Изобретение относится к технологическому оборудованию, предназначенному для нанесения гальванических или химических покрытий, и может быть использовано как для нанесения покрытий, так и для обработки режимов сложных технологических процессов со специальными требованиями к покрытиям преимущественно на детали небольших габаритов, например на диски магнитной памяти.
Цель изобретения - повышение надежности работы линии.
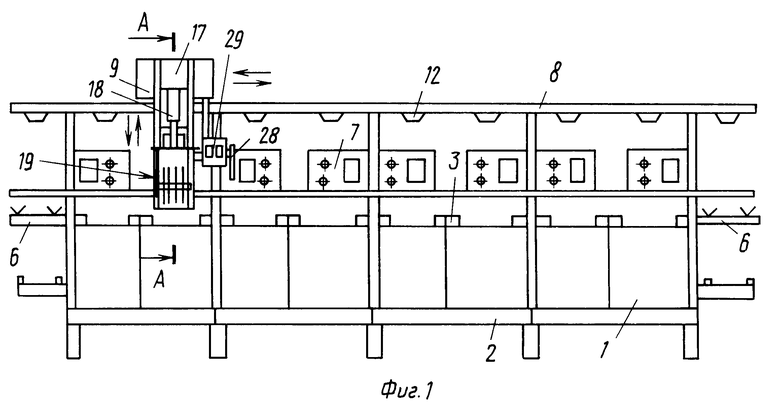
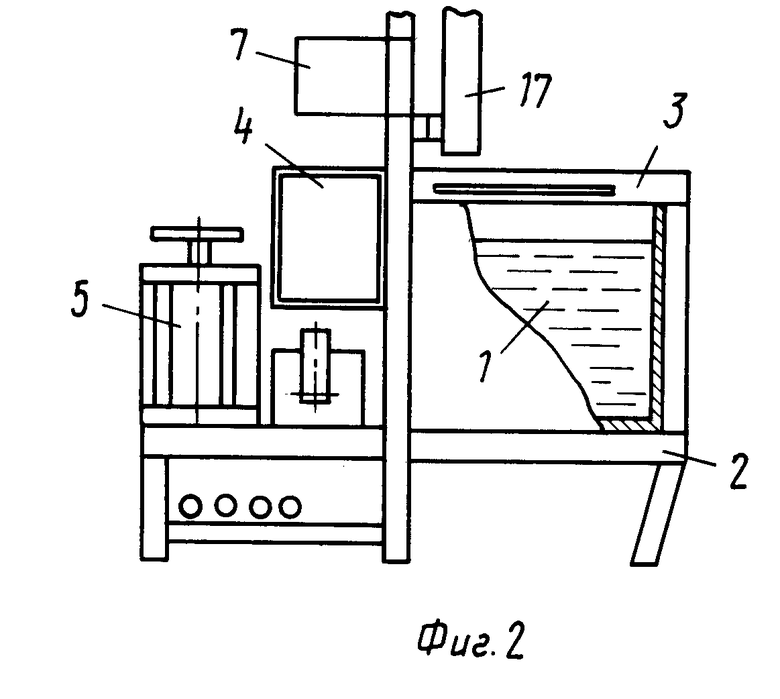
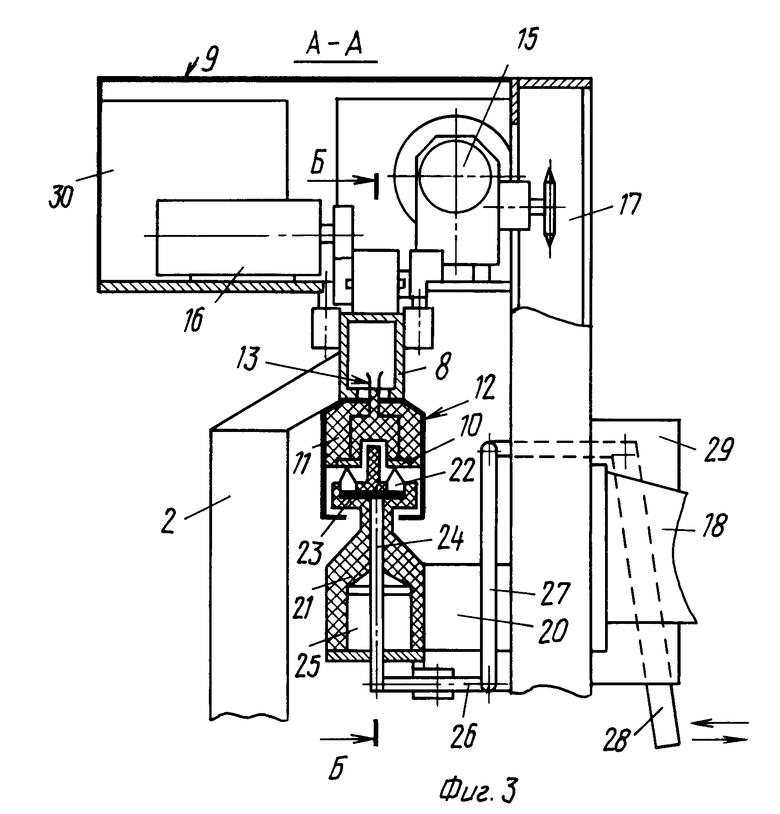
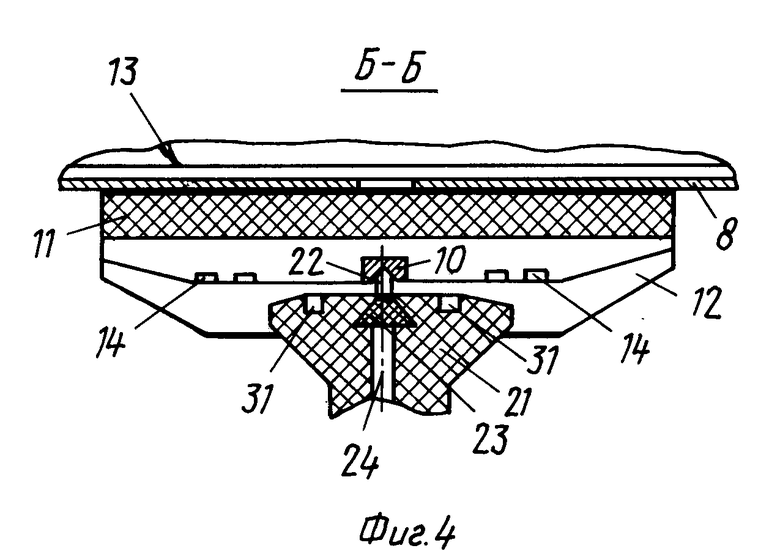
На фиг. 1 показана автооператорная линия, общий вид; на фиг.2 - то же, вид сбоку; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.3.
Автооператорная линия для нанесения покрытий содержит ряд ванн 1, расположенных по ходу технологического процесса на каркасе 2, систему бортовых отсосов 3 с общим коллектором 4, систему фильтрации растворов 5, посты загрузки-разгрузки 6 и блоки локальной автоматики 7, смонтированные непосредственно перед каждой технологической позицией - ванной. В верхней части каркаса 2 установлена направляющая 8 для горизонтального перемещения автооператора 9, которая содержит контакты 10 в виде токопроводящих пластин с конической лункой по центру, совпадающей с центром ванн 1. Контакты 10 изолированы от направляющей 8 с помощью изоляционных держателей 11 и закрыты предохранительными щитками 12, причем на всех технологических позициях контакты 10 параллельно соединены между собой токопроводящими проводами 13. В изоляционных держателях 11 выполнены кодовые метки 14, разные для каждой технологической позиции. Автооператор 9 с приводами вертикального 15 и горизонтального 16 перемещений, направляющей 17 для вертикального перемещения консоли 18 с подвесом 19 обрабатываемых деталей содержит также закрепленное на кронштейне 20 приконтачивающее устройство 21 с конусообразными контактами 22, установленными в один ряд и соединенными между собой изолированной пластиной 23. Тягой 24 изолированная пластина 23 соединена с исполнительным механизмом 25, а тягами 26 и 27 соединена с рычагом ручного перемещения 28, расположенным на пульте управления 29 автооператором. Источник независимой энергии 30 размещен на автооператоре 9 и электрическими цепями соединен с пультом управления 29, приводом горизонтального перемещения 16 и позиционными датчиками 31.
Автооператорная линия работает следующим образом.
Автооператор 9 переносит подвески 19 с обрабатываемыми деталями с одного конца линии на другой по программе, заданной с пульта управления 29, согласно технологическому процессу обрабатываемых деталей. При подходе автооператора 9 к технологической позиции - ванне 1 датчик 31 считывает информацию с кодовых меток 14 позиций. Пpи совпадении кода позиции с кодом, заданным по программе, включается режим торможения привода 16 автооператора 9. Тем самым включается исполнительный механизм 25, который через тягу 24 и пластину 23 прижимает конусообразные контакты 22 к держателю 11. Начинается процесс заземления движения автооператора 9, а когда контакты 22 попадают в лунки контактов 10, что вызывает изменение положения контактов 22, поступает сигнал отключения привода горизонтального перемещения 16 и автооператор 9 останавливается. Питание к автооператору 9 начинает поступать по токопроводящим проводам 13 и подзаряжает источник независимой энергии 30. После остановки автооператора 9 согласно заданной программе включается привод 15 вертикального перемещения, который опускает консоль 18 с подвесом 19 обрабатываемых деталей в ванну 1, выдерживает определенное время и обратно поднимает консоль в верхнее крайнее положение. После обработки деталей на позиции исполнительный механизм 25 выводит контакты 22 из лунок контактов 10, расфиксировывая горизонтальное положение автооператора 9, и привод горизонтального перемещения 16 перемещает его по направляющей 8 на следующую технологическую позицию. Перемещаясь между технологическими позициями в автоматическом режиме, привод 16 и позиционные датчики 31 получают энергию от источника независимой энергии 30.
Возможны перемещения автооператора 9 по направляющей 8 в горизонтальном положении и вручную с помощью рычага 28. При перемещении рычага 28 в направлении, показанном на фиг.3, он через тяги 24, 26 и 27 выводит контакты 22 из лунок контактов 10, расфиксировывая горизонтальное положение автооператора 9, который этим же рычагом вручную толкается до требуемой технологической позиции. Перед позицией рычаг 28 отпускается и контакты 22 прижимаются к держателю 11. Перемещение автооператора 9 из-за возникшего дополнительного трения контактов о поверхность затрудняется. При дальнейшем перемещении контакты 22 входят в лунки контактов 10 и горизонтальное положение автооператора 9 фиксируется. Опускание и подъем консоли 18 с подвесом 19 осуществляется от кнопок с пульта управления 29. Продолжительность обработки задается для каждой технологической позиции отдельно. По истечении времени обработки на данной технологической позиции консоль автоматически поднимается в крайнее верхнее положение. С помощью рычага 28 контакты 22 вынимаются из лунок контактов 10 и автооператор 9 вручную по направляющей 8 перемещается на следующую технологическую позицию.
Возможны и другие варианты работы линии в автоматическом и ручном режимах, например с несколькими подвесами одновременно, это зависит от требований технологического процесса и величины программы обрабатываемых деталей.
Предлагаемая конструкция линии позволяет повысить ее надежность за счет установки на автооператоре независимого источника энергии и приконтачивающего устройства, а на горизонтальной направляющей токопроводящих пластин.
Предлагаемая конструкция линии также позволяет повысить ее надежность за счет возможности управления автооператором без шлейфа, так как при его горизонтальном перемещении он использует энергию независимого источника, а при вертикальном перемещении питание его исполнительных механизмов и подзарядка источника независимой энергии происходят через приконтачивающее устройство от посторонних источников энергии. Приконтачивающее устройство одновременно выполняет и функцию механизма точного останова, что позволяет значительно снизить количество механизмов, а это повышает надежность конструкции. Отсутствие шлейфа повышает помехоустойчивость системы управления, снижает возможность обрыва цепей питания, а также позволяет на линии иметь несколько автооператоров, дублирующих работу в случае неисправности одного из них.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на кольцеобразные детали | 1991 |
|
SU1819918A1 |
| Устройство для нанесения гальванических покрытий на диски | 1987 |
|
SU1507878A1 |
| Устройство для крепления дискового носителя информации | 1983 |
|
SU1144141A1 |
| Автоматическая линия для электрохимической обработки плоских изделий | 1987 |
|
SU1497295A1 |
| Система управления многопроцессной линией гальванопокрытий | 1988 |
|
SU1534105A1 |
| Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям | 1980 |
|
SU897387A1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| Автооператорная гальваническая линия | 1984 |
|
SU1206350A1 |
| Пневмоприводной мембранный насос | 1987 |
|
SU1513189A1 |
| Устройство для управления автооператором полуавтоматических линий гальванопокрытий | 1977 |
|
SU708001A1 |
Использование: в технологическом оборудовании, предназначенном для нанесения покрытий гальваническим или химическим способом, при этом может быть использовано как в серийном производстве, так и в опытном при разработке технологических процессов нанесения покрытий. Сущность изобретения: на направляющем каркасе установлены контакты на изоляционной планке. По центру контактов выполнены лунки конической формы, в которые при совпадении центра автооператора с центром симметрии одной из ванн входят контакты контактного устройства, фиксируя горизонтальное положение автооператора и подключая к нему наружный источник питания. Установленный на автооператоре пульт управления и размещенный в нем независимый источник энергии дают возможность перемещаться автооператору вдоль ванн без внешних источников питания. Такая конструкция исключает необходимость применения шлейфов, что значительно повышает надежность работы линии. 4 ил.
АВТООПЕРАТОРНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ, содержащая каркас для ванн, ряд ванн, установленных по ходу технологического процесса, автооператор с горизонтальным и вертикальным приводами перемещения, направляющую горизонтального перемещения автооператора, отличающаяся тем, что с целью повышения надежности, она снабжена источником независимой энергии, тягами, исполнительным механизмом и контактным устройством, выполненным в виде ряда конусообразных контактов, установленных в один ряд и соединенных между собой изолированной пластиной, причем изолированная пластина соединена тягами с исполнительным механизмом, а направляющая горизонтального перемещения выполнена с изолированными контактами в виде плоских токопроводящих пластин с конической лункой по центру, совпадающей с центром симметрии ванн, при этом источник независимой энергии размещен на автооператоре.
| Автоматическая линия для нанесения гальванических покрытий | 1983 |
|
SU1208097A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
