Изобретение относится к устройствам для разливки сплавов.
Известна изложница для разливки металла под регулируемым давлением (авт. св. СССР N 358072, кл. В 22 D 7/06, 1972), изготовленная из огнеупорного материала, днище которой имеет входное отверстие для металла. С целью уменьшения усадочных дефектов в отливке и улучшения качества металла, стенка изложницы, противоположная днищу выполнена в виде экзотермической надставки. Недостатки изложницы - недолговечность, возможность ее использования на лишь 1-2 плавки из-за стекания шлака и экзотермической реакции с материалом изложницы, плохая поверхность слитка.
Наиболее близкой по технической сути и достигаемому результату является изложница из чугуна для отливки слитков, выполненная с переменной толщиной стенок и укрепляющим поясом в верхней части. С целью уменьшения брака по слиткам и повышения стойкости изложницы дополнительно по наружному периметру верхней части укрепляющего пояса выполнен выступ шириной 43-57% и толщиной 22-58% толщины стенки изложницы в верхней части. На углах укрепляющего пояса по всей его высоте выполнены приливы толщиной, равной ширине укрепляющего пояса (авт.св. N 1171191, кл.В 22 D 7/06, 1985).
Недостатки изложницы - возможность приварки разливаемого металла к стенкам изложницы, чтобы вынуть слиток надо разбить изложницу, плохое качество поверхности слитка из-за шероховатости чугунных стенок внутренней полости изложницы, недостаточно быстрое охлаждение, несквозная внутренняя полость, что затрудняет свободный выход и выемку слитка из нее.
Цель изобретения - получение качественной поверхности слитка, быстрое его охлаждение, свободный выход слитка из изложницы, увеличение ресурса работы изложницы.
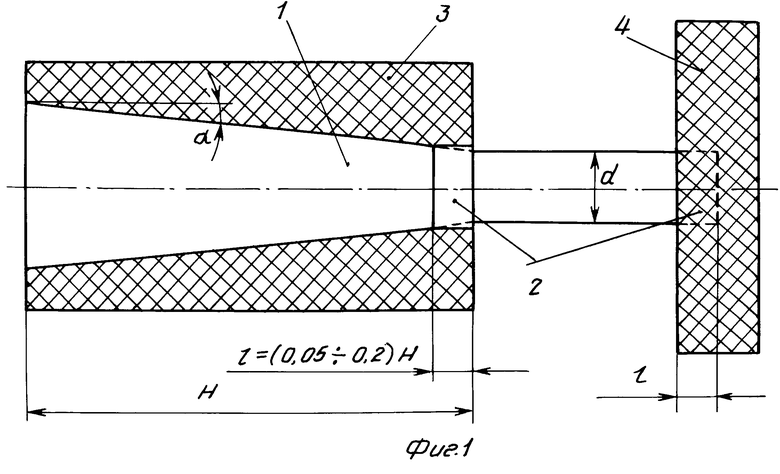
Для этого изложница выполнена из графита с осевой полостью, состоящей из конусного и цилиндрического участков, из которых последний составляет 0,05-0,2 высоты изложницы, при угле конусности верхней части 3-10о. Соотношение объема осевой полости к объему материала изложницы изменяется в пределах 0,15-0,45. Основанием изложницы служит графитовый поддон. Цилиндрическая часть осевой полости изложницы может быть выполнена в графитовом поддоне. Изложница снабжена водоохлаждаемым каркасом, обрамляющим ее.
Технический эффект выражается в получении гладкой поверхности слитков за счет легкости механической обработки полости изложницы и ее качества, увеличении скорости затвердевания расплава за счет высокой теплопроводности в сочетании с термостойкостью, так как материалы, хорошо проводящие ток, хорошо проводят тепло, легкость выхода слитка из изложницы, который осуществляется, в основном, при перевертывании изложницы под действием собственного веса слитка. Ресурс работы изложницы ограничивается верхним предельным значением отношения объема полости изложницы к объему материала изложницы, равным 0,15-0,45. Свыше этого отношения возможно появление усадочной раковины, что нежелательно из-за ухудшения условий отвода тепла от разливаемого металла.
На фиг.1 показана изложница с осевой полостью; на фиг.2 - то же, с каркасом.
Изложница состоит из цилиндрической части 1 и конической 2. Изложница изготовлена из графита 3 и установлена на графитовый поддон 4. Изложница может иметь водоохлаждаемый каркас 5, что позволит усилить отвод тепла от графитовой изложницы и интенсифицировать ее эксплуатацию.
При длине l цилиндрической части полости изложницы менее 0,05 Н не позволит взять отливку в зажим при вторичном переделе (ковка и т.п.), а при длине l свыше 0,2 Н ухудшаются условия выемки слитка, требуется более частая зачистка цилиндрической части, что еще более увеличивает ее длину. Угол α= 3-10о выбран эмпирически, так при угле α менее 3о резко увеличивалось количество зачисток из-за более интенсивного износа поверхности внутренней полости изложницы, а при α более 10о резко ограничивалась высота изложницы Н. При соотношении объема внутренней полости изложницы к объему графита самой изложницы в пределах 0,15-0,45 способствует быстрому затвердеванию расплава по мере наполнения практически без усадки в виде усадочной раковины. При значении соотношения менее 0,15 явно не рационально используется графит, а при величине соотношения более 0,45 ухудшается качество слитка из-за резкого увеличения времени затвердевания расплава в графитовой изложнице, так как графита (массы) изложницы 1 недостаточно для интенсивного отвода тепла от разливаемого в нее металла, ухудшается прочность изложницы. Изменение соотношения в пределах 0,15-0,45 позволяет ≈ на 1-2 порядка и более увеличить ресурс работы изложницы, обрамление изложницы каркасом 5 с водяным охлаждением позволяет интенсифицировать эксплуатацию изложницы и механизировать выемку слитка. Конструкция каркаса и его охлаждение в каждом конкретном случае должны соответствовать условиям работы изложницы. Расположение цилиндрической части 2 осевой полости в поддоне 4 (показано пунктиром) облегчало выемку слитка и уменьшало износ внутренней полости изложницы.
Работает изложница в периодическом режиме, что означает, что после установки изложницы 3 на поддон 4 жидкий расплав заливают через самую широкую часть внутренней полости 1 до уровня верхней кромки изложницы. Через некоторое время изложницу с затвердевшим расплавом поднимают с поддона 4 и переворачивают на 180о, слиток под собственным весом выходит из изложницы. Так, разливали в слитки весом ≈3 кг 12Х18Н10Т, сплав 29НК и ферробор на лабораторной печи постоянного тока ПП-5. Поверхность слитка была блестящая, т. е. гладкая и качественная, что не требовало дальнейшей обработки, усадка в верхней части слитка незначительна. После ухудшения качества поверхности полости 1 и 2 делали их зачистку, которая производилась через ≈50 и более наполнений. Отпадает необходимость зачистки поверхности слитков на станках или наждачными кругами, что увеличивает выход годного. Особенностью работы изложницы является то, что после каждой зачистки развес слитка немного увеличивался, т. е. из изложницы вынимали слиток переменного веса и так в пределах изменения соотношения 0,15-0,45, после чего эксплуатация (работа) изложницы прекращалась. После восстановления изложницы ее эксплуатация может быть продолжена. При наличии водоохлаждаемого каркаса чистота наполнения изложницы увеличивается ≈ в 2-3 раза. Это позволяет механизировать выемку при стационарном расположении устройства для разливки.
Преимуществами предлагаемого устройства для разливки являются: получение качественной поверхности слитка при минимальной величине усадочной раковины; быстрое охлаждение расплава графитом; свободный выход слитка из изложницы; увеличение выхода, годного на 3-7%; увеличение ресурса работы изложницы в два и более раз в пределах соотношения объемов 0,15-0,45; увеличение частоты наполнения изложницы; механизация выгрузки слитков.
Предлагаемое устройство для разливки (изложница) может быть использовано для получения слитков и отливок.
Экономический эффект выразится в неограниченном ресурсе работы изложницы, увеличении выхода, годного на 3-7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ПОСТОЯННОГО ТОКА ДЛЯ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ | 1991 |
|
RU2009230C1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Способ получения слитков | 1975 |
|
SU527246A1 |
| ПЛАЗМЕННАЯ ПРОТИВОТОЧНАЯ ПЕЧЬ ДЛЯ ПЛАВКИ МЕЛКОФРАКЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2007463C1 |
| МЕДНАЯ ВОДООХЛАЖДАЕЛ1АЯ ИЗЛОЖНИЦАК.ИГ; .1 ••-' | 1972 |
|
SU348281A1 |
| Способ получения слитков методом вакуумно-дугового переплава | 2023 |
|
RU2811550C1 |
| Изложница для слитков | 1979 |
|
SU865495A1 |
| Способ получения слитков кипящей стали | 1981 |
|
SU1101320A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВОВ БОРА ПРЕИМУЩЕСТВЕННО В ЭЛЕКТРИЧЕСКОЙ ПЕЧИ | 1992 |
|
RU2063462C1 |

Сущность: устройство состоит из графитовых поддона и изложницы, полость которой выполнена из конического с конусностью 3 ... 10° и цилиндрического высотой 0,05 ... 0,2 высоты изложницы, участков. Цилиндрический участок может быть выполнен в поддоне. Отношение объема полости к объему тела изложницы составляет 0,15 ... 0,45. 2 з.п. ф-лы, 2 ил.
| Изложница для слитков | 1979 |
|
SU846073A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
