Изобретение относится к прокатному производству, а именно к комплектовке валков в клетях прокатных станов.
Известен многовалковый стан холодной прокатки, в клетях котоpого валки расположены с убывающей твердостью от последней клети к первой, т. е. в направлении, противоположном ходу прокатки (Трейгер Е. И. Приходько В. П. Повышение качества эксплуатационной стойкости валков листовых станов, М.: Металлургия, 1988, с. 175-183).
Недостатком этого стана является отсутствие какой-либо зависимости маршрута установки опорных валков в комплекте с рабочими, что вызывает неравномерный их износ. Отсутствие данных по износу опорных валков не дает возможности их перестановки с целью продления срока службы, что существенно сказывается на качестве проката.
Наиболее близким к предлагаемому изобретению является стан холодной прокатки, клети которого оснащены опорными валками с убывающей от последней к первой клети твердостью в комплекте с рабочими в зависимости также от их твердости. То есть, при убывающей твердости рабочих валков от последней к первой клети установлены с убывающей твердостью и опорные валки (Л. И, Боровик. Эксплуатация валков станов холодной прокатки. Издательство "Металлургия", 1968, с. 191).
Недостатком такой конструкции стана является то, что критерием установки опорных валков в клетях служит только твердость рабочих валков. Величина износа опорных валков не учитывается, а эти показатели в свою очередь зависят от чистоты и состояния поверхности валков. Известно, что на станах холодной прокатки применяются рабочие валки как со шлифованной, так и с насеченной поверхностью, а опорные валки только со шлифованной поверхностью. Поскольку коэффициент трения в контактирующих парах поверхностей "насеченная - шлифованная" значительно выше, чем в поверхностях "шлифованная - шлифованная, то в первом случае - износ шлифованного опорного валка в паре с насеченным рабочим при одинаковых условиях эксплуатации и механических характеристиках валка значительно превышает износ опорного валка в паре со шлифованным рабочим. Таким образом, состояние поверхности рабочего валка оказывает на опорный значительно большее влияние, чем его твердость.
В известной конструкции чаще всего комплектовка опорных валков по клетям производится так, что в контакте со шлифованными рабочими валками работают более твердые опорные валки, а в контакте с насеченными валками работают более мягкие опорные валки. В этом случае наблюдается интенсивный износ мягких валков, неблагоприятное распределение удельных давлений по длине бочки, что является причиной выкрошек и отслоений. Кроме того, обязательно имеет место большая неравномерность выработки особенно опорных валков по клетям, что является причиной ухудшения качества прокатанной полосы, снижения выхода годного.
Целью предлагаемого изобретения является повышение выхода годного проката за счет улучшения качества путем учета и уменьшения износа опорных валков.
Поставленная цель достигается тем, что комплект валков содержит опорные и рабочие валки, опорные валки с более высокой твердостью расположены по клетям в комплекте с рабочими, имеющими наибольшую шероховатость.
На стане были установлены опорные валки с начальной твердостью 75 ед. по Шору. По мере переточек валков твердость их снижается до 50 ед. Поэтому на стане всегда имеется парк опорных валков с твердостью 50-75 ед., а именно - для пятиклетевого стана это следующие пять интервалов твердости опорных валков: 50-55, 55-60, 60-65, 65-70, 70-75. В каждой из пяти клетей опорные валки располагают в зависимости от состояния шероховатости рабочих валков. При этом рабочие валки по клетям имеют следующие данные по шероховатости I и II клети - рабочие валки, насеченные с Rа 2-4 мкм, III, IV и V клети - шлифованные с Rа=0,63-1,25 мкм.
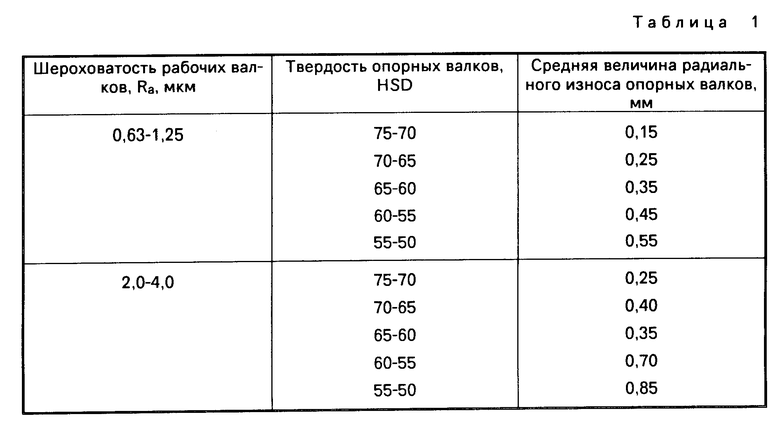
Первая серия опытов была проведена на этом стане (пяти клетевом 1200). В комплекте с рабочими валками устанавливали опорные. При этом сначала провели пять опытов с Rа рабочих валков 0,63-1,25 мкм и опорными с различной твердостью. Измеряли величины абсолютного износа опорных валков. Затем рабочие валки применяли R= 2,0 - 4,0 мкм, а опорные брали опять с той же твердостью. Результаты сведены в табл. 1. Другие условия эксплуатации опорных валков, такие как цикличность нагружения, количество прокатанного металла, сортамент, во всех случаях были одинаковы.
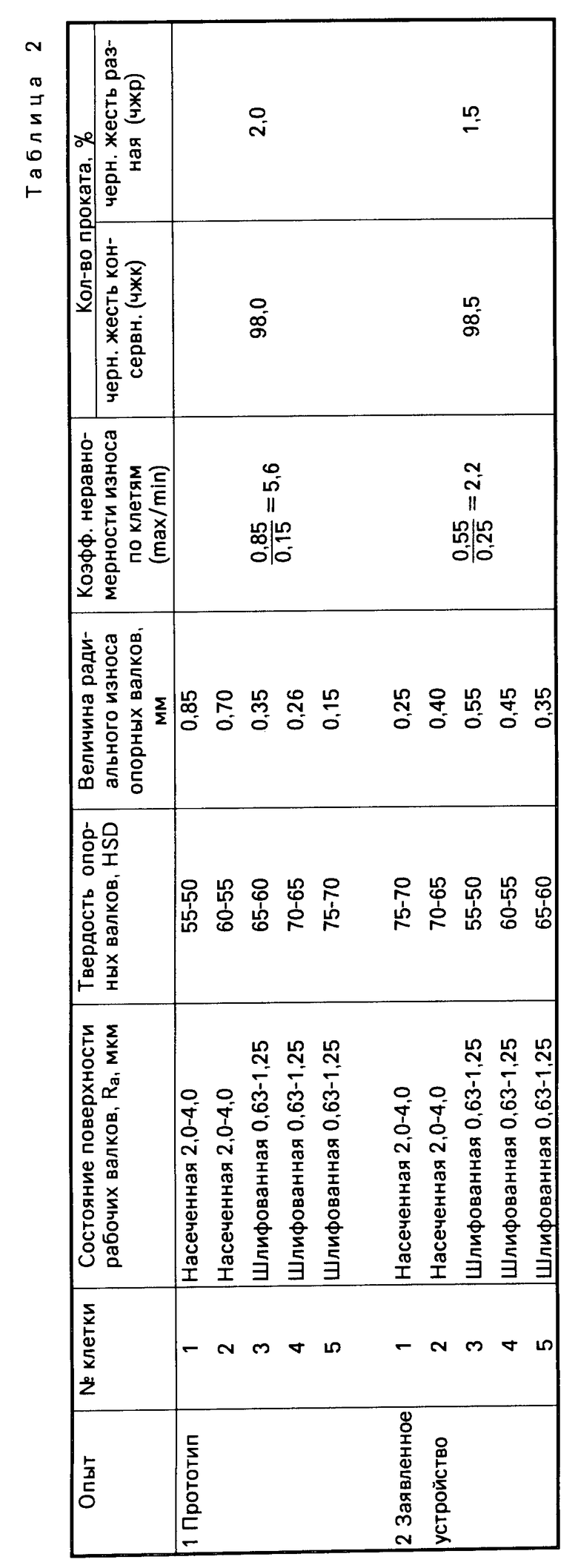
После экспериментов, результаты которых приведены в табл. 1, испытания были продолжены. При этом сопоставления велись с прототипом. Как и у прототипа, в заявляемом устройстве рабочие валки были по клетям установлены аналогично и с убывающей шероховатостью А опорные по твердости в заявляемом стане устанавливались в зависимости от величины их износа (табл. 1). Качество проката обозначали количеством (в %) черной жести, консервной жести разной.
Данные сведены в табл. 2.
Как видно из табл. 2, коэффициент износа неравномерности у прототипа 5, 6. Опорные валки работали 20 сут. Количество прокатанной жести распределилось следующим образом: черная жесть консервная (чжк) - 98%, черная жесть разная - (чжр) - 2%.
В предлагаемой компановке валков по клетям коэффициент износа составил 2,2, количество чжк - 98,5%, чжр - 1,5%. Опорные валки по клетям были установлены в зависимости от состояния поверхности рабочих валков.
Таким образом, за счет снижения неравномерности выработки опорных валков по клетям в 5,6/2,2=2,5 раза количество полученной при прокатке жести консервной, т. е. лучшего качества, увеличилось на 0,5%.
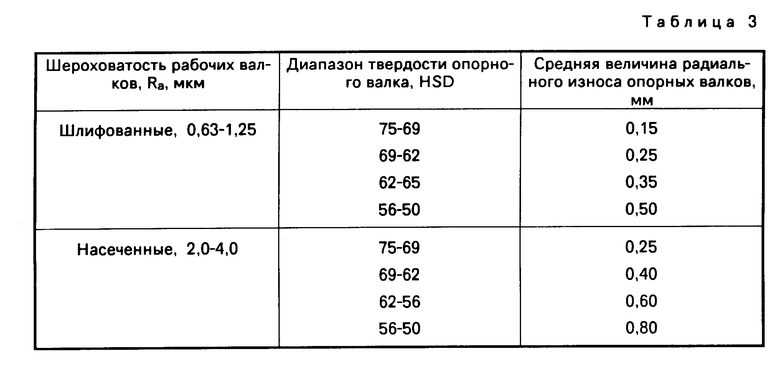
Аналогичные результаты были получены и на стане 2500 холодной прокатки (4 клети).
Табл. 3 и 4 аналогичны табл. 1 и 2.
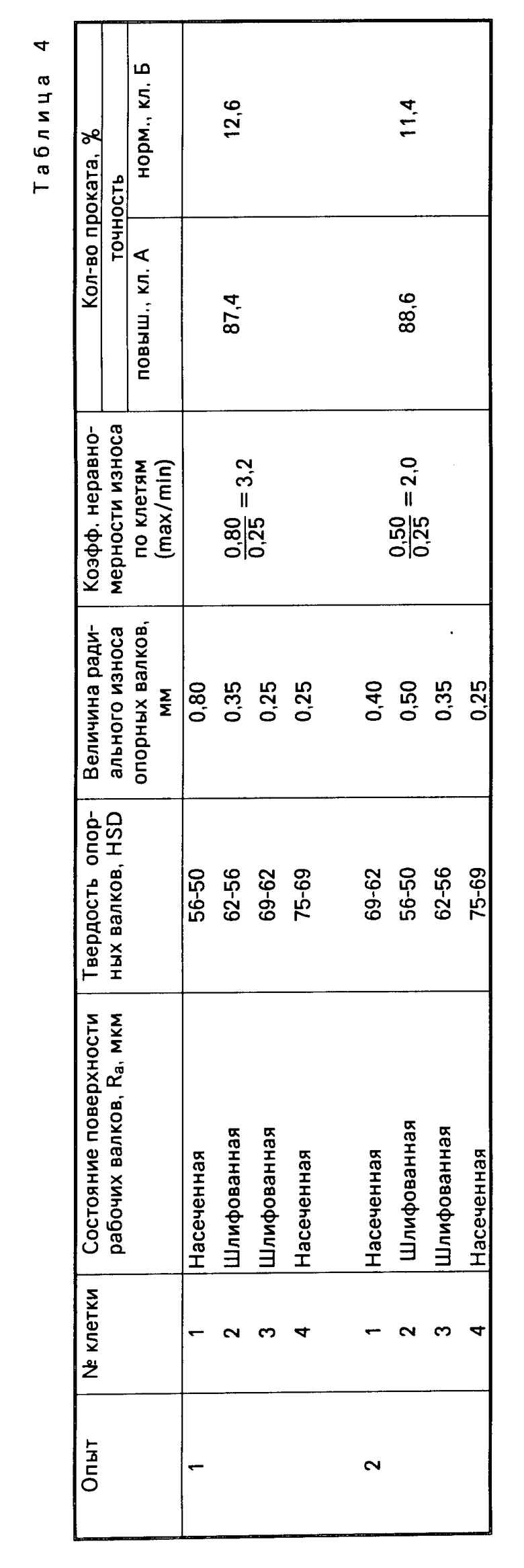
Аналогично стану 1200 в первом опыте комплектовка опорных валков проводилась по способу, описанному в прототипе, т. е. с убывающей твердостью от 4-ой к 1-ой клети без учета состояния поверхности рабочих валков. В этом случае разность износа опорных валков составляет 0,80-0,25=0,55 мм, коэффициент неравномерности износа 0,80/0,25=3,2. Количество проката автолиста повышенной точности кл. А составило 87,4%. Во втором опыте прокатка автолиста проводилась по предлагаемому способу комплектовки опорных валков по клетям в зависимости от состояния поверхности рабочих валков, в 4-ой и 1-ой клетях с насеченными рабочими валками работали валки наибольшей твердостью в диапазоне 75-62 ед., во 2-ой и 3-ей клетях со шлифованными валками работали опорные валки с минимальной твердостью 62-50 ед. В этом случае разность износа опорных валков составила 0,50-0,25=0,25 мм, коэфф. неравномерности износа 0,50/0,25= 2,0. Прокатано автолиста повышенной точности 88,6%. Следовательно, за счет снижения неравномерности выработки опорных валков по клетям в 3,2/2,0=1,6 раза увеличивается количество листа повышенного класса точности А на 1,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листа в станах трио Лаута | 1984 |
|
SU1253682A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Способ очистки поверхности полосы при холодной прокатке | 1991 |
|
SU1795920A3 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ДРЕССИРОВОЧНОЙ КЛЕТИ КВАРТО | 2002 |
|
RU2231406C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2007 |
|
RU2351420C1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| Способ получения холоднокатаных полос | 1985 |
|
SU1456257A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
Изобретение относится к прокатному производству, а именно к комплектовке валков в клетях прокатных станов. Цель изобретения - повышение выхода годного. Комплект валков стана холодной прокатки характеризуется тем, что в клетях, содержащих опорные валки с различной твердостью и рабочие с различной шероховатостью, опорные валки более твердые установлены с рабочими, имеющими наибольшую шероховатость. Такое устройство повышает точность прокатанного автолиста на 88% и снижает неравномерность выработки опорных валков по клетям до 1,6%. 4 табл.
КОМПЛЕКТ ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ, включающий пары опорных рабочих валков, устанавливаемые в клети, причем рабочие имеют убывающую по клетям от последней к первой твердость и заданную шероховатость, отличающийся тем, что опорные валки с более высоким значением твердости установлены в клетях в комплекте с рабочими валками, имеющими наибольшую величину шероховатости.
| Боровик Л.И | |||
| Эксплуатация валков станов холодной прокатки | |||
| М.: Металлургия, 1968, с.191. |
