правильном положении детали 9 в зоне обработки.
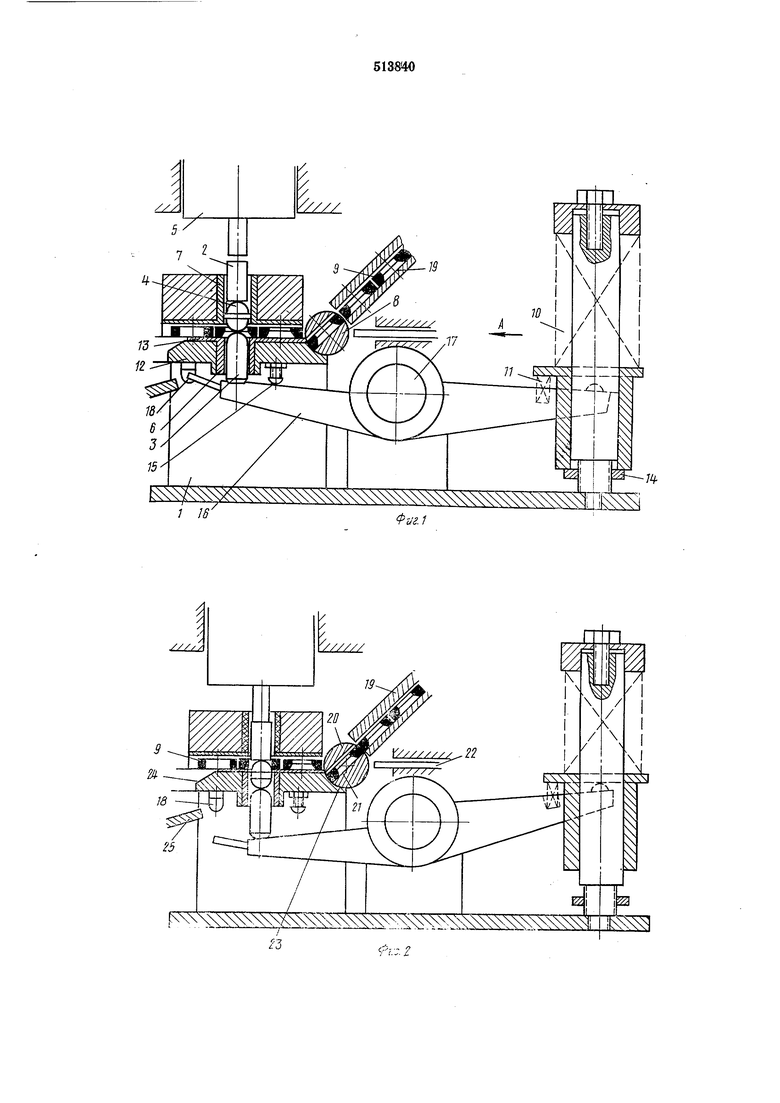
Узел 8 подачи и удаления обрабатываемых деталей 9 содержит наклонный лоток 19, отсекатель 20 со сквозным каналом 21 для деталей 9, установленный с возможностью поворота вокруг оси, расположенной на расстоянии, равном половине толщины детали 9, от опорной поверхности 13 плиты 12, толкатель 22 и привод (на чертеже не показан) перемещеНИН толкателя 22 и отсекателя 20.
Ось поворота отсекателя 20 перпендикулярна оси канала 21.
Плита 12 имеет направляющую поверхность 23, поддерживающую детали 9 при перемещеНИИ их отсекателем 8.
Устройство работает следующим образом.
Обрабатываемую деталь 9 (пластину цепи) после пробивки в ней отверстий подают по лотку 19 в канал 21 отсекателя 20. После поворота отсекателя толкатель 22 при перемещении по стрелке А выталкивает пластину из отсекателя 20 и подает новую пластину в зону обработки. При этом привод 5 (ползун или рычаг) находится в верхнем положении, и пластина, воздействуя на закругленную заходную часть дорна 4 и толкателя 3, перемещает их в противоположные стороны, преодолевая силу тяжести дорна 4 и толкателя 2, или только дорна 4 и усилие пружины 11.
Пластины с отверстиями, полученными пробивкой, подают в положении, при котором расширяющаяся часть отверстия находится снизу.
После того, как отверстие пластины окажется против толкателя 3, он входит в это отверстие, центрируя пластину (толкатель 3 может быть выполнен и с конической заходной частью).
При ходе вниз привод 5 перемещает толкатели 2, 3, дор« 4 и деформирует 10, 11.
Происходит обработка отверстия, в результате которой оно приобретает цилиндрическую форму по всей длине за счет перераспределения материала (перемещения материала из верхней части в нижнюю).
Величина хода толкателя 2 из крайнего верхнего положения в крайнее нижнее положение равна сумме длины обрабатываемого отверстия, длины дорнирующего пояска и заходной части дорна 4.
В частности, при использовании дорна- шарика ход толкателя 2 равен сумме длины обрабатываемого отверстия и радиуса дорна.
При подъеме ползуна привода 5 под деиствием силовой пружины 10 осуществляется обратный ход дорна 4 и повторное дорнирование отверстия детали 9 (пластины).
Пружина 10 обеспечивает перемещение дорна 4 на длине, не менее суммы длины обрабатываемого отверстия и дорнирующего пояска. Это перемещение ограничивается упором 14. Дальнейшее перемещение дорна 4 и толкателя 3 происходит под действием пружины 11, усилие которой определяется усилием, необходимым для центрирования пластины и смещения дорна 4. Движение под действием пружины 11 ограничивается регулируемым упором 15, а величина его выбирается, исходя из условия центрирования обрабатываемой детали 9 толкателем 3, а также из условия отвод толкателя 3 при перемещении детали 9. В частности, толкатель 3 под действием пружины 11 перемещается на величину, равную половине длины обрабатываемого отверстия.
При удалении обработанной детали также, как и при подаче новой дорн 4 и центрирующий толкатель 3 отводятся в разные стороны под действием этой детали, пропуская ее.
Обработанная деталь по наклонной поверхности 24 плиты 12 попадает на отводящий лоток 25.
Толкатель 2 может быть свободно установлен в направляющей 7 или может .быть жестко соединен с приводным элементом, например ползуном привода 5.
В случае, если пластина занимает перед обработкой неправильное положение (толкатель 3 не центрирует ее), рычаг 16 не может занять определяемое упором 15 положение, и взаимодействующий с рычагом 16 датчик 18 (концевой выключатель) срабатывает, предотвращая ход привода 5.
Формула изобретения
Устройство для дорннрования деталей, содержащее смонтированные в корпусе два соосно установленных толкателя с приводом, между которыми размещен дорн, отличающееся тем, что, с целью повышения качества деталей, оно снабжено смонтированным в корпусе, рычагом, взаимодействующим одним концом с одним из толкателей, а другим - с двумя последовательно установленными в корпусе пружинами, служащими соответственно для центрирования заготовки и для выталкивания дорна из нее, а привод толкателя непосредственно связан с другим толкателем, при этом толкатели установлены с возможностью осевого перемещения один относительно другого. / IS ,J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнирования деталей | 1987 |
|
SU1563956A1 |
| Устройство для дорнирования деталей | 1976 |
|
SU585053A2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Устройство для дорнования отверстий труб | 1988 |
|
SU1586896A1 |
| Устройство для дорнирования деталей | 1978 |
|
SU770763A2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп совмещенного действия | 1987 |
|
SU1480930A1 |
| Пресс-форма для формирования деталей низа обуви | 1974 |
|
SU506387A1 |
| Устройство для дорнирования деталей | 1978 |
|
SU774931A2 |
.
