//
/9
2. Устройство по п. 1, отличающееся тем, что привод перемещений копира выполнен в виде закрепленных на основании симметрично
относительно оси каретки двух пневмоцилиндров,при этом штоки их шарнирно соединены с одной из сторон параллелограма, параллельной вогнутей стороне.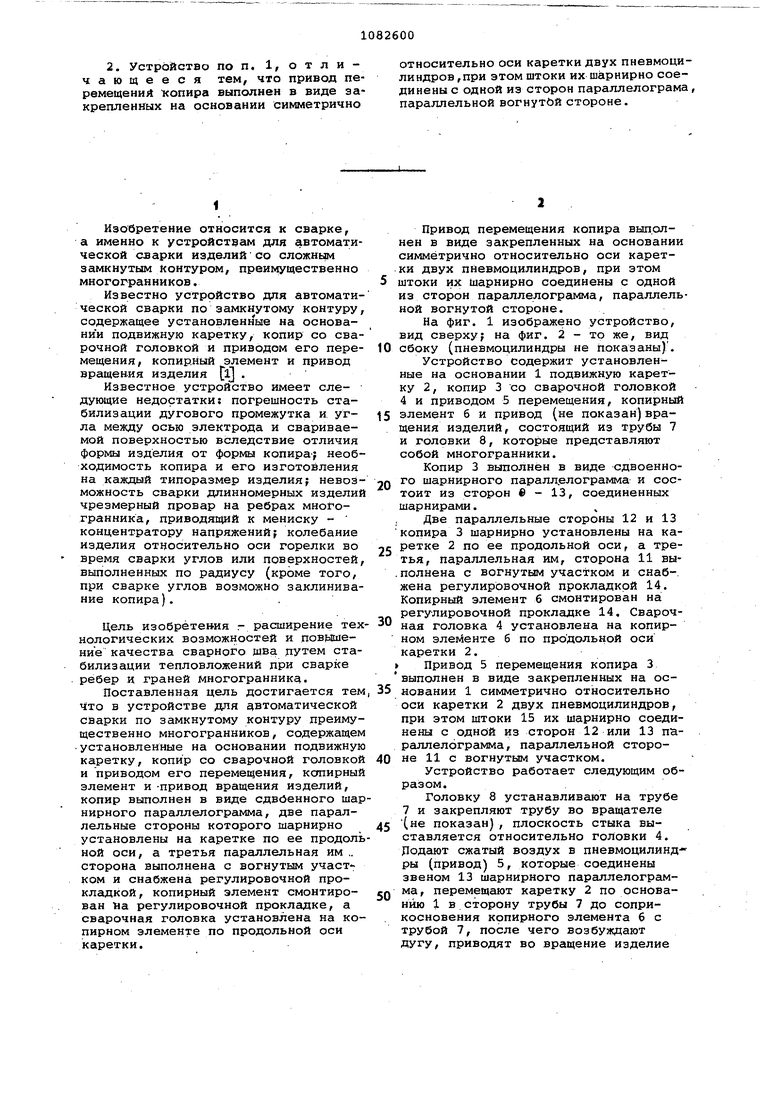
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для сварки | 1981 |
|
SU1002121A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИ ЧЕСКОЙ СВАРКИ ПО ЗАМКНУТОМУ КОНТУРУ преимущественно многогранников, содержащее установленные на -основании подвижную каретку, копир со сварочной головкой и приводом его перемещения, копирный элемент и привод вращения изделия, отличающеес я тем, что, с целью расширения технологических возможностей„и повышения качества сварочного шва путем стабилизации тепловложений при сварке ребер и граней многогранника, копир выполнен в виде сдвоенного шарнирного параллелограмма, две параллельные стороны которого шарнирно установлены на каретке по ее продольной оси, а третья, параллельная им сторона выполнена с вогнутым участком и снабжена регулировочной прокладкой, копирный элемент смонтирован на регулировочной прокладке, а сварочная головка установлена на копирном элементе по продольной оси каретки.«
1
Изобретение относится к сварке, а именно к устройствам для автоматической сварки изделий со сложным замкнутым контуром, преимущественно многогранников.
Известно устройство для автоматической сварки по замкнутому контуру, содержащее установленные на основании подвижную каретку, копир со сварочной головкой и приводом его перемещения, копир.ный элемент и привод вращения изделия
Известное устройство имеет следующие недостатки; погрешность стабилизации дугового промежутка и. угла между осью электрода и свариваемой поверхностью вследствие отличия формы изделия от формы копира-; необходимость копира и его изготовления на каждый типоразмер изделия; невозможность сварки длинномерных изделий чрезмерный провар на ребрах многогранника, приводящий к мениску концентратору напряжений; колебание изделия относительно оси горелки во время сварки углов или поверхностей, выполненных по радиусу (кроме того, при сварке углов возможно заклинивание копира).
Цель изобретения г расширение технологических возможностей и повншение качества сварного шва пУтем стабилизации тепловложений при сварке ребер и граней многогранникс1.
Поставленная цель достигается тем что в устройстве для автоматической сварки по замкнутому контуру преимущественно многогранников, содержащем .установленные на основании подвижную каретку, копир со сварочной головкой и приводом его перемещения, копирный элемент и -привод вращения изделий, копир выполнен в виде сдвйенного шарнирного параллелограмма, две параллельные стороны которого шарнирно установлены на каретке по ее продольной оси, а третья параллельная им .. сторона выполнена с вогнутым участком и снабжена регулировочной прокладкой, копирный элемент смонтирован На регулировочной прокладке, а сварочная головка установлена на копирном элементе по продольной оси каретки.
Привод перемещения копира выполнен в виде закрепленных на основании симметрично относительно оси каретки двух пневмоцилиндров, при этом
штоки их шарнирно соединены с одной из сторон параллелограмма, параллельной вогнутой стороне.
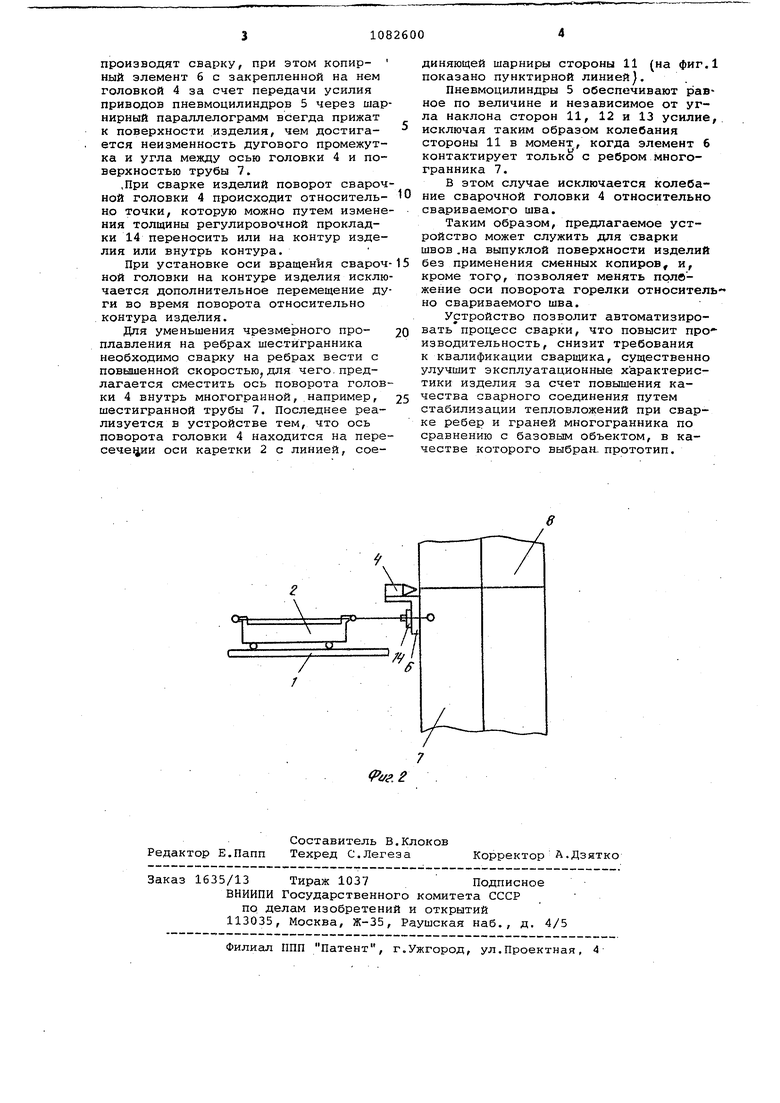
На фиг. 1 изображено устройство, вид сверху; на фиг. 2 - то же, вид
0 сбоку (пневмоцилиндры не Показаны).
Устройство Содержит установленные на основании 1 подвижную каретку 2, копир 3 со сварочной головкой 4 и приводом 5 перемещения, копирный
5 элемент б и привод (не показан)вращения изделий, состоящий из трубы 7 и головки 8, которые представляют собой многогранники.
Копир 3 выполнен в виде сдвоенно0 го шарнирного паралл.елограмма и состоит из сторон в - 13, соединенных шарнирами.,
Две параллельные стороны 12 и 13 копира 3 шарнирно установлены на ка5 ретке 2 по ее продольной оси, а третья, параллельная им, сторона 11 вы.полнена с вогнутым участком и снаб-. жена регулировочной прокладкой 14. Копирный элемент б смонтирован на регулировочной прокладке 14. Свароч ная головка 4 установлена на копирном элементе б по продольной оси каретки 2.
Привод 5 перемещения копира 3 выполнен в виде закрепленных на ос5 новании 1 симметрично относительно оси каретки 2 двух пневмоцилиндров, при этом штоки 15 их шарнирно соединены с ОДНОЙ из сторон 12 или 13 параллелограмма, параллельной сторо0 не 11 с вогнутым участком.
Устройство работает следующим образом.
Головку 8 устанавливают на трубе 7 и закрепляют трубу во вращателе
5 (не показан) , плоскость стыка выставляется относительно головки 4. Додают сжатый воздух в пневмоцилиндры (привод) 5, которые соединены звеном 13 шарнирного параллелограмп ма, перемещают каретку 2 по основанию 1 в сторону трубы 7 до соприкосновения копирного элемента 6 с трубой 7, после чего возбуждают дугу, приводят во вращение изделие
производят сварку, при этом копирный элемент б с закрепленной на нем головкой 4 за счет передачи усилия приводов пневмоцилиндров 5 через шарнирный параллелограмм всегда прижат к поверхности изделия, чем достигается неизменность дугового промежутка и угла между осью головки 4 и поверхностью трубы 7.
,При сварке изделий поворот сварочной головки 4 происходит относительно точки, которую можно путем изменения толщины регулировочной прокладки 14 переносить или на контур изделия или внутрь контура.
При установке оси вращения сварочной головки на контуре изделия исключается дополнительное перемещение дуги во время поворота относительно контура изделия.
Для уменьшения чрезмерного проплавления на ребрах шестигранника необходимо сварку на ребрах вести с повышенной скоростью для чего.предлагается сместить ось поворота головки 4 внутрь многогранной, например, шестигранной трубы 7. Последнее реализуется в устройстве тем, что ось поворота головки 4 находится на пересече1 ии оси каретки 2 с линией, соединяющей шарниры стороны 11 (на фиг. показано пунктирной линией).
Пневмоцилиндры 5 обеспечивают равное по величине и независимое от угла наклона сторон 11, 12 и 13 усилие исключая таким образом колебания стороны 11 в момент, когда элемент б контактирует только с ребром многогранника 7.
В этом случае исключается колебание сварочной головки 4 относительно свариваемого шва.
Таким образом, предлагаемое устройство может служить для сварки швов .на выпуклой поверхности изделий без применения сменных копиров, и, кроме тогр, позволяет менять полвжение оси поворота горелки относительно свариваемого шва.
Устройство позволит автоматизировать процесс сварки, что повысит про изводительность, снизит требования к квалификации сварщика, существенно улучшит эксплуатационные характеристики изделия за счет повышения качества сварного соединения путем стабилизации тепловложений при сварке ребер и граней многогранника по сравнению с базовым объектом, в качестве которого выбран, прототип.
T-J
Jt2.
У
Hz:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической сварки по замкнутому контуру | 1976 |
|
SU640835A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
