Изобретение относится к сварочному производству.
Целью изобретения является упрощение процесса перемещений сварочной горелки относительно стыка.
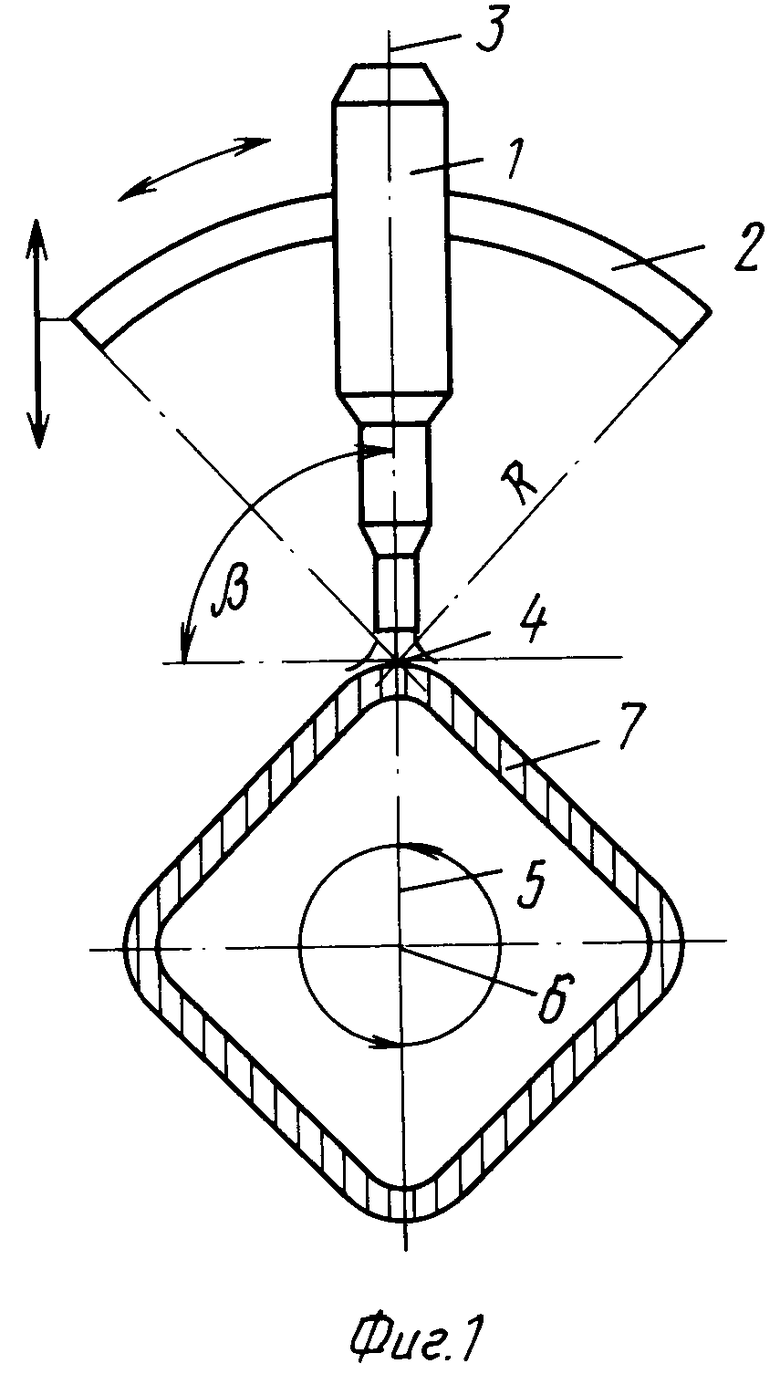
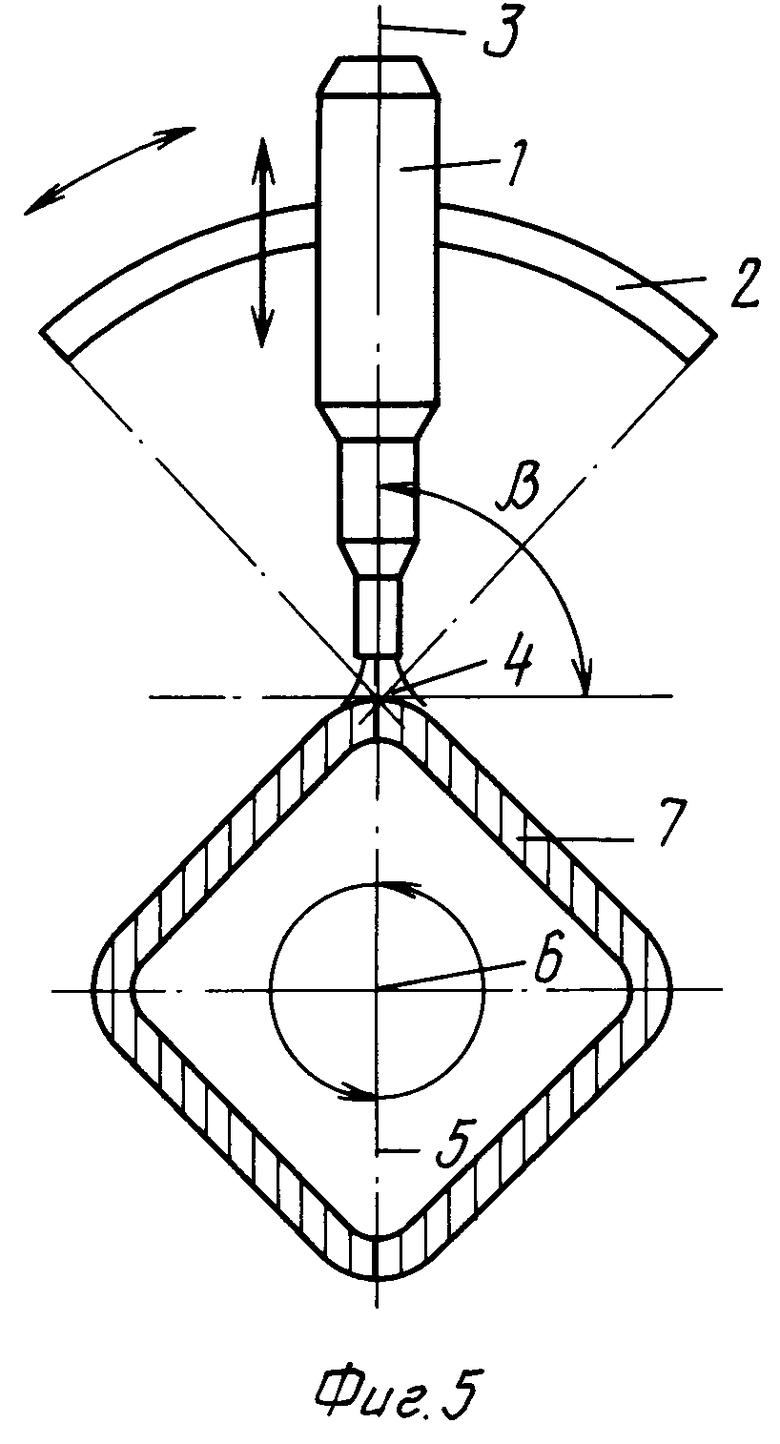
На фиг.1-4 показаны этапы способа сварки поворотного стыка трубы квадратного сечения, в котором угловая коррекция сварочной горелки осуществляется ее перемещением по дуге окружности, выпуклой в сторону от свариваемой трубы, а коррекция длины дуги производится линейным перемещением сварочной горелки по вертикали независимо от углового наклона горелки; на фиг.5-8 - аналогичные этапы способа с коррекцией длины дуги линейным перемещением сварочной горелки вдоль своей оси по направлению радиуса дуги окружности.
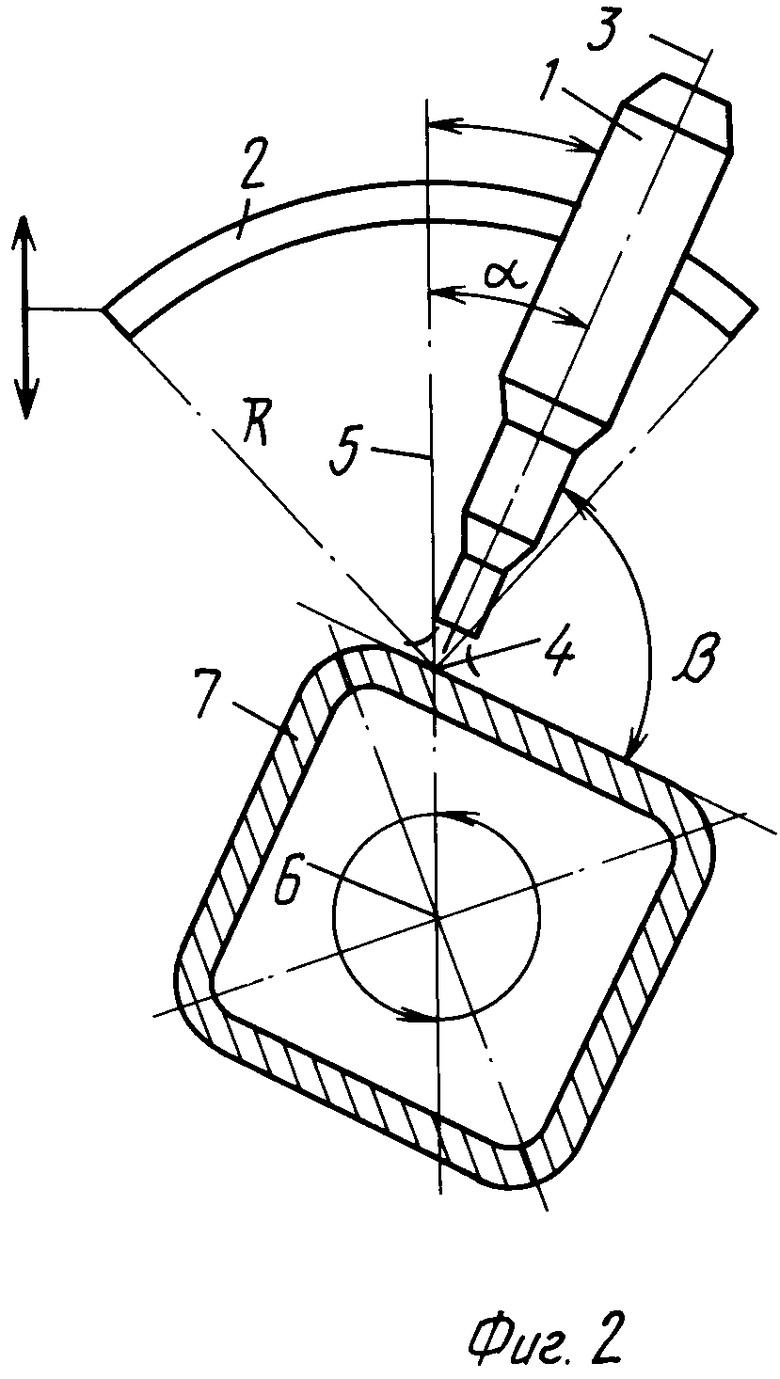
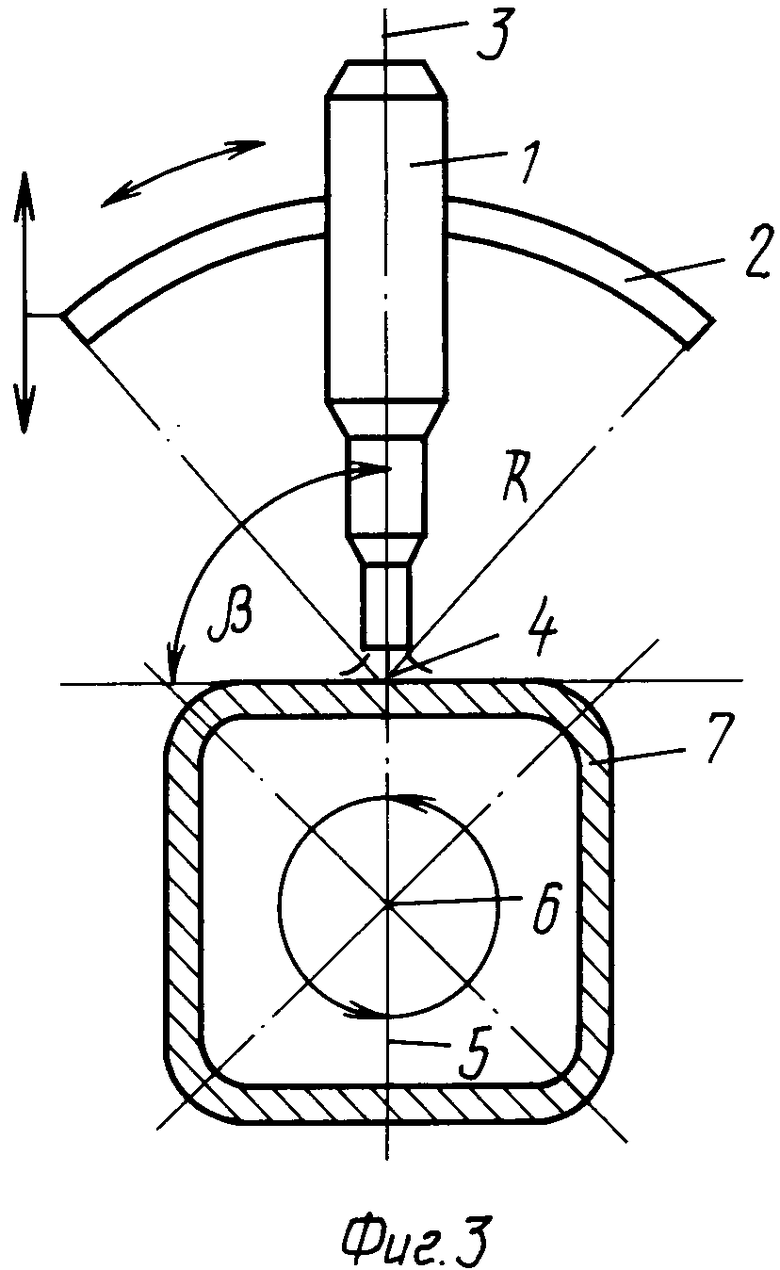
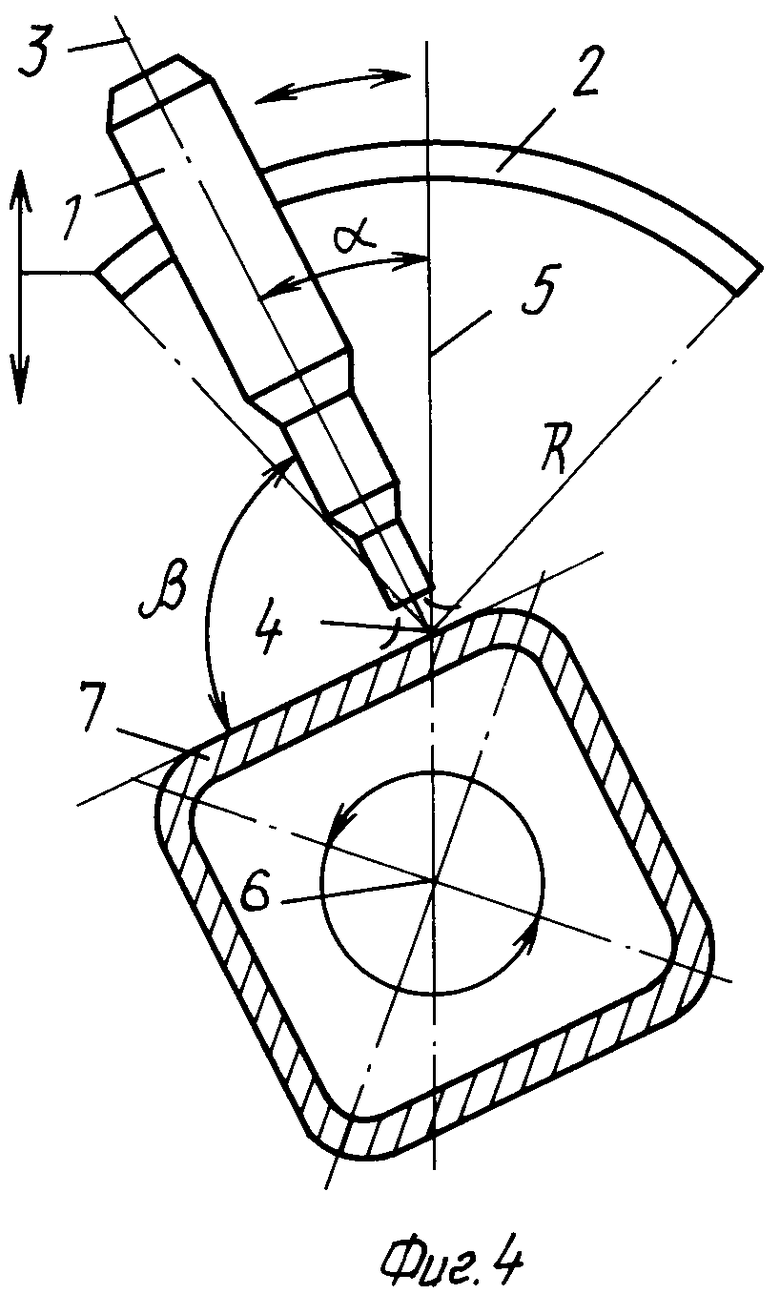
На всех позициях сварочная горелка 1 закреплена с возможностью углового перемещения по дуге 2 окружности, при этом ось 3 сварочной горелки 1 ориентирована по радиусу дуги 2 окружности в направлении ее центра 4, лежащего на вертикальной оси 5 угловых перемещений горелки 1 и пересекающей ось 6 вращения трубы 7 под прямым углом.
На фиг.1 показано положение сварочной горелки 1 в вершине многоугольного стыка трубы 7. Ось сварочной горелки совпадает с нормалью к касательной к скругленной вершине стыка (сварка в "горизонтальной" плоскости).
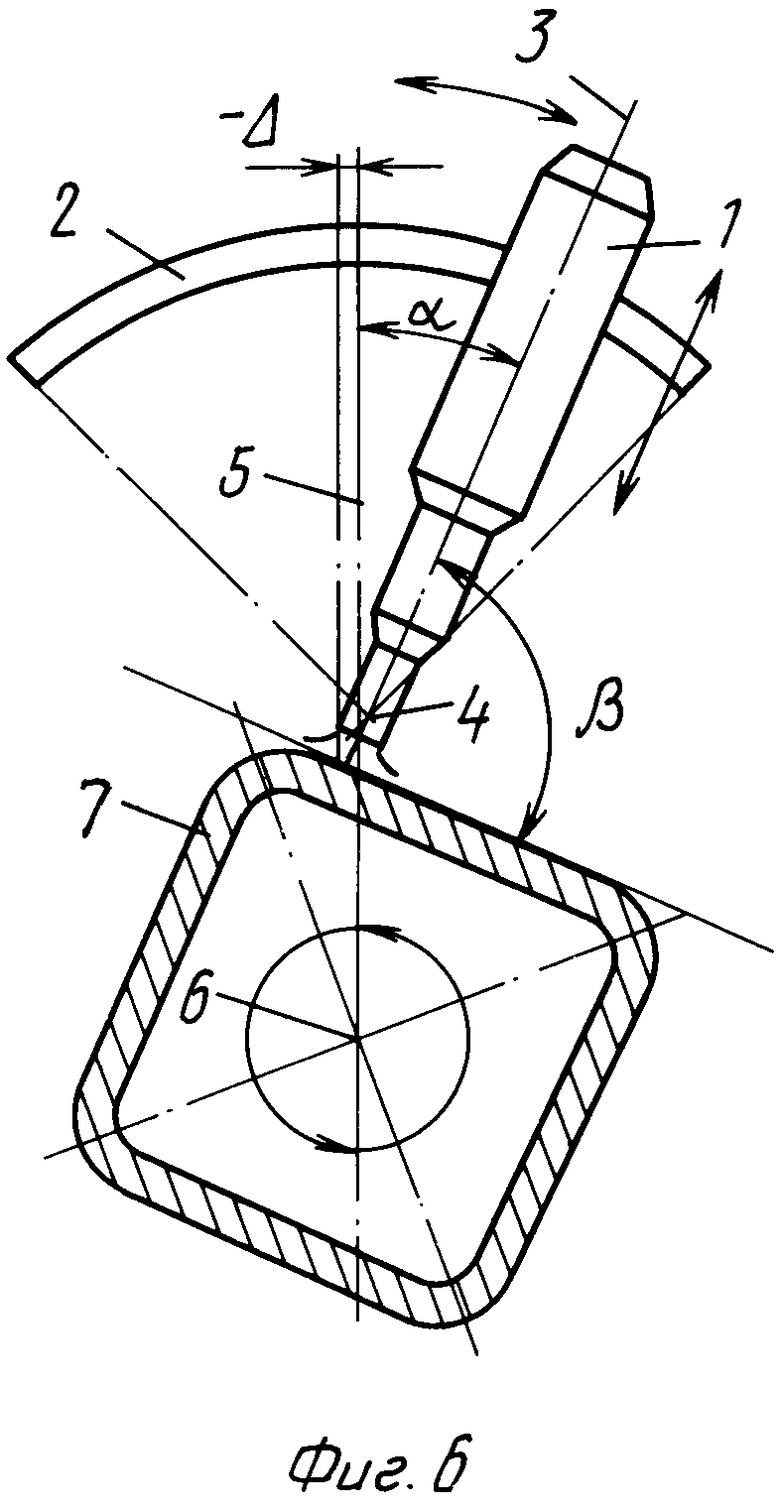
На фиг.2 показано положение сварочной горелки 1 на прямолинейном участке многоугольного стыка трубы 7, от вершины до середины грани, наклон которой относительно горизонтали составляет переменный угол 0-(+ 45)о. Сварочная горелка совершает наклон вправо на соответствующий угол α относительно вертикали 5 (сварка на "спуск" по наклонной поверхности). Коррекция изменяемого расстояния между сварочной горелкой и свариваемой поверхностью осуществляется линейным перемещением сварочной горелки по вертикали независимо от углового положения горелки.
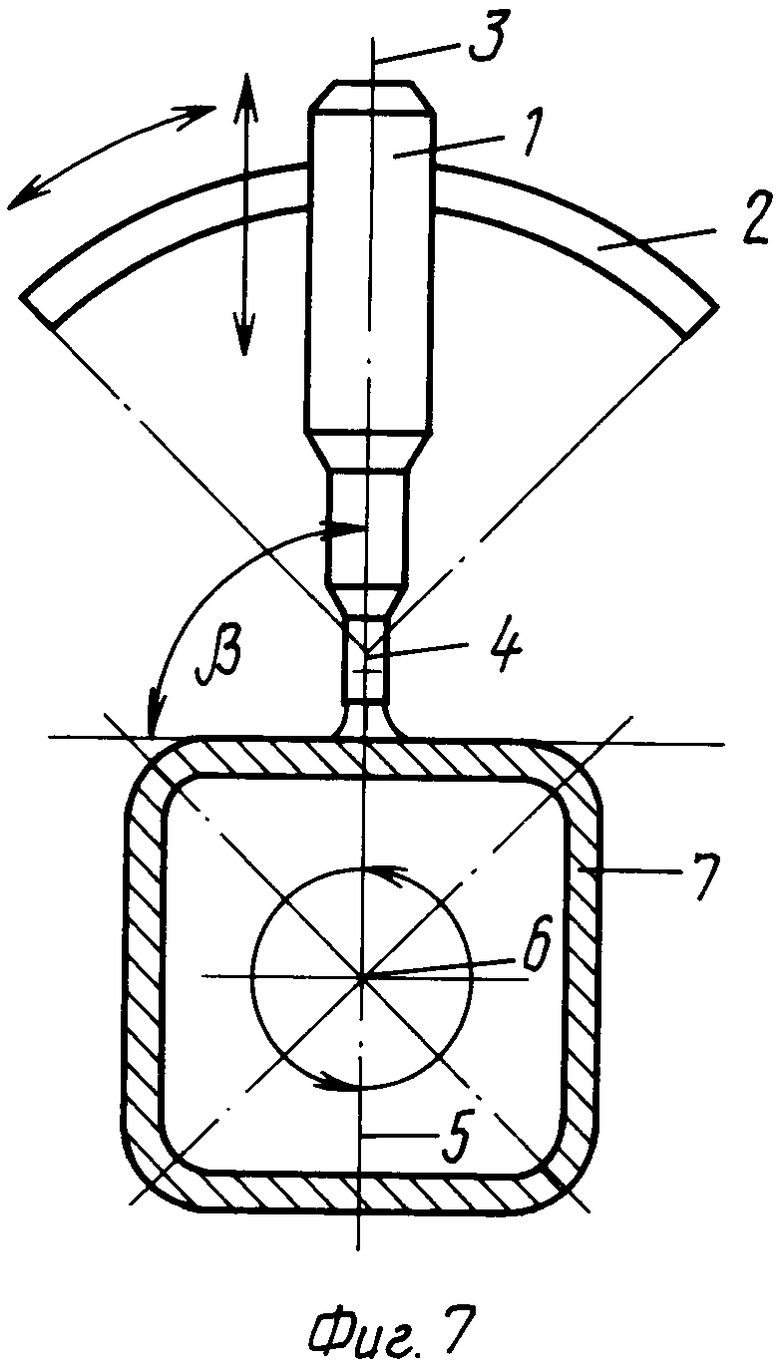
На фиг.3 показано положение сварочной горелки 1 в средней части прямолинейного участка грани трубы 7. Ось сварочной горелки совпадает с нормалью к плоскости свариваемой грани. Сварка на "горизонтальной" плоскости.
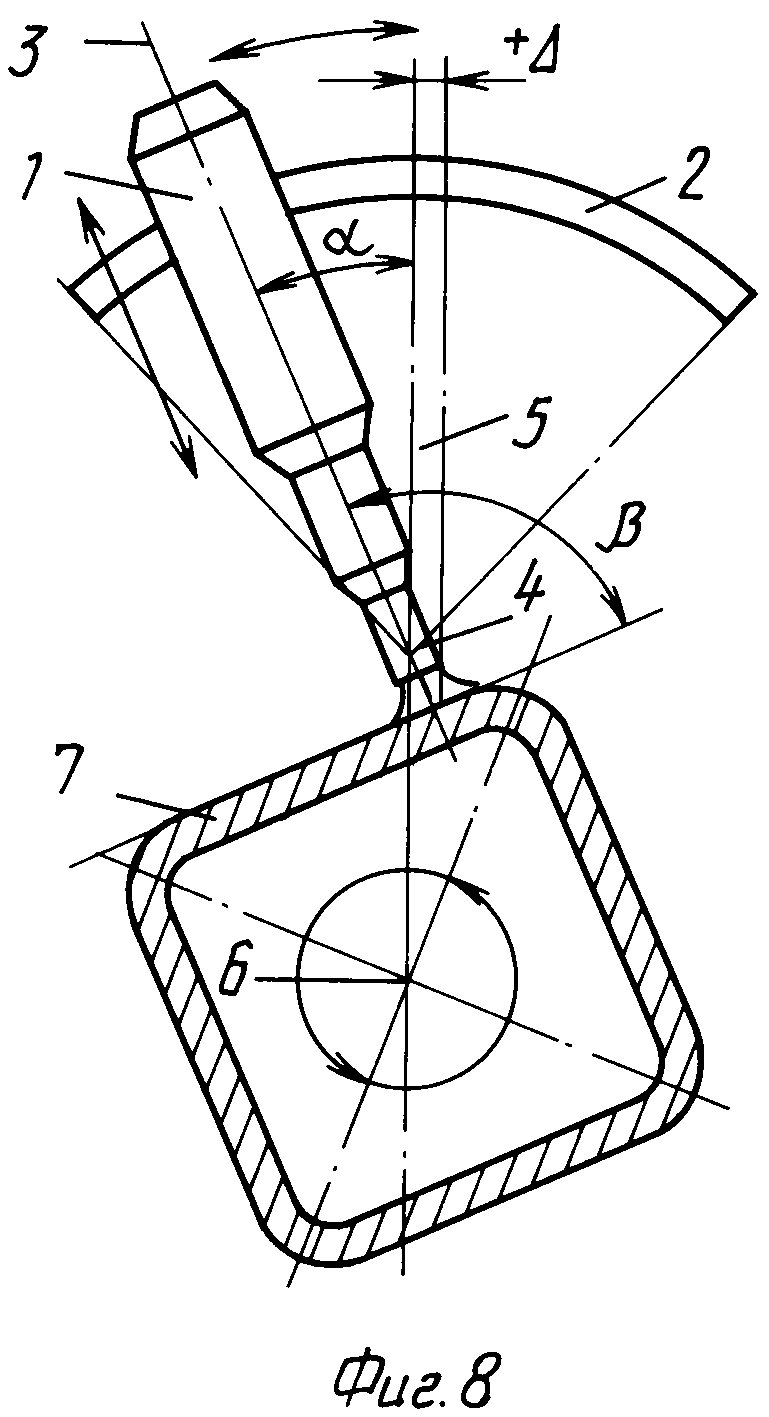
На фиг. 4 показано положение сварочной горелки 1 на прямолинейном участке многоугольного стыка трубы 7 от середины грани до вершины угла, наклон которой относительно горизонтали составляет переменный угол 0-(-45)о. Сварочная горелка совершает угловое перемещение по дуге влево на соответствующий угол α относительно вертикали с последующим возвращением в вертикальное положение. Сварка на "подъем" на наклонной поверхности.
Позиции сварочной горелки 1 и свариваемой трубы 7 (фиг.5-8) аналогичны вышеуказанным на фиг.1-4. Разница заключается в том, что коррекция изменяемого расстояния между сварочной горелкой и свариваемой трубой осуществляется возвратно-поступательным перемещением сварочной горелки 1 вдоль своей оси по направлению радиуса дуги 2.
В этом случае при постоянной скорости вращения трубы 7 обеспечивается компенсирующая корректировка скорости сварки, т.е. при более высокой окружной скорости вблизи вершин углов трубы (фиг.6 и 8) приращения (+ Δ) и (- Δ) точки пересечения оси 3 сварочной горелки 1 с поверхностью трубы 7 стабилизируют скорость сварки.
П р и м е р. Способ опробован на аргонодуговой сварке неплавящимся электродом трубы квадратного сечения из стали ВИС-2. Толщина свариваемой стенки 2 мм. В качестве источника сварочного тока использовался ИСВУ-315.
Пространственная ориентация сварочной горелки относительно стыка обеспечивается устройством, состоящим из механизма линейного перемещения сварочной головки вдоль своей оси и механизма углового наклона оси горелки по направлению радиусов криволинейной направляющей и относительно точки (4).
Вращение трубы осуществляют в стандартном вращателе станка ФП-17.
Лучшие результаты по качеству сварки обеспечиваются по схеме, показанной на фиг.5-8, т.к. возникающая разность линейных скоростей (при постоянной скорости вращения трубы) компенсируется соответствующими смещениями (- Δ) и (+Δ ) точек пересечения оси 3 сварочной горелки 1 с верхней поверхностью стыка трубы 7. Угловой наклон сварочной горелки 1 обеспечивается программируемым перемещением ее по криволинейной направляющей 2.
На участках максимального наклона грани - угол наклона оси сварочной горелки к свариваемой поверхности может несколько отличаться от прямого в сторону его увеличения для компенсации силы тяжести расплава сварочной ванны.
Ориентировочный режим сварки: Ток сварки 60 А Напряжение на дуге 20 В Приведенная окруж- ная скорость сварки 10 м/ч Расход аргона 10 л/мин
При сварке по предлагаемому способу обеспечивается качественное выполнение сварных швов на многогранных трубах автоматизированным процессом с достаточно равномерным формированием швов при отсутствии недопустимых наплывов металла и утонений. Неразрушающим контролем и металлографическими исследованиями установлено высокое качество металла шва.
Предлагаемый способ сварки обладает достаточной универсальностью, не требует сложных устройств по ориентированию поверхностей свариваемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением торцевых многоугольных стыков | 1990 |
|
SU1776515A1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Устройство для автоматической сварки по замкнутому контуру | 1982 |
|
SU1082600A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027567C1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Способ сварки криволинейных стыков | 1986 |
|
SU1518095A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
Использование: энергетическое, химическое и другие отрасли машиностроения для соединения многогранных труб. Сущность изобретения: при сварке поворотного стыка многогранной трубы сварочную горелку постоянно поворачивают в плоскости стыка, сохраняя ее нормальное положение к поверхности трубы в точке сварки, и одновременно перемещают в осевом направлении, поддерживая постоянную длину дугового промежутка. 8 ил.
СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ПОВОРОТНЫХ СТЫКОВ МНОГОГРАННЫХ ТРУБ, при котором горелку устанавливают по нормали к поверхности грани, а в процессе сварки производят поступательные и угловые перемещения горелки в плоксоти стыка, отличающийся тем, что, с целью упрощения процесса перемещений, угловое перемещение горелки производят по дуге окружности, выпуклой в сторону от свариваемой трубы, при этом ось сварочной горелки располагают по радиусу указанной дуги, а центр последней при поступательном перемещении горелки располагают на прямой, проходящей в плоскости стыка и пересекающей ось свариваемой трубы.
| Авторское свидетельство СССР N 1332681, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
