Изобретение относится к металлообработке, в частности к обработке отверстий дорнованием.
Известно устройство для дорнирования отверстий в деталях типа колец прошивкой двухстороннего действия, содержащее два соосно расположенных гидроцилиндра, в которых перемещаются поршень, выполненный в виде составного плунжера, снабженного центральным калиброванным отверстием для прошивки и упорными скалками, которые жестко закреплены в крышках цилиндров, причем плоскость разъема плунжера совпадает с плоскостью загрузки заготовок.
Известно устройство для дорнования отверстий в деталях типа втулок и колец, содержащее основание с установленными на нем опорами для направления прошивки двустороннего действия и установки заготовок, соосно расположенные и жестко закрепленные на основании гидроцилиндры со штоками (толкателями) для перемещения прошивки и механизма подачи заготовок в зону обработки.
Вследствие того, что базирование заготовок в известных устройствах осуществляется по наружной поверхности, возникает несоосность прошивки и обрабатываемого отверстия, которая особенно значительна при больших допусках на наружные размеры и сложном наружном контуре заготовок. Несоосность прошивки и обрабатываемого отверстия, а также их взаимные перекосы появляются и из-за причин случайного характера (попадания в рабочую зону устройств загрязнений, стружки и т.п.). При дорнировании отверстий, особенно, малых диаметров (менее 3 мм), возникающие погрешности установки заготовок приводят к изгибу и поломкам прошивок, а также обуславливают снижение точности обработки.
Известно устройство для дорнования деталей, содержащее смонтированные в корпусе два соосно установленных толкателя с приводом, между которыми размещена прошивка двустороннего действия и установленный в корпусе рычаг, взаимодействующий одним концом с одним из толкателей, а другим - с двумя последовательно установленными в корпусе пружинами, которые служат соответственно для базирования заготовки (по отверстию) и для выталкивания прошивки из нее, а привод толкателя непосредственно связан с другим толкателем, при этом толкатели установлены с возможностью взаимного осевого перемещения.
Так как в известном устройстве загрузка заготовки в зону обработки производится путем ее вталкивания между закругленными концами прошивки и базирующего толкателя, то оно позволяет обрабатывать только такие заготовки, у которых отношение высоты к диаметру отверстия меньше 1. Другим недостатком известного устройства является наличие возвратного хода прошивки через уже обработанное отверстие заготовки, который сопровождается дополнительным износом прошивки.
Положительный результат, на достижение которого направлено изобретение - расширение технологических возможностей устройства и повышение его надежности в эксплуатации за счет обеспечения высокой точности базирования заготовки с произвольным соотношением размеров и исключения возвратного хода прошивки.
Указанный результат достигается тем, что устройство, содержащее смонтированные в корпусе два соосно установленные с возможностью взаимного осевого перемещения толкателя с приводом, между которыми размещена прошивка двустороннего действия, имеет привод толкателей, выполненный в виде сдвоенных пневмоцилиндров, содержащих силовой и базирующий штоки, причем силовой шток проходит внутри базирующего штока, имеющего вид стакана с центральным отверстием, на дне, через которое свободно проходит стержень толкателя, а его головка свободно размещена в полости стакана между его дном и торцом силового штока, содержащего центральное глухое отверстие, в котором расположена пружина с подвижным промежуточным штоком, опирающимся на головку толкателя.
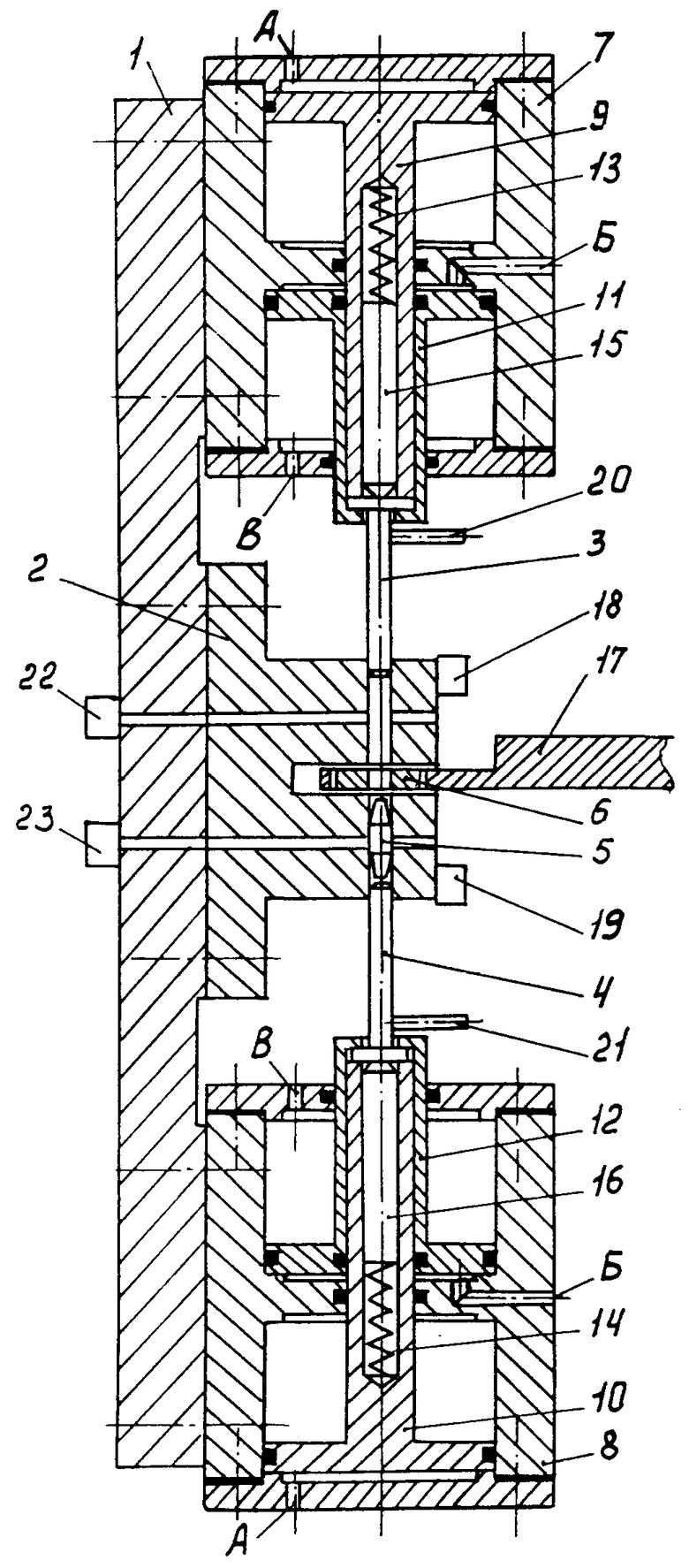
На чертеже показано предлагаемое устройство, общий вид.
Устройство состоит из основания 1 с жестко закрепленным на нем корпусом 2, в вертикальном калиброванном отверстии которого размещены толкатели 3, 4, служащие для перемещения прошивки двустороннего действия 5 и базирования заготовки 6. Для удержания прошивки в крайних положениях в корпусе 2 предусмотрены шариковые фиксаторы (на чертеже не показаны). Привод толкателей выполнен в виде соосно расположенных с ними и жестко закрепленных на основании 1 сдвоенных пневмоцилиндров 7, 8, которые содержат силовые штоки 9, 10, проходящие внутри базирующих штоков 11, 12. Последние имеют вид стаканов с центральными отверстиями на дне, через которые свободно проходят стержни толкателей 3, 4, а их головки свободно размещены в полости стаканов между их дном и торцами силовых штоков 9, 10. В этих штоках выполнены центральные глухие отверстия, в которых расположены тарированные пружины 13,14 и подвижные промежуточные штоки 15, 16, опирающиеся на головки толкателей 3, 4. Причем развиваемое пружинами 13, 14 усилие примерно на порядок меньше усилия дорнования. Для загрузки заготовок 6 в зону обработки служит дисковый питатель 17. Для контроля положения и ограничения хода толкателей 3, 4 предусмотрены установленные на корпусе 2 конечные бесконтактные выключатели 18, 19, взаимодействующие с рычагами 20, 21, которые жестко закреплены на указанных толкателях. Для определения расположения прошивки 5 в корпусе 2 устройство содержит фотоэлектрические датчики 22, 23. Управление работой устройства по сигналам, поступающим от конечных выключателей 18, 19 и датчиков 22, 23, осуществляется программируемым микроконтроллером через систему электрических пневмораспределителей (микроконтроллер и пневмораспределители на чертеже не показаны).
Устройство работает следующим образом.
Заготовка 6 с помощью дискового питателя 17 подается в зону обработки. Датчик 23 вырабатывает сигнал о том, что прошивка находится в крайнем нижнем положении. Сжатый воздух подается в отверстие Б верхнего пневмоцилиндра 7. При этом его базирующий шток 11 перемещается вниз. Вместе с ним под действием тарированной пружины 13 перемещаются промежуточный шток 15 и верхний толкатель 3, который входит в отверстие заготовки 6 и таким образом осуществляет ее базирование. При этом, взаимодействуя с рычагом 20, срабатывает конечный выключатель 18 и по его сигналу отверстие Б верхнего пневмоцилиндра 7 соединяется с атмосферой, а сжатый воздух подается в отверстие А нижнего пневмоцилиндра 8. Его силовой шток 10 вместе с базирующим штоком 12 и нижним толкателем 4 перемещается вверх. Толкатель 4 проталкивает через отверстие заготовки 6 прошивку 5, которая, в свою очередь, выталкивает из отверстия заготовки верхний толкатель 3. Последний при этом перемещается вверх за счет сжатия пружины 13.
Когда нижний толкатель 4 протолкнет прошивку 5 через отверстие заготовки 6 (закончится его обработка), срабатывает, взаимодействуя с рычагом 21, конечный выключатель 19. По его сигналу сжатый воздух подается в отверстие В верхнего пневмоцилиндра 7 и его базирующий шток 11 вместе с толкателем 3 возвращаются в исходное положение. Одновременно отверстие А нижнего пневмоцилиндра 8 соединяется с атмосферой и сжатый воздух подается в отверстие В этого пневмоцилиндра. Базирующий шток 12 нижнего пневмоцилиндра 8, перемещаясь вниз, отводит в исходное положение нижний толкатель 4 и силовой шток 10 этого пневмоцилиндра. Далее циклы работы устройства повторяются. Если толкатель 3 (в начале цикла работы устройства) не войдет в отверстие заготовки 6, например, из-за ее перекоса в зоне обработки или недопустимо малого диаметра отверстия, то конечный выключатель 18 не сработает, а программируемый контроллер через некоторое время выработает сигнал, по которому базирующий шток 1 верхнего пневмоцилиндра 7 вместе с толкателем 3 возвратится в исходное положение, а дисковый питатель 17 выгрузит заготовку 6 из зоны обработки и подаст в нее следующую, подлежащую обработке заготовку.
Таким образом, в предлагаемом устройстве толкатели поочередно выполняют две функции - осуществляют базирование заготовок по отверстию и рабочее перемещение прошивки. Это позволяет обеспечить надежное базирование заготовок в любом отношении высоты к диаметру отверстия и устранить возвратный ход прошивки через обработанное отверстие заготовки. Кроме этого, если диаметр стержня толкателей выполнить равным диаметру проходного калибра для отверстий заготовок перед дорнованием, то предлагаемое устройство позволит отбраковывать заготовки с недопустимо малым диаметром отверстия и тем самым даст возможность предохранить прошивку от перегрузки.
На основе предлагаемого устройства создан специальный автомат для дорнирования отверстия диаметром 1,17+0,014 мм в якоре реле. Высота детали 5 мм, диаметр отверстия до дорнования 1,1+0,06 мм. Для дорнования использовали прошивки диаметром 1,18+0,002 мм из твердого сплава АК8. Испытания автомата, выполненные при обработке 5000 деталей, свидетельствуют о его высокой надежности. Диаметры отверстий всех обработанных деталей находились в пределах указанного поля допуска. Производительности автомата 1200 деталей/час.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| СПОСОБ ДОРНОВАНИЯ СО СЖАТИЕМ | 2007 |
|
RU2343046C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2007 |
|
RU2356706C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1996 |
|
RU2101160C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127654C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2001 |
|
RU2198073C2 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127655C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2405668C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2000 |
|
RU2184014C2 |
Использование: в различных отраслях машиностроения и приборостроения при обработке точных отверстий. Сущность изобретения: устройство содержит смонтированные в корпусе два соосно установленные с возможностью взаимного осевого перемещения толкателя с приводом, между которыми размещена прошивка двустороннего действия. Привод толкателей выполнен в виде сдвоенных пневмоцилиндров, что позволяет толкателям поочередно выполнять функции базирования заготовок и рабочего перемещения прошивки. Каждый цилиндр содержит телескопически установленные силовой, базирующий и промежуточный штоки. Силовой шток размещен внутри базирущего штока, выполненного в виде стакана с осевым отерстием в дне под стержневую часть штока. Головка толкателя свободно установлена в полости стакана, ограниченной его дном и торцевой поверхностью силового штока. Силовой шток выполнен с осевым глухим отверстием, в котором размещен промежуточный шток. 1 ил.
УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ, содержащее смонтированные в корпусе два соосно установленных с возможностью согласованного возвратно-поступательного перемещения толкателя с приводами их перемещения, между которыми размещен дорн двустороннего действия, отличающееся тем, что привод перемещения толкателей выполнен в виде соосных с ними сдвоенных пневмоцилиндров, содержащих телескопически установленные силовой, базирующий и промежуточный штоки, причем силовой шток размещен в базирующем штоке, выполненном в виде стакана с осевым отверстием в дне под стержневую часть толкателя, головка которого свободно установлена в полости стакана, ограниченной его дном и торцевой поверхностью силового штока, выполненного с осевым глухим отверстием, в котором размещен подпружиненный в осевом направлении промежуточный шток, установленный с возможностью взаимодействия с головкой толкателя.
| Устройство для дорнирования деталей | 1975 |
|
SU513840A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
