Изобретение относится к металлургии, конкретнее к получению отливок стали с односторонне направленной их кристаллизацией.
Цель изобретения - увеличение производительности и снижение удельных энергозатрат отливок.
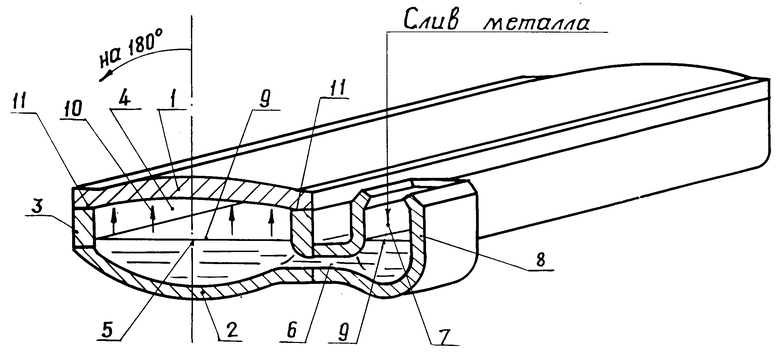
На чертеже изображено устройство для разливки стали.
В способе цель изобретения достигается тем, что перед подачей (разливкой) жидкого металла на теплоотводящую поверхность кристаллизатора осуществляют накопление всего металла отливки в емкости свода, а подачу (разливку) осуществляют поворотом устройства на 180о относительно горизонтальной технологической оси его рабочего пространства, продолжительность которой может равняться, примерно, одной минуте, скорости разливки при этом могут превосходить существующие в десятки раз. Быстротечность процесса разливки обусловливает и возможность снижения удельных энергозатрат получаемых отливок за счет прежде всего возможного снижения на 30-50о конечной температуры выплавляемого металла и соответствующего повышения стойкости футеровки сталеплавильных агрегатов. Достижению цели изобретения служит и возможность слива плавок в металлоприемник устройства непосредственно из сталеплавильных агрегатов, исключая при этом применение сталеразливочных ковшей.
Способ осуществляют следующим образом.
Металл из сталеразливочного ковша или непосредственно из сталеплавильного агрегата, например из конвертера, сливают в металлоприемник устройства, откуда он по каналу поступает в емкость свода. После окончания слива металла осуществляют его подачу (разливку) на теплоотводящую поверхность кристаллизатора одновременно по всей ее длине путем поворота устройства на 180о относительно горизонтальной технологической оси его рабочего пространства. Односторонне направленная кристаллизация получаемых отливок обеспечивается односторонним отводом их тепла теплоотводящей поверхностью кристаллизатора, экранируемую высоко температурными сводом и стенками рабочего пространства устройства.
Способ может быть осуществлен с помощью устройства, содержащего горизонтально расположенный кристаллизатор 1, одинаковой с кристаллизатором длины низкотеплопроводных огнеупорных свода 2, выполненного в форме желобообразной, цилиндрической или другой емкости, боковых стенок 3, образующих с учетом не показанных на чертеже торцевых стенок - рабочее пространство 4 устройства с его горизонтальной технологической осью 5. Рабочее пространство устройства соединено футерованным каналом 6 с футерованным рабочим пространством 7 металлоприемника 8.
Устройство работает следующим образом.
Жидкий металл через металлоприемник 8 поступает в емкость свода рабочего пространства 4 устройства, где накапливается весь металл получаемой отливки. После слива металл находится на одном уровне 9 в рабочих пространствах 4 и 7. Подачу (разливку) металла на теплоотводящую поверхность кристаллизатора 1 осуществляют поворотом устройства (показано стрелкой) в течение, примерно, одной минуты на 180о относительно горизонтальной технологической оси 5 его рабочего пространства 4. Односторонний отвод 10 тепла теплоотводящей поверхностью кристаллизатора 1, экранируемую высокотемпературными сводом 2 и стенками 3 устройства, обусловливает эффективную односторонне направленную кристаллизацию отливки. После расчетной продолжительности кристаллизации отливки обычными средствами снимают сначала всю часть устройства, соприкасающегося с кристаллизатором 1 по плоскости 11, затем полученную отливку, которая при необходимости может быть разрезана на мерные длины для прокатки, обычными операциями подготавливают устройство для следующей разливки.
Применение способа и устройства также обусловливает возможность разливки стали ламинарным потоком, несмотря на многократное увеличение существующей ее скорости, что позволяет получать качественную поверхность отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для установки непрерывного литья металлов | 1980 |
|
SU975190A1 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2009 |
|
RU2441074C2 |
| Способ непрерывной разливки металла и устройство для его реализации | 1981 |
|
SU1016051A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU950490A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
Изобретение относится к металлургии, конкретнее к разливке стали. Цель изобретения - увеличение производительности и снижение удельных энергозатрат процесса разливки. Способ разливки стали заключается в подаче разливаемого металла через металлоприемник устройства на горизонтально расположенную теплоотводящую поверхность кристаллизатора, обеспечивающего однонаправленную кристаллизацию производимых отливок, при этом разливка осуществляется путем поворота устройства на 180° вокруг горизонтально расположенной технологической оси рабочего пространства устройства. Устройство содержит горизонтально расположенный кристаллизатор, теплосберегающие "свод" боковые и торцевые стенки, образующие его рабочее пространство, соединенное футерованным каналом с футерованным рабочим пространством металлоприемника, при этом свод выполнен в форме желобообразной емкости, одинаковой с кристаллизатором длины. 2 с. и 1 з.п. ф-лы, 1 ил.
| М.В | |||
| Чухров и И.П | |||
| Вяткин | |||
| Непрерывное горизонтальное литье слитков металлов и сплавов | |||
| Металлургиздат, 1968, с.26,27. |
