидкого металла в сварочной ванне можно осуществлять наложением плоскости исследуемого сечения сварного шва на фотопленку и по ее затемнению судить о наличии индикаторного металла, т.е. радиоактивного изотопа.
В случае многослойной сварки или наплавки индикаторный металл, переходя из одного слоя в другой, дает возможность определить, какая доля основного металла участвует в формировании каждого слоя и интенсивность перемешивания жидкого металла в каждом слое.
Существенным отличием изобретения является расположение индикаторного металла в поперечном или продольном стыке образца по всей плоскости стыка или в отдельной его части; выбор индикаторного металла, который не входит в систему легирования исследуемого сплава и имеет температуру плавления, близкую к температуре плавления основного металла; возможность использования в качестве индикаторного металла радиоактивных изотопов.
Сравнение заявляемого технического решения с прототипом позволило установить соответствие его критерию "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
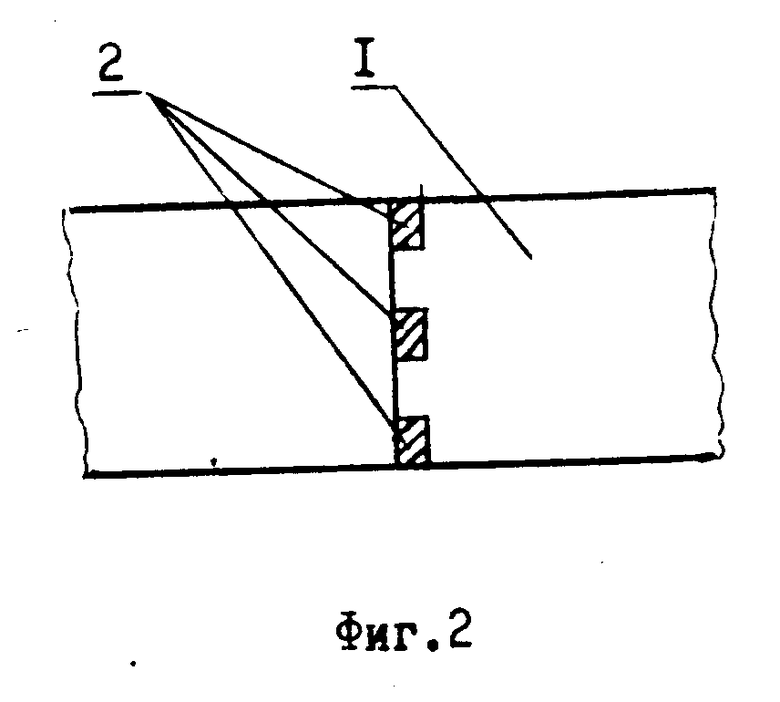
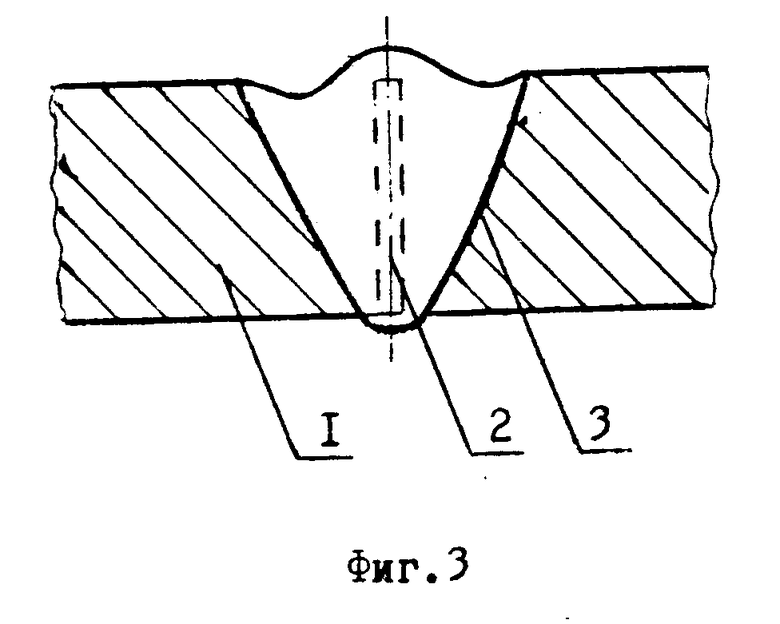
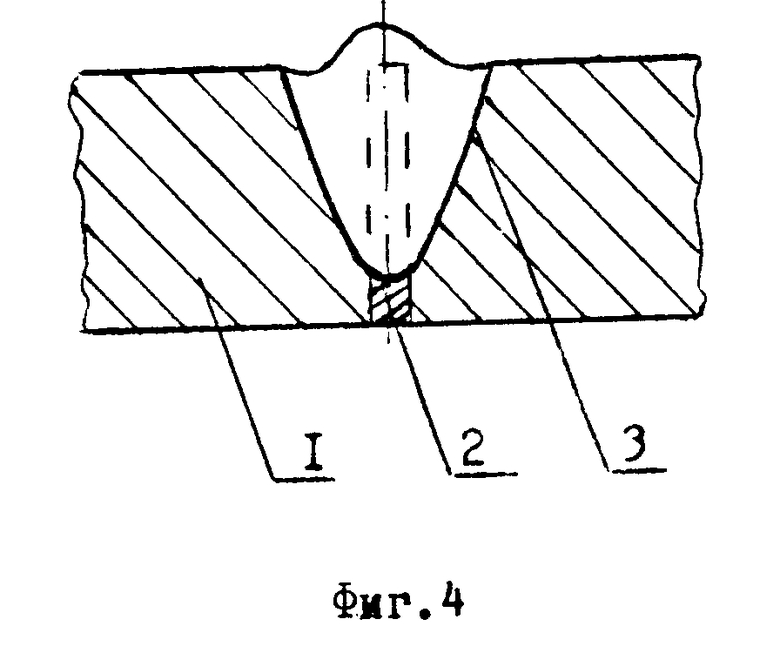
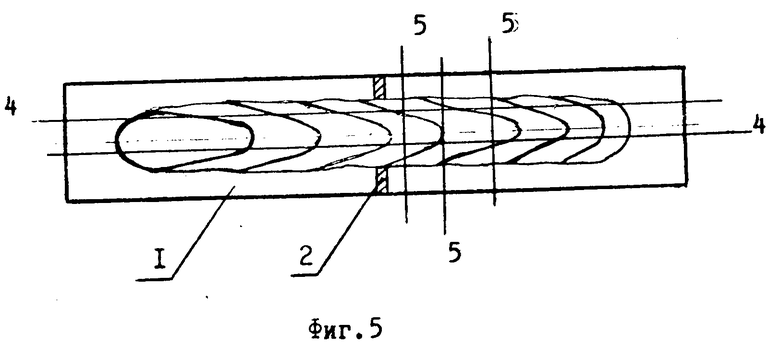
Сущность изобретения поясняется чертежами, где на фиг. 1 и 2 показано возможное расположение индикаторного металла в стыке, на фиг. 3 и 4 - поперечное сечение сварного соединения, на фиг. 5 -схема разрезки сварного образца либо последовательное снятие слоев для определения индикаторного металла.
Способ осуществляют следующим образом.
Встык между двумя частями образца 1 размещают индикаторный металл 2. Индикаторный металл может занимать всю плоскость стыка (фиг. 1), либо его помещают в одной из точек стыка (фиг. 2) на оси сварного шва и/или с заданным смещением в зависимости от конкретной цели эксперимента.
Собранный образец заваривают на выбранном режиме. Во время сварки возможен полный переплав индикаторного металла2, положение которого до сварки показано пунктиром (фиг. 3), или его частичное расплавление (фиг. 4). В последнем случае линия сплавления 3 на поперечном сечении будет иметь равномерный характер без отклонений в месте выхода нерасплавленного индикаторного металла 2 вследствие близких значений температуры последнего и материала исследуемого образца 1. Для определения индикаторного металла в сварном шве используют любой из известных методов анализа: химический, спектральный и т. д. Для этого сварной образец разрезают вдоль сварного шва по плоскостям 4, поперек по плоскостям 5 (фиг. 5) или в других направлениях. Можно использовать последовательное снятие слоев с промежуточным анализом, как в известном способе.
Выявление индикаторного металла значительно упрощается, если в его качестве использован радиоактивный изотоп. В этом случае для его определения исследуемую плоскость сварного шва накладывают на фотопленку и в этом состоянии выдерживают определенное время. Затем фотопленку проявляют; о наличии и концентрации индикаторного металла судят по затемнению фотопленки. Пример. Для определения равномерности перемешивания жидкого металла и размеров сварочной ванны, образующейся на титановом сплаве ВТ20 при сварке в среде гелия вольфрамовым электродом на токе 1600А (образец толщиной 44 мм, проплавление сквозное) в поперечный стык образца в качестве индикаторного металла размещали пластину из армко-железа толщиной 0,5 мм, форма пластины соответствовала плоскости стыка. Собранный образец заваривали за один проход. Так как индикаторный металл (армко-железо) был размещен симметрично относительно сварного шва, для дальнейшего анализа сварной образец разрезали по оси сварного шва, а образовавшуюся половину образца разрезали на поперечные темплеты. Определение железа в сварном шве производили с помощью спектрального анализа.
Проведенный анализ показал, что максимальная длина сварочной ванны составила 90 мм. Перемешивание металла в сварочной ванне равномерное по ее глубине и ширине; исключение составляют области длиной до 30 мм в головной и хвостовой части ванны, где концентрация железа постепенно падает до 50% от среднего его содержания в объеме шва. Найдено также, что на границе сплавления концентрации железа падает в два раза по сравнению с его содержанием в объеме ванны независимо от места расположения анализируемой точки на линии сплавления.
Предлагаемое изобретение по сравнению с прототипом позволяет более полно и точно исследовать процессы, происходящие в сварочной ванне при формировании сварного шва, независимо от объема сварочной ванны, глубины проплавления и количества проходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки погруженным электродом деталей по щелевому зазору | 1991 |
|
SU1838061A3 |
| Способ сварки вольфрамовым электродом | 1991 |
|
SU1825689A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2021058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ РАБОЧИХ ДЕТАЛЕЙ ВЫРУБНОГО ШТАМПА | 1992 |
|
RU2021061C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ПОВЕРХНОСТЯМИ ИЗДЕЛИЯ | 1992 |
|
RU2049305C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1992 |
|
RU2021053C1 |
| Способ спекания заготовок из металлического порошка | 1989 |
|
SU1784006A3 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
Использование: при исследовании процессов перемешивания жидкого металла в сварочной ванне. Для этого в поперечный или продольный стык сварного образца размещают какой-либо индикаторный металл, который не входит в систему легирования исследуемого сплава и имеет температуру плавления, близкую к температуре плавления этого сплава. В качестве индикаторного металла можно использовать радиоактивные изотопы. Образец заваривают, разрезают на темплеты и определяют концентрацию индикаторного металла в заданных точках сварного шва. 3 з. п. ф-лы, 5 ил.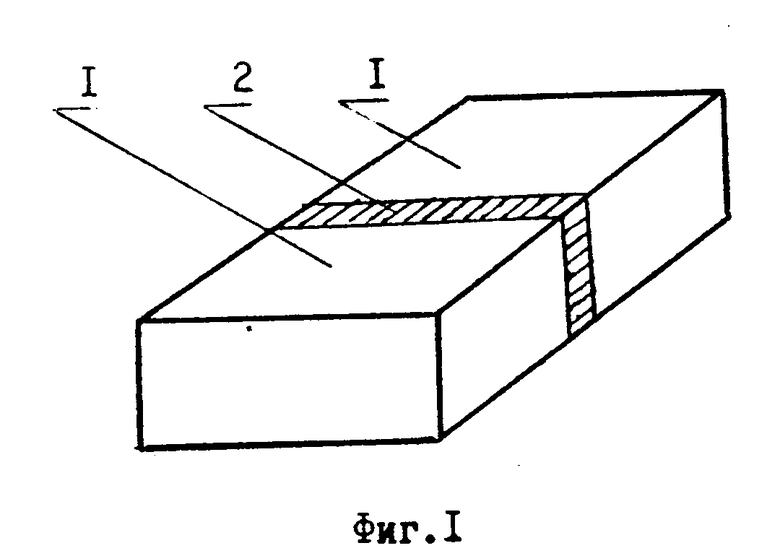
| Способ контроля качества сварных соединений | 1976 |
|
SU638441A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ определения объема жидкого металла сварочной ванны | 1982 |
|
SU1164018A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323285A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

