Изобретение относится к сварочному производству и может применяться при сварке неплавящимся электродом торцовых криволинейных стыков, преимущественно гофров.
Целью изобретения является повыщение качества щва путем обеспечения нормаль- ноги положения (за каждый период кате- баний) суммирующего вектора направленности оси дуги к криволинейной поверхности стыка в любой его точке.
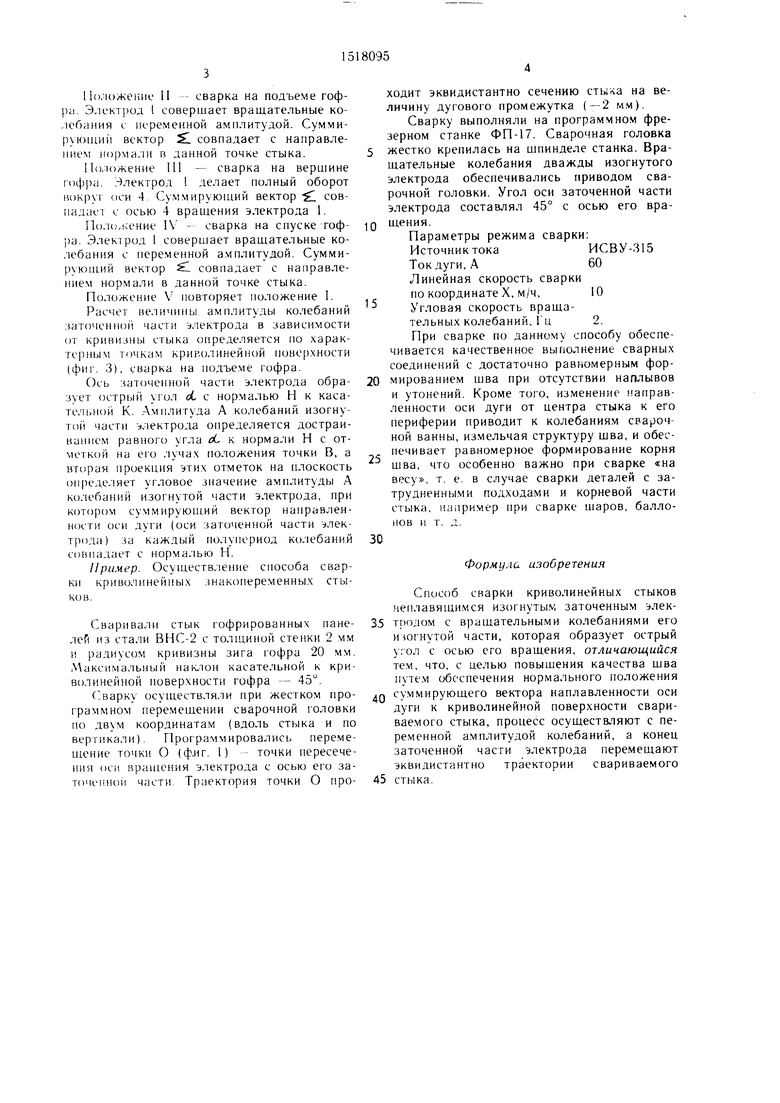
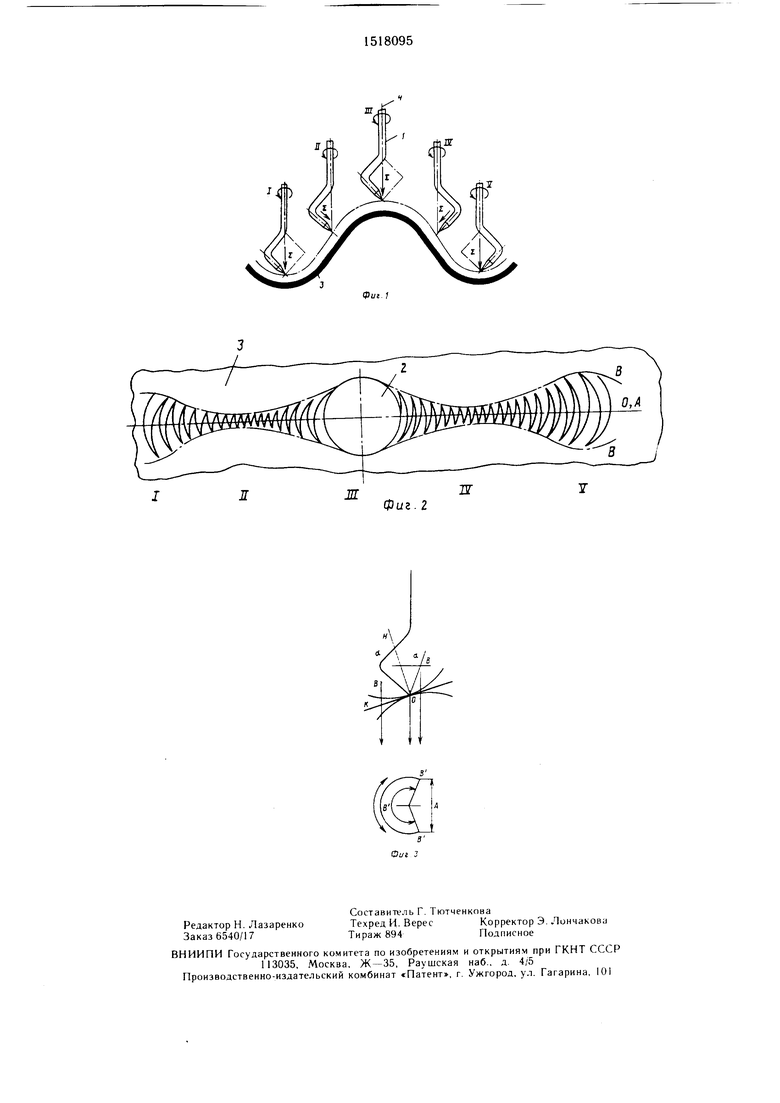
На фиг. 1 изображена схема способа сварки; на фиг. 2 - траектория колебаний элект.рода; на фиг. 3 - методика графического определения амплитуды колебаний.
Неплавящийся электрод 1, закрепленный в головке сварочного автомата (сопло, устройство вращения электрода и механизмы перемещения сварочной головки не показаны), перемещается вдоль стыка 2 гофров 3.
При сварке криволинейных стыков 2 поддерживают нормальное положение заточенного конца неплавящегося электрода I к
криволинейной поверхности гофров 3, так как в этом с.чучае обеспечивается равнодей- ствие всех сил, воздействующих на сварочную ванну и удерживающих ее на криволинейной поверхности. При этом конец заточенной части электрода 1 перемещают эквидистантно траектории свариваемого стыка 2.
Траектория стыка на гофрированной поверхности постоянно меняет величину кривизны и ее знак, поэтому при сварке используется нормальное положение суммирующего вектора 2 направленности оси заточенного конца электрода 1, совершающего вращательные колебания к криволинейной поверхности, что обеспечивается изменением амплитуды колебаний в соответствии с изменением величины кривизны стыка. Амплитуда колебаний электрода изменяется по следующему закону (фи1. 2).
Положение I - сварка во впадине гофра. Электрод 1 делает полный оборот вокруг оси 4. Суммирующий вектор совпадает с осью 4 вращения электрода 1.
сд
00
о со сд
Положение II - сварка на подъеме гофра. Электрод I совершает вращательные колебания с переменной амплитудой. Сумми- руюиип вектор совпадает с направлением норма. ш в данной точке стыка.
Положение III - сварка на вершине гофра. Злектрод I делает полный оборот (округ оси 4. Суммирующий вектор совпадает с осью 4 вращения электрода 1.
По;и),кение IV - сварка на снуске тоф- ра. Электрод I совершает вращательные колебания с переменной амплитудой. Суммирующий вектор 1 совпадает с направлением нормали в данной точке стыка.
Положение V повторяет положение I.
Расчет величины амплитуды колебаний заточенпо части алектрода в зависимости от кривизны стыка определяется по харак- то|)ным точкам криволинейной повер.хности (фиг. 3), сварка на подъеме гофра.
Ось заточенной части (лектрода образует острый угол (L с нормалью Н к касательной К. .Амплитуда А колебаний изогнутой части : лектрода определяется достраиванием равного угла cL к нормали Н с отметкой на ег о луча.х положения точки В, а вторая проекция эти.х отметок на плоскость определяет угловое значение амплитуды А колебаний изогнутой части электрода, при котором суммирующий вектор направленности оси дуги (оси заточенной части электрода) за каждый нолупериод колебаний совпадает с норма.чью Н.
Пример. Осушеств;1ение снособа сварки криволинейных знакопеременных стыков.
(Сваривали стык гофрированных панелей из стали ВНС-2 с толщиной стенки 2 мм и радиусом кривизны зига гофра 20 мм. Л аксимальный наклон касательной к криволинейной новерхности гофра - 45°.
(Кварку осуществляли при жестком программном перемещении сварочной головки но двум координатам (вдоль стыка и по вер гикали). Программировались переме- П1ение точки О (ф.нг. 1) - точки пересечения оси вран1ения электрода с осью его за- точенно части. Траектория точки О проходит эквидистантно сечению стыла на величину дугового промежутка (--2 мм).
Сварку выполняли на программно.м фрезерном станке ФП-17. Сварочная головка жестко крепилась на шпинделе станка. Вращательные колебания дважды изогнутого электрода обеспечивались приводом сварочной головки. Угол оси заточенной части электрода составлял 45° с осью его вра- щения.
Параметры режима сварки: ИсточниктокаИСВУ-315
Ток дуги, А60
Линейная скорость сварки по координате X, м/ч,10
Угловая скорость вращательных колебаний, Гц2.
При сварке по данному способу обеспечивается качественное выполнение сварных соединений с достаточно равномерным фор- мированием щва при отсутствии наплывов и утонений. Кроме того, изменение направленности оси дуги от центра стыка к его периферии приводит к колебаниям сварочной ванны, измельчая структуру шва, и обеспечивает равномерное формирование корня щва, что особенно важно при сварке «на весу, т. е. в случае сварки деталей с затрудненными подходами и корневой части стыка, например при сварке щаров, баллонов и т. д.
Формула изобретения
Способ сварки криволинейных стыков 1еплавящимся изогнуты.м заточенным электродом с вращательными колебаниями его изогнутой части, которая образует острый угол с осью его вращения, отличающийся тем, что, с целью повыщения качества щва путем обеспечения нормального положения
суммирующего вектора наплавленности оси дуги к криволинейной поверхности свариваемого стыка, процесс осуществляют с переменной амплитудой колебаний, а конец заточенной части электрода перемещают эквидистантно траектории свариваемого
стыка.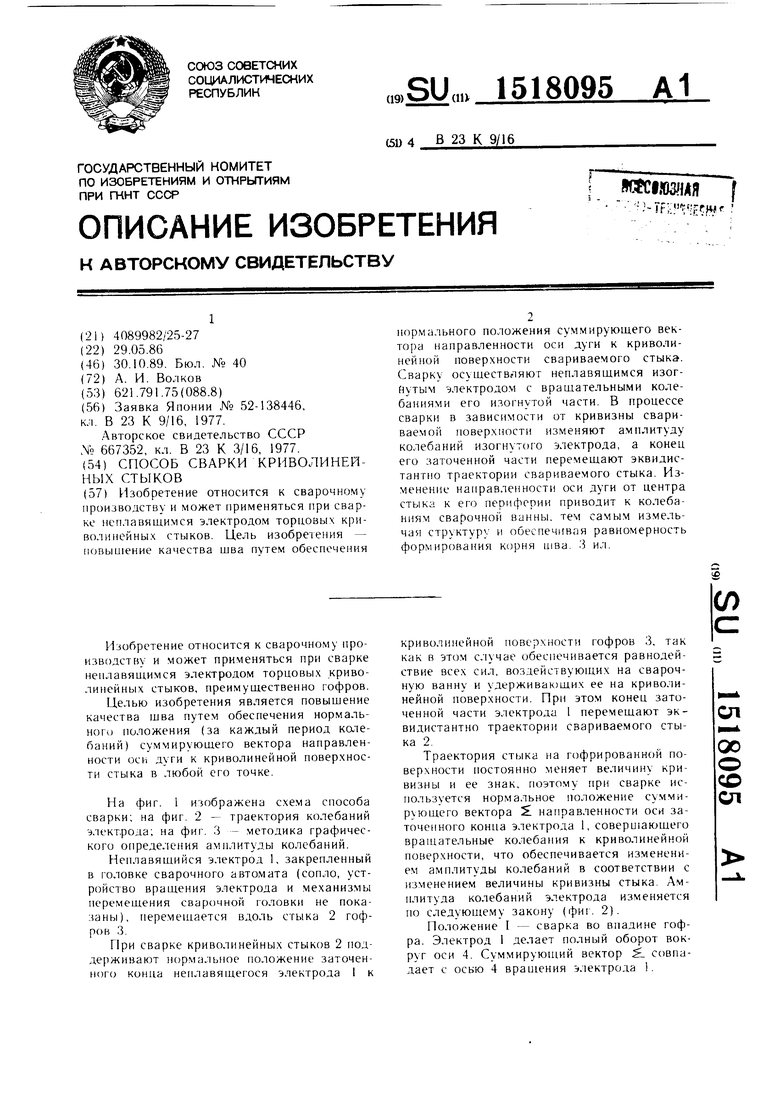
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки больших толщин в узкую разделку | 1971 |
|
SU473576A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| ВСЕСОЮЗНАЯ -- ПАТЕИТНО- »V ТЕХНИЧЕСКАЯ ИБДНОТЕКА | 1969 |
|
SU253268A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| СПОСОБ ОДНОПРОХОДНОЙ ОДНОСТОРОННЕЙ МЕХАНИЗИРОВАННОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1971 |
|
SU415114A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1980 |
|
SU925577A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
Изобретение относится к сварочному производству и может применяться при сварке неплавящимся электродом торцовых криволинейных стыков. Цель изобретения - повышение качества шва путем обеспечения нормального положения суммирующего вектора направленности оси дуги к криволинейной поверхности свариваемого стыка. Сварку осуществляют неплавящимся изогнутым электродом с вращательными колебаниями его изогнутой части. В процессе сварки в зависимости от кривизны свариваемой поверхности изменяют амплитуду колебаний изогнутого электрода, а конец его заточенной части перемещают эквидистантно траектории свариваемого стыка. Изменение направленности оси дуги от центра стыка к его переферии приводит к колебаниям сварочной ванны, тем самым измельчая структуру и обеспечивая равномерность формирования корня шва. 3 ил.
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки неплавящимся электродом | 1977 |
|
SU667352A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
