Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Известен способ непрерывной разливки плоских слитков, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью. При этом скорость вытягивания слитка изменяют с ускорением 0,02.0,04 см/с2.
Недостатком известного способа является низкая стойкость оборудования. Это объясняется тем, что при указанных ускорениях проходит значительное время при изменении скорости вытягивания слитка. В результате слиток успевает закристаллизоваться полностью по сечению, что сопровождается сокращением длины жидкой фазы. В этих условиях при выходе слитка из зазора между барабаном и лентой его обжатие происходит в твердом состоянии. В этих условиях значительно повышаются нагрузки на опоры барабана и на ролики, что приводит к их поломке и выходу из строя.
Целью изобретения является повышение производительности и стойкости поддерживающего слиток оборудования.
Указанную цель достигается тем, что подают жидкий металл в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формируют слиток в зазоре в радиальном направлении, обжимают слиток в твердожидком состоянии посредством перемещения барабана, вытягивают слиток с переменной скоростью и поддерживают ленту при помощи роликов.
В процессе непрерывной разливки производят изменение скорости вытягивания слитка с ускорением, равным 0,05.1,2 см/с2.
Повышение стойкости оборудования происходит вследствие устранения обжатия слитка в твердом состоянии, устранения возникновения пиковых нагрузок на опоры барабана и поддерживающих ленту роликов.
Диапазон значений ускорения вытягивания слитка в пределах 0,05.1,2 см/с2 объясняется закономерностями кристаллизации плоского слитка небольшой толщины в условиях разливки с большими скоростями вытягивания. При меньших значениях возможно обжатие слитка в твердом состоянии и его заклинивание в зазоре между барабаном и лентой. При больших значениях значительно увеличивается необходимая мощность привода вращения барабана. Указанный диапазон устанавливают в обратной пропорциональной зависимости от диаметра барабана и в прямой пропорциональной зависимости от скорости вытягивания слитка.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки подают металл в зазор между приводными барабаном, боковыми ребордами и лентой, огибающей реборды и поддерживаемой роликами. При этом формируют плоский слиток в радиальном направлении, производят деформацию обжатия слитка в твердожидком состоянии посредством перемещения барабана и вытягивают слиток с переменной скоростью. В процессе разливки скорость вытягивания слитка изменяют с ускорением 0,05.1,2 см/с2.
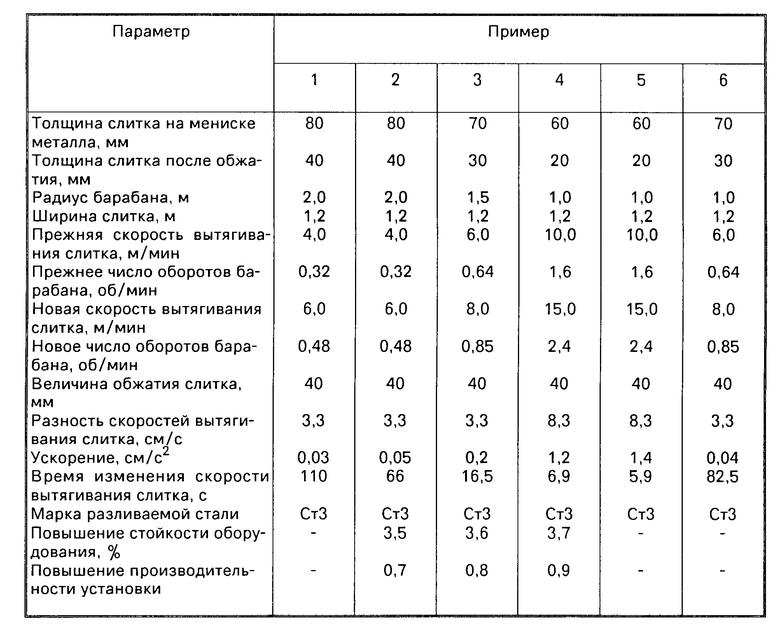
В таблице приведены примеры осуществления способа непрерывной разливки плоских слитков с различными технологическими параметрами процесса разливки.
В примере 1 время изменения скорости вытягивания относительно большое, что приводит к обжатию слитка в твердом состоянии. В примере 5 время изменения скорости вытягивания относительно мало, что приводит к необходимости увеличения мощности привода барабана сверх допустимых значений. В примере 6 (прототип) ускорение вытягивания слишком мало, что приводит к обжатию слитка в твердом состоянии и поломке роликов. В примерах 2.4 не происходит обжатие слитка в твердом состоянии, выход оборудования из строя не происходит, не требуется увеличение мощности привода сверх допустимых значений.
Применение предлагаемого способа позволяет повысить стойкость опоры барабана и роликов, поддерживающих ленту на 3,6% что приводит к повышению производительности непрерывной разливки плоских слитков на 0,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022695C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038898C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2037361C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041012C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837460A1 |
Использование изобретения: металлургия, непрерывная разливка плоских слитков с обжатием в твердожидком состоянии. Сущность изобретения: жидкий металл подают в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формируют слиток в зазоре в радиальном направлении, обжимают его в твердожидком состоянии посредством перемещения барабана, вытягивают с переменной скоростью и поддерживают ленту при помощи роликов. В процессе непрерывной разливки производят изменение скорости вытягивания слитка с ускорением, равным 0,05...1,2 см/с2 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу жидкого металла в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формирование слитка в зазоре в радиальном направлении, обжатие слитка в твердожидком состоянии посредством перемещения барабана, вытягивание слитка с переменной скоростью и поддержание ленты при помощи роликов, отличающийся тем, что, с целью повышения производительности и стойкости поддерживающего слиток оборудования, скорость вытягивания слитка изменяют с ускорением 0,05 - 1,2 см/с2.
| Авторское свидетельство СССР N 645330, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
