(5) КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ полых ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU971563A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК (ВАРИАНТЫ) | 1997 |
|
RU2118227C1 |
| Затравка машины непрерывного литья тонкостенных труб | 1984 |
|
SU1232361A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1980 |
|
SU893393A1 |
1
Изобретение относится к литейному производству, в частности к непрерывной разливке металлов, и предназначено для формирования полой заготовки на машинах горизонтального литья.
Известен кристаллизатор для непрерывного литья полых заГОТОвок,содержащий наружную втулку и дорн. В наружной втулке выполнены подводящие каналы для подачи жидкого металла в ра-,Q бочую полость кристаллизатора. Формирование полого слитка осуществляется в кольцевой полости между охлаждаемой наружной втулкой и дорном .
Недостатком данного кристаллизато-,5 ра является расположение подводящих жидкий металл каналов в охлаждаемойнаружной втулке, что зачастую вызывает Перемерзание подводящих каналов и, как следствие, прекращение процес- 20 са разливки.
Наиболее близким к изобретению по технической сущности является кристаллизатор, также содержащий наружную
втулку и дорн. Подводящие жидкий металл каналы выполнены во фланце дорна 2 .
Однако такая конструкция кристаллизатора также не устраняет указанный недостаток. ;
Цель изобретения - стабилизация процесса непрерывного литья.
Поставленная цель достигается тем, что в кристаллизаторе,содержащем охлаждаемую наружную втулку и дорн с подводящими каналами, дорн снабжен теплоизоляционным кольцом, отделяющим его от .охлаждаемой наружной втулки, причем подводящие камеры выполнены в теле дорна, а отношение площади поперечного сечения кристаллизатора к суммарной полости поперечных сечений подводящих каналов 2,0-2,5.
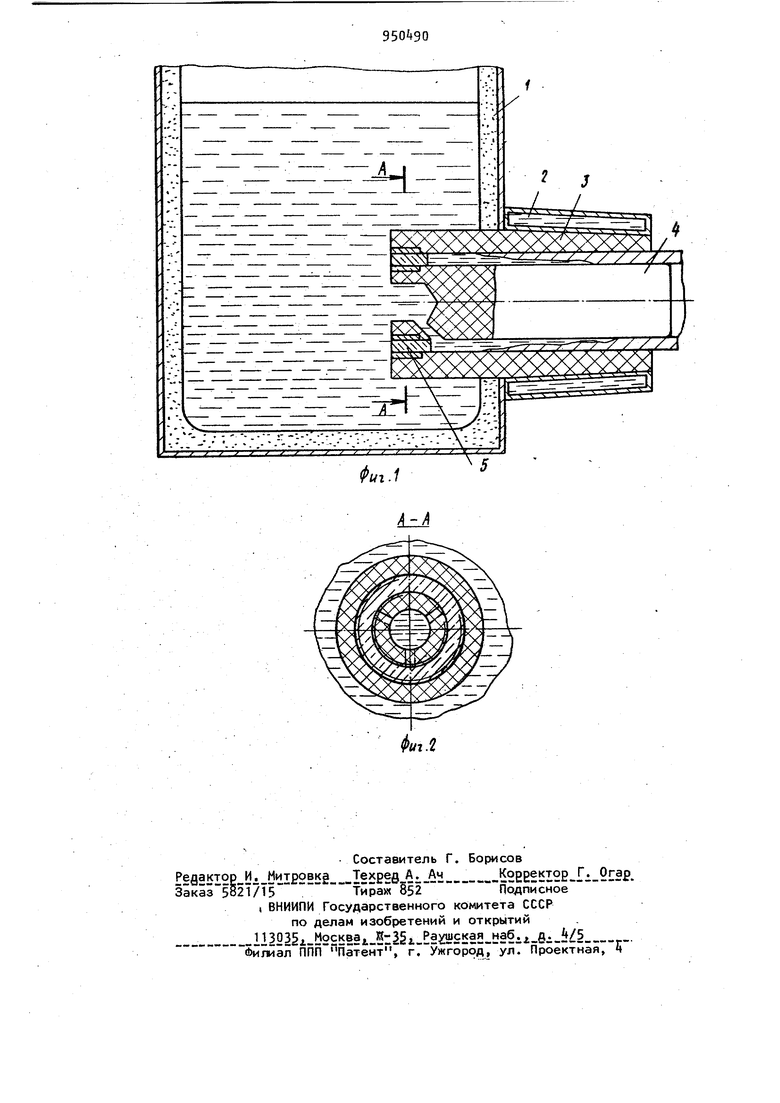
Жидкий металл поступает из металлоприемника в расточку, а из нее по подводящим каналам.в кольцевое пространство между дорном и наружной втулкой, где происходит формирование по395лой отливки. На основании экспериментальных данных установлено, что отношение площади поперечного сечения фор мообразующей полости и суммарной площади поперечных сечений подводящих ка налов должно составлять 2,0-2,5, причем диаметр каждого подводящего канала не должен быть менее 8-10 мм. Если это отношение составляет меньше 2,0, то сечение дорна ослаблено, в результате чего возможна поломка дорна,особенно в начале процесса разливки, так как первоначальное усилие извлечения, называемое усилием срыва, имеет максимальное значение. Если отношение больше 2,5, это вызывает затруднение заполнения рабочей полости кристаллизатора, что ведет к ухудшению качества получаемых отливок. На фиг. 1 изображен узел кристаллизации, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1. Узел кристаллизации для отливки полых заготовок содержит металлоприемник 1, к которому крепится водоохлаждаемая рубашка 2, во внутреннюю коническую поверхность которой вставляется наружная втулка 3. В этой втулке крепится дорн k, предварительно собранный с теплоизоляционным коль цом 5, причем соединение теплоизоляционного кольца с дорном осуществляется по правой резьбе, а кольца с наружной втулкой по левой резьбе. Устройство работает следующим образом. 0 Из металлоприемника 1 жидкий металл поступает в расточку, далее по каналам, выполненным в расточке, в кольцевое пространство между наружной втулкой 3 и дорном 4, в котором происходит формирование полой отливки. Техйико-экономическая эффективность изобретения состоит в предотвращении перемерзания подводящих жидкий металл каналов и стабилизации процесса непрерывной разливки. I, Формула изобретения Кристаллизатор для непрерывного литья полых заготовок, содержащий охлаждаемую наружную втулку и дорн с подводящими каналами, отличающийся тем, что, с целью обеспечения стабилизации процесса непрерывного литья за счет исключения перемерзания подводящих жидкий металл каналов, дорн снабжен теплоизоляционным кольцом, отделяющим его от охлаждаемой наружной втулки, причем Подводящие каналы выполнены в теле дорна, а отношение площади поперечного сечения кристаллизатора к суммарной площади поперечных сечений подводящих каналов 2,0-2,5. Источники информации, принятые во внимание при экспертизе 1.Шатагин О.А. и др. Горизонтальное непрерывное литье цветных металлов и сплавов. М., 197, с. 30, рис. б. 2.То же, рис. а. - - ; - --.-- r-i--: --:: -.-- -.--. .--...-..--.------.--- .--. --Л- :/ - --.
