Изобретение относится к механической обработке материалов и может быть использовано при изготовлении деталей с линейчатыми поверхностями на станках с ЧПУ.
Наиболее близким к изобретению является способ обработки криволинейных поверхностей, в котором инструмент перемещается по аппроксимирующим участкам винтовых линий. Перемещение инструмента производится в двух взаимно перпендикулярных плоскостях по траекториям, проекции которых на указанные плоскости представляют собой сопряженные дуги окружностей. Радиусы окружностей равны усредненным радиусам кривизны соответствующего участка криволинейной поверхности в проекции на те же плоскости.
Недостатком данного способа является невозможность обработки произвольно ориентированных в трех плоскостях сложных поверхностей с прямолинейными направляющими, так как не обеспечивается разворот в третьей плоскости и любое сопряжение даже двух участков винтовых линий с бесконечным шагом приведет к нарушению реальной прямолинейной направляющей поверхности.
Целью изобретения является расширение технологических возможностей за счет обработки произвольно ориентированных поверхностей с прямолинейными направляющими.
Это достигается тем, что в способе обработки сложных поверхностей деталей, при котором инструменту и обрабатываемой детали сообщают относительное перемещение в двух взаимно перпендикулярных плоскостях по точкам аппроксимации, при этом от точки к точке перемещение осуществляют по траектории, представляющей участки винтовых линий, согласно изобретению инструменту и детали сообщают дополнительное перемещение в третьей плоскости, перпендикулярной первым двум, при этом все перемещения осуществляют из условия пересечения участков винтовых линий. Траекторию перемещения выбирают из условия, чтобы участки винтовых линий имели одинаковые параметры, а проекции их на одну из координатных плоскостей представляли бы пересекающиеся дуги окружностей, а на две другие - пересекающиеся участки синусоид. Число участков винтовых линий определяют из выражения
n ≥  , где L - длина проекции перемещения на плоскость, на которой винтовые участки представляют собой дуги окружностей; R - радиус дуг окружностей; d - допуск на изготовление поверхности.
, где L - длина проекции перемещения на плоскость, на которой винтовые участки представляют собой дуги окружностей; R - радиус дуг окружностей; d - допуск на изготовление поверхности.
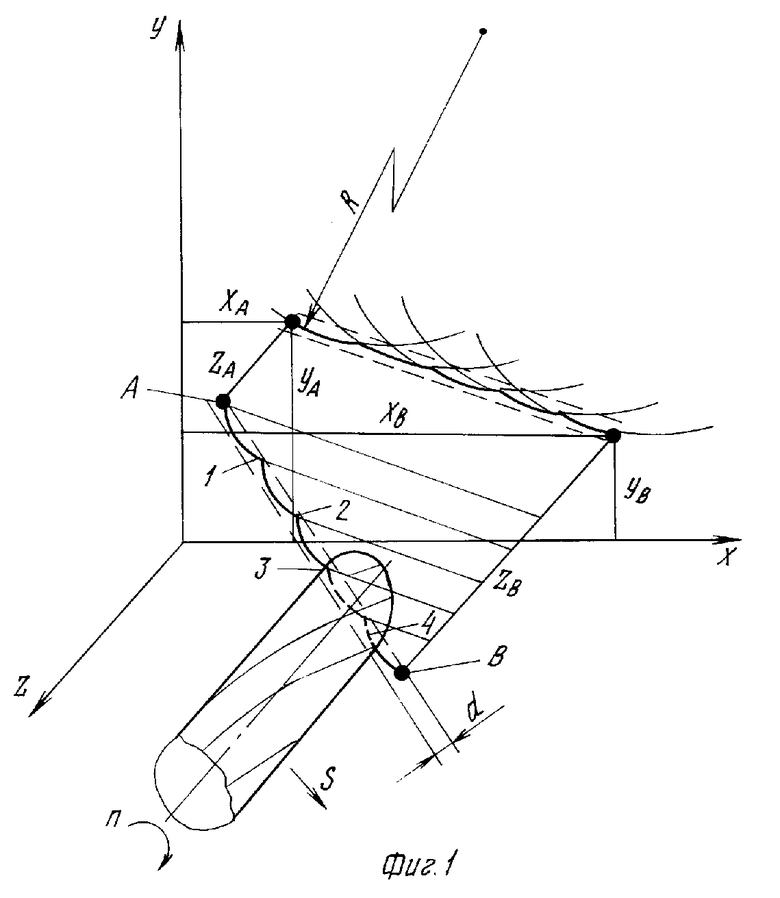
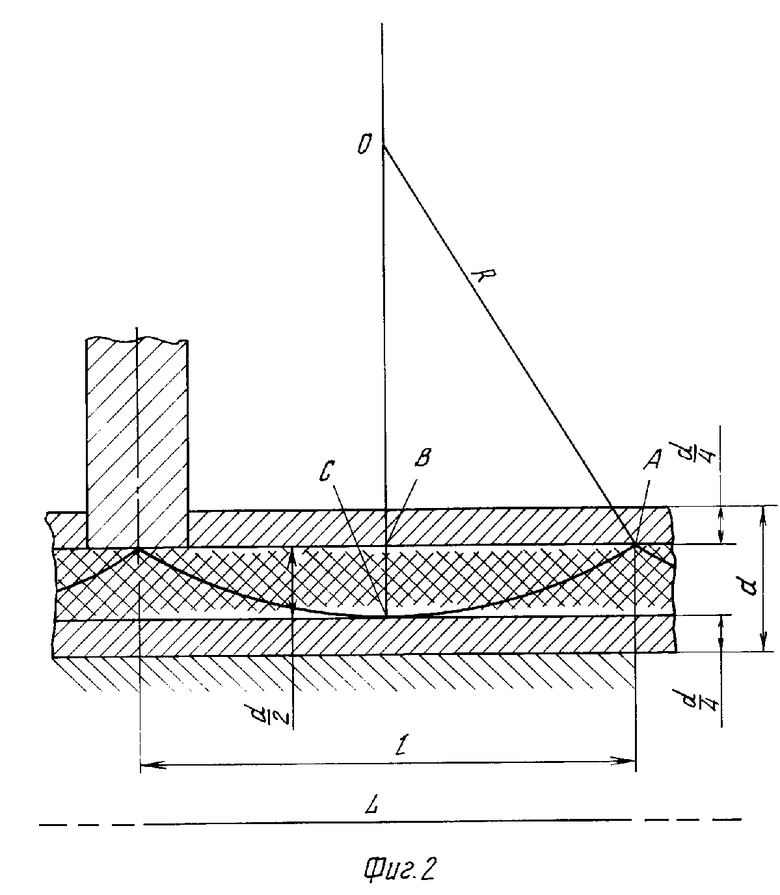
На фиг.1 представлена траектория перемещения фрезы; на фиг.2 - проекция отдельного участка траектории на одну из плоскостей.
Для сокращения расчетов предлагается использовать максимальное значение радиуса окружности, воспринимаемое данным станком с ЧПУ, определяющее фронтальную проекцию винтовых линий. Количество последовательно пересекающихся пространственных винтовых дуг, аппроксимирующих полное перемещение режущего инструмента от начальной точки направляющей до конечной, обратно пропорционально значениям допуска на изготовление данной поверхности и радиуса проекций участков винтовых линий. Для определения этого количества находится длина хорды проекции отдельного участка (фиг.2) на ту координатную плоскость, на которой винтовые участки представляют собой дуги окружностей.
Для гарантии точности обработки целесообразно назначать прогиб участка окружности равным половине поля допуска (d) на обработку поверхности и располагать траекторию фрезы в середине поля допуска.
В этом случае (см. фиг.2) BC = d/2 и AB2 = OA2 - BC2, где AB = l/2 - половина хорды дуги. Иначе: (l/2)2 = R2 - (R-d/2)2, или l2 = 4Rd-d2. Точное значение длины хорды
участка l= .
.
В связи с малостью величины допуска на обработку по сравнению с величиной максимального, отрабатываемого системой ЧПУ, радиуса окружности зависимость упрощается: l=2 . Зная длину проекции полного перемещения на ту же плоскость, определяется минимальное количество участков (см. фиг.1):
. Зная длину проекции полного перемещения на ту же плоскость, определяется минимальное количество участков (см. фиг.1):
n≥  , где L - длина проекции полного перемещения инструмента относительно детали на ту плоскость, на которой винтовые участки представляют собой дуги окружности, мм; R - радиус дуг окружностей; d - допуск на изготовление поверхности.
, где L - длина проекции полного перемещения инструмента относительно детали на ту плоскость, на которой винтовые участки представляют собой дуги окружности, мм; R - радиус дуг окружностей; d - допуск на изготовление поверхности.
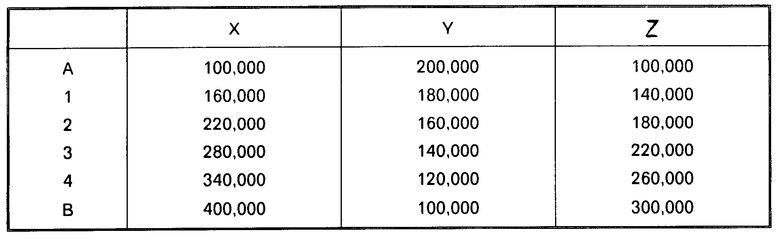
На схеме (фиг.1) представлена траектория пространственного псевдолинейного перемещения фрезы, состоящая из винтовых дуг, иллюстрирующая пример конкретного выполнения: фрезеруется стенка ребра, расположенная на прямой, соединяющей точки А и В с координатами:
A(XA = 100; YA = 200; ZA = 100)
B(XB = 400; YB = 100; ZB = 300)
Обработка производится на станке ИР500 ПМФ4 с системой "Микро-8" фирмы "БОШ", максимальный воспринимаемый радиус окружности СЧПУ - R = 9999,999 мм, допуск формы поверхности - d = 0,15 мм.
Длина проекции прямолинейного перемещения на плоскости ХОУ определяется:
L= =316,228 мм.
=316,228 мм.
Отсюда количество пространственных винтовых пересекающихся участков траектории определяется:
n =  = 4,08
= 4,08
Принимаем количество участков n = 5, округляя с запасом в большую сторону. Затем определяем координаты четырех промежуточных точек пересечений винтовых дуг и сводим в таблицу:
В управляющей программе для станка записываются пять одинаковых кадров, содержащих: ΔХ = 60 мм,Δ Y = -20 мм, ΔZ = 40 мм, R = 9999 мм.
В этом случае максимальная погрешность ребра, изготовленного по заявленному способу, не превзошла 40% от величины поля допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422248C2 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2311264C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОВАЛЬНЫХ ПЛОСКИХ И/ИЛИ ВЫПУКЛЫХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОВОРОТНЫХ КРУГОВ | 1992 |
|
RU2136533C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| КЛИНОВОЙ ФИКСАТОР | 1991 |
|
RU2006689C1 |
Использование: область механической обработки материалов, изготовление деталей с линейчатыми поверхностями на станках с числовым программным управлением. Сущность изобретения: инструменту и детали сообщают относительные перемещения в трех взаимно перпендикулярных плоскостях по точкам аппроксимации. От точки к точке траекторию осуществляют по пересекающимся участкам винтовых линий. Параметры участков винтовых линий одинаковы, а проекции их на одну из плоскостей представляют пересекающиеся дуги окружности, а на две другие - пересекающиеся участки синусоид. Число винтовых участков определяют из приведенного математического выражения. 2 з.п. ф-лы, 2 ил.
n ≥ L/2
где L - длина проекции перемещения на плоскость, на которой винтовые участки представляют собой дуги окружностей;
R - радиус указанных дуг окружностей;
d - допуск на изготовление поверхности.
| Способ обработки криволинейных поверхностей | 1985 |
|
SU1292938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
