Изобретение относится к металлообработке, в частности к обработке отверстий в заготовках типа втулок дорнованием.
Известен способ базирования заготовки при дорновании с ее растяжением (Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: Машиностроение, 1985, с.397), при котором осуществляют базирование по торцу бурта, расположенного у конца заготовки, и ее наружной поверхности на опоре в виде плиты с отверстием.
Известен способ базирования заготовки при дорновании с ее растяжением (Розенберг А.М., Розенберг О.А., Посвятенко Э.К. и др. Расчет и проектирование твердосплавных деформирующих протяжек и процесса протягивания. К.: Наукова думка, 1978, с.9), при котором осуществляется базирование по торцу кольцевой выточки, расположенной у конца заготовки, и ее наружной поверхности на опоре, содержащей упругие раздвижные лепестки.
Недостатком известного способа базирования при дорновании с растяжением является то, что часто возникает необходимость специального изготовления бурта или кольцевой выточки на заготовке, которые после дорнования отверстия приходится удалять. Все это вызывает увеличение затрат на изготовление детали.
Известен способ базирования заготовки при дорновании с ее сжатием (Розенберг А.М., Розенберг О.А., Сирота Д.А. Твердосплавные протяжки для обработки отверстий методом пластического деформирования. К.: УкрНИИНТИ, 1968, с.26), принятый в качестве прототипа, при котором производят базирование заготовки по наружной поверхности и опорному торцу на опоре, выполненной в виде охватывающего стакана.
Так как заготовка устанавливается в стакан с зазором по наружной поверхности, то после базирования обрабатываемое отверстие заготовки и дорн оказываются несоосными. В процессе последующего дорнования отверстия в заготовке большой высоты (h/R>3, где h и R - соответственно высота и радиус наружной поверхности заготовки) взаимодействие рабочего конуса первого зуба дорна с верхней кромкой отверстия приводит к опрокидыванию (перекосу) заготовки и ее заклиниванию между дорном и опорным торцом стакана. Это вызывает изгиб дорна и может привести к его поломке, а также снижает точность обработки отверстий.
Задача изобретения - повышение точности обработки и надежности инструмента при дорновании отверстий в заготовках большой высоты с их сжатием.
Поставленная задача достигается тем, что в способе базирования заготовки при дорновании с ее сжатием, при котором производят базирование заготовки по ее наружной поверхности и опорному торцу, вначале заготовку базируют по наружной поверхности и опорному торцу на опоре для дорнования, а затем - по отверстию и опорному торцу на этой же опоре путем введения в отверстие рабочего конуса подпружиненного в осевом направлении дорна и последующего совмещения опорного торца заготовки с опорной плоскостью опоры, которое контролируют с помощью закрепленного на опоре измерительного прибора, контактирующего с опорным торцом. При этом силу воздействия подпружиненного дорна на заготовку определяют исходя из условия отсутствия перекоса с учетом силы воздействия измерительного прибора на заготовку, наружного радиуса заготовки и радиуса, на котором с ней контактирует измерительный прибор и веса заготовки.
Устройство для базирования заготовки по предлагаемому способу показано на фиг.1. На фиг.2 приведена схема для определения силы воздействия подпружиненного дорна на заготовку.
Устройство для базирования заготовки состоит из дорна 1 и опоры для дорнования 2 с выточкой, в которую устанавливается обрабатываемая заготовка 3. Дорн 1 закреплен в выполненном в нижней части втулки 4 отверстии А винтом 5. В верхней части втулки 4 соосно с отверстием А выполнено отверстие Б, которым эта втулка устанавливается с возможностью осевого перемещения на шток 6 привода дорна 1. Между нижним торцом штока 6 и дном отверстия Б размещена тарированная пружина 7. На верхнюю часть втулки 4 навернута накидная гайка 8, взаимодействующая с буртом В штока 6. Для исключения проворота втулки 4 относительно штока 6 в последнем выполнен шпоночный паз, с которым взаимодействует винт 9. Для перемещения втулки 4 служит рукоятка 10. К опоре 2 присоединен кронштейн 11, на котором на оси 12 смонтирована откидная планка 13. На этой планке винтом 14 закреплена измерительная головка 15. Измерительный наконечник Г головки 15 контактирует с правым плечом двуплечего рычага 16, размещенного в прорези опоры 2 на оси 17, которая запрессована в эту опору. Левым плечом рычаг 16 контактирует с опорным торцом заготовки 3. В отверстии, выполненном в кронштейне 11, установлен отводной палец 18 с конической головкой Д, которой он взаимодействует со скосом Е откидной планки 13. Для ограничения перемещения рычага 16 служит винт 79 с контргайкой 20.
Базирование заготовки осуществляется следующим образом.
Отводной палец 18 перемещается влево, его коническая головка Д воздействует на скос Е откидной планки 13, которая вместе с измерительной головкой 15 поднимается вверх. При этом измерительный наконечник Г этой головки отходит от рычага 16. Дорн 1 с втулкой 4 с помощью рукоятки 10 поднимается вверх (за счет сжатия пружины 7) на высоту, равную сумме высот рабочего конуса дорна 1 и выточки в опоре 2, и удерживается в этом положении, а заготовка 3 устанавливается в указанную выточку. Затем рукоятка 10 освобождается и дорн 1 с втулкой 4 под действием пружины 7 перемещаются вниз до упора рабочего конуса дорна 1 в верхнюю кромку отверстия заготовки 3. Последняя при этом, как правило, перекашивается и заклинивает между дорном 1 и опорой 2. Отводной палец 18 смещается вправо, откидная планка 13 вместе с измерительной головкой 15 под действием собственного веса опускаются вниз, а ее измерительный наконечник Г начинает взаимодействовать с правым плечом рычага 16, левое плечо которого начинает контактировать с опорным торцом заготовки 3. Далее путем покачивания заготовки 3 относительно дорна 1 и ее вращения вокруг него обеспечивается совмещение опорного торца заготовки 3 с опорной плоскостью опоры 2, которое контролируется по показаниям измерительной головки 15. При этом автоматически достигается совмещение осей дорна 1 и отверстия заготовки 3. Затем осуществляется дорнование отверстия. Для этого винт 5 отворачивается и включается привод дорна 1. Шток 6 этого привода перемещается вниз и, воздействуя нижним торцом бурта В на верхний торец втулки 4, перемещает вниз эту втулку и дорн 1, который проталкивается через отверстие и под действием собственного веса падает в отверстие опоры 2. Шток 6 поднимается вверх и занимает исходное положение. Вместе со штоком 6, который воздействует верхним торцом бурта В на гайку 8, в исходное положение возвращается и втулка 4. Дорн 1 извлекается из отверстия опоры 2 и закрепляется винтом 5 в этой втулке.
Для определения минимального значения силы воздействия подпружиненного дорна на заготовку при ее базировании рассмотрим схему, приведенную на фиг.2. Минимальное значение этой силы (Р) должно быть таким, чтобы исключался перекос заготовки от силы воздействия измерительного прибора (Pи). Запишем уравнение равновесия моментов сил, действующих на заготовку относительно точки А. Оно будет иметь вид
Ри(Rи+R)-PR-GR=0,
где R, Rи - соответственно наружный радиус и радиус заготовки, на котором с ней контактирует измерительный прибор; G - вес заготовки.
Перекоса заготовки не будет при условии
PR+GR>Pи(R+Rи).
Отсюда
 .
.
Предлагаемый способ базирования заготовки был испытан при дорновании отверстий ⌀2+0,01 во втулках из стали Х12М (НВ 220) с наружным диаметром 10 мм и высотой 40 мм. Испытания показали, что предлагаемый способ обеспечивает высокую точность базирования втулок большой высоты по обрабатываемому отверстию и опорному торцу и за счет этого позволяет обеспечить высокую точность обработки отверстий, а также дает возможность практически исключить изгибающие нагрузки на дорн и повысить его надежность. Время, затрачиваемое на базирование втулки, составляет около 4 сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| СПОСОБ ДОРНОВАНИЯ СО СЖАТИЕМ | 2007 |
|
RU2343046C1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2006 |
|
RU2333826C1 |
| СПОСОБ ДОРНОВАНИЯ С РАСТЯЖЕНИЕМ | 2011 |
|
RU2457932C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2021097C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Устройство для формования отверстий труб | 1988 |
|
SU1637999A1 |
Способ относится к дорнованию со сжатием, при котором заготовку базируют по наружной поверхности и опорному торцу. Для повышения точности и надежности вначале заготовку базируют по наружной поверхности и опорному торцу на опоре для дорнования, а затем - по отверстию и опорному торцу на этой же опоре путем введения в отверстие заготовки рабочего конуса подпружиненного в осевом направлении дорна и последующего совмещения опорного торца заготовки с опорной плоскостью опоры, которое контролируют с помощью закрепленного на опоре измерительного прибора, контактирующего с опорным торцом. При этом силу воздействия подпружиненного дорна на заготовку определяют исходя из условия отсутствия перекоса с учетом силы воздействия измерительного прибора на заготовку, наружного радиуса заготовки и радиуса, на котором с ней контактирует измерительный прибор, и веса заготовки. 2 ил.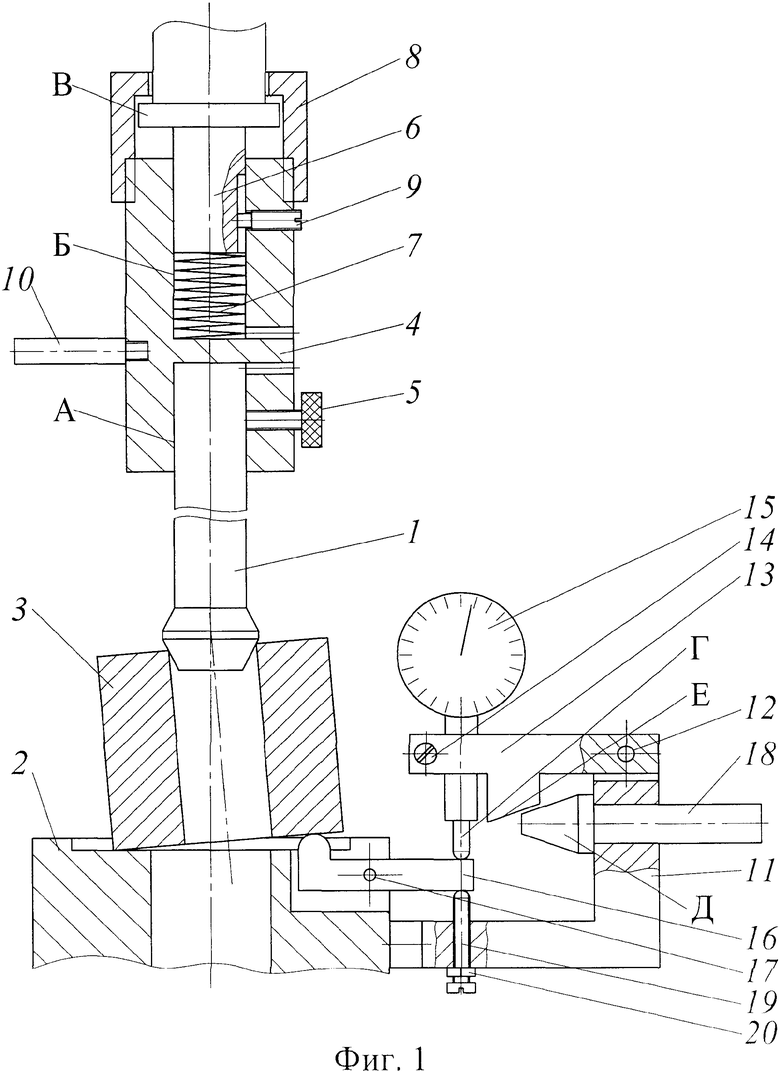
Способ базирования заготовки при ее дорновании со сжатием, при котором заготовку базируют по наружной поверхности и опорному торцу, отличающийся тем, что вначале заготовку базируют по наружной поверхности и опорному торцу на опоре для дорнования, а затем - по отверстию и опорному торцу на этой же опоре путем введения в отверстие заготовки рабочего конуса подпружиненного в осевом направлении дорна и последующего совмещения опорного торца заготовки с опорной плоскостью опоры, которое контролируют с помощью закрепленного на опоре измерительного прибора, контактирующего с опорным торцом, при этом силу воздействия подпружиненного дорна на заготовку определяют исходя из условия отсутствия перекоса с учетом силы воздействия измерительного прибора на заготовку, наружного радиуса заготовки и радиуса, на котором с ней контактирует измерительный прибор, и веса заготовки.
| РОЗЕНБЕРГ А.М | |||
| и др | |||
| Твердосплавные протяжки для обработки отверстий методом пластического деформирования | |||
| - Киев: УкрНИИНТИ, 1968, с.26 | |||
| Способ базирования и закрепления заготовки на столе металлорежущего станка | 1987 |
|
SU1565618A1 |
| СПОСОБ БАЗИРОВАНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ | 1990 |
|
RU2021864C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |

