Изобретение относится к механической обработке и может быть использовано при обработке криволинейных поверхностей на металлорежущих станках с ЧПУ.
Цель изобретения - повышение точ- ности и чистоты обработки путем получения пространственной траектории движения инструмента и ее первой производной гладкими, без изломов и разрывов, что обеспечивает плавность движения инструмента.
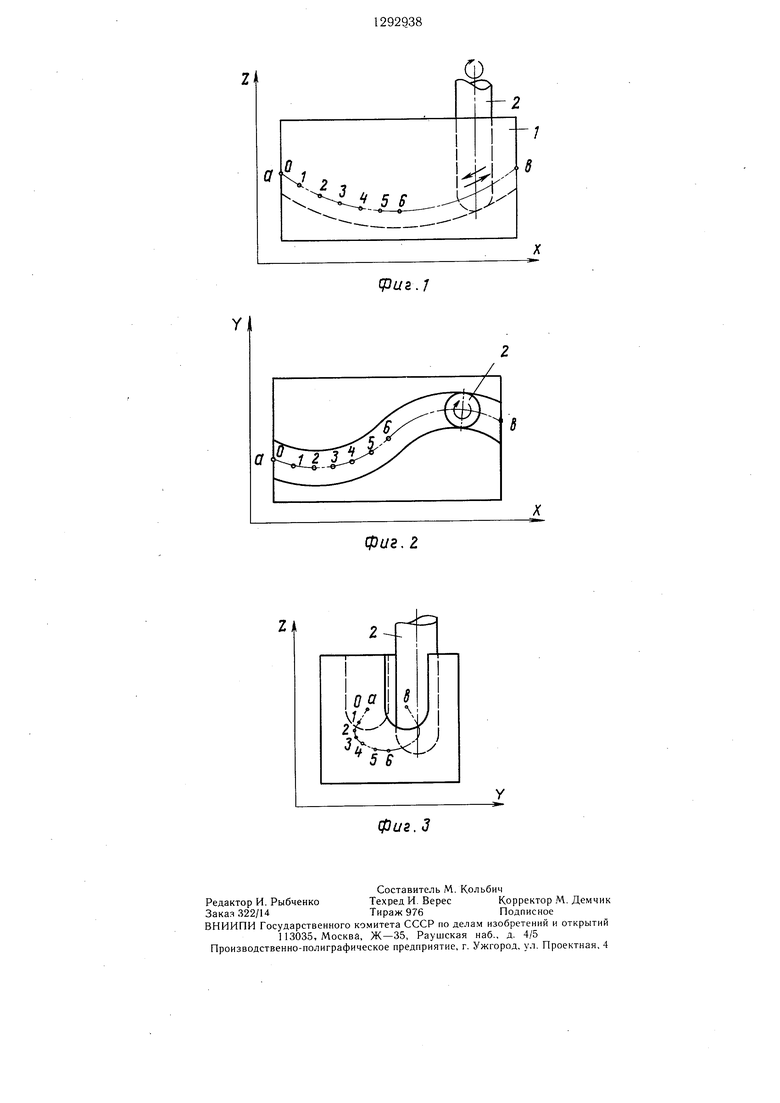
На фиг. 1 представлена схема обработки, проекция на координатную плоскость XZ ; на фиг. 2 - то же, проекция на координатную плоскость ХУ; на фиг. 3 - то же, проекция на координатную плоскость yZ.
Описываемый способ представлен на примере обработки вкладыша шариковой винтовой пары.
Обработку детали 1 осуш.ествляют концевой фрезой 2, заточненной по профилю канала вкладыша. Фрезу 2 перемеш.ают по оси канала as.
Ось канала вкладыша шарико-винтовой пары представляет собой пространственную кривую (кривую двойной кривизны), заданную таблицей координат опорных точек Хл, У„, Ъп где п 0, 1, 2, 3, 4, 5, 6...
Обрабатывают канал ав перемеш,ением инструмента по участкам винтовых линий, набор которых аппроксимирует кривую, заданную таблицей координат опорных точек; от точки О до точки 1 инструмент пере- мещают по участку винтовой линии, проходящей через точки О и 1; от точки 1 до точки 2 инструмент перемещают по участку другой винтовой линии, проходящей через точки 1 и 2; от точки 2 до точки 3 инструмент перемещают по участку третьей винтовой ли- НИИ, проходящей через точки 2 и 3, и т. д.
Все оси винтовых линий параллельны между собой, а упомянутые их участки в проекции на одну из координатных плоскостей (например ХУ) являются дугами окружностей с радиусами, равными усредненным радиусам кривизны соответствующих участков оси ав в проекции на ту же координатную плоскость (см. фиг. 2). Первая окружность имеет радиус, равный усредненному радиусу кривизны проекции участка , оси ав между точками О и 1; вторая окружность имеет радиус, равный усредненному радиусу кривизны проекции участка оси ав между точками 1 и 2, и т. д.
Все дуги окружностей попарно сопряжены и представляют в координатной плоскости ХУ непрерывную гладкую кривую, аппроксимирующую проекцию оси ав (фиг. 2)
Проекция оси ав на другую координатную плоскость (XZ) аппроксимируется ломаной линией, проходящей через точки О, 1,2, 3, 4, 5, 6 ... (см. фиг. 1).
Чтобы проекция оси ав на другую плоскость была тоже не ломаной, а гладкой, кривой, перемещение инструмента осуществляют по участкам винтовых линий, имеющих переменный шаг, но такой, чтобы проекции этих участков на другую координатную плоскость (например XZ) были сопряженными дугами окружностей с радиусами, равными усредненным радиусам кривизны соответствующих участков оси ав в проекции на эту плоскость (см. фиг. 1).
В случае, если кривая ав является плоской кривой, плоскость которой параллельна плоскости ХУ, и ее проекция на другую координатную плоскость XZ является прямой линией, параллельной плоскости ХУ, то винтовые линии, по участкам которых перемещают инструмент, имеют шаг витков, равный нулю, т. е. инструмент перемещают по дугам окружностей винтовых линий с шагом витков, равным нулю.
Формула изобретения
Способ обработки криволинейных поверхностей, при котором инструмент перемещают относительно обрабатываемой поверхности по точкам аппроксимации в двух взаимно перпендикулярных плоскостях, отличающийся тем, что, с целью повышения точности и чистоты обработки, инструмент перемещают от точки к точке по участкам винтовых линий с переменным шагом, проекции которых на вышеуказанные плоскости представляют собой сопряженные дуги окружностей, радиус каждой из которых совпадает с усредненным радиусом кривизны соответствующего участка криволинейной поверхности в проекции на те же плоскости.
93i/s. 7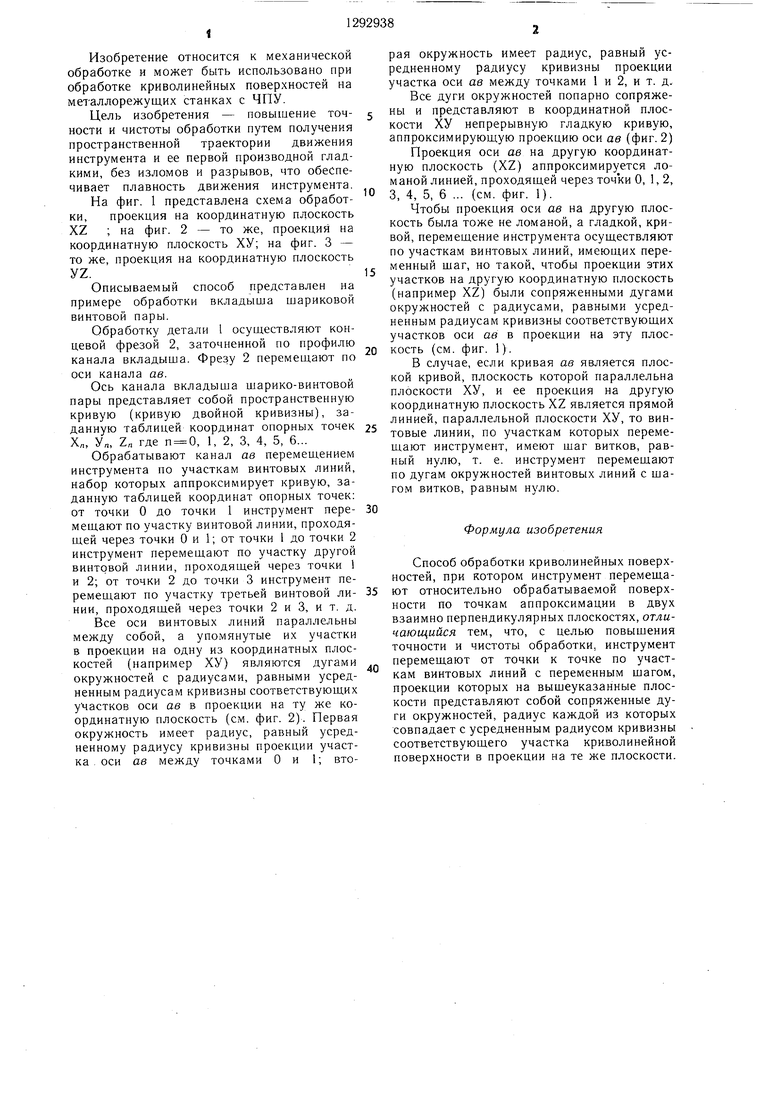
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2023547C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| СПОСОБ НАПРАВЛЕНИЯ СХЕМЫ РАЗМЕЩЕНИЯ ШПУРОВ В КРИВОЛИНЕЙНЫХ ТУННЕЛЯХ, БУРОВАЯ УСТАНОВКА И ПРОГРАММНЫЙ ПРОДУКТ | 2008 |
|
RU2416027C1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2311264C2 |
| ЭКСЦЕНТРИКОВО-ЦИКЛОИДАЛЬНОЕ ЗАЦЕПЛЕНИЕ ЗУБЧАТЫХ ПРОФИЛЕЙ С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 2010 |
|
RU2416748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| ОСЕВОЙ ВЕНТИЛЯТОР | 1999 |
|
RU2208712C2 |
| СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ОТ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2567967C2 |
Изобретение относится к области механической обработки и может быть использовано при обработке криволинейных поверхностей на металлорежущих станках с ЧПУ. Цель изобретения - повышение точности и чистоты обработки. Для достижения этой цели инструмент перемеш,ают ют точки к точке аппроксимации по участкам винтовых линий с переменным шагом. При этом участки винтовых линий в проекции на две взаимно перпендикулярные плоскости, в которых перемеш,ается инструмент, представляют собой сопряженные дуги окружностей, радиус каждой из которых совпадает с усредненным радиусом кривизны соответствующего участка криволинейной поверхности в проекции на те же плоскости. 3 ил. ю ;о to со со 00
a
Составитель М. Кольбич
Редактор И. РыбченкоТехред И. ВересКорректор М. Демчик
Заказ 322/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 2
фиг. 3
| Полухин Н | |||
| П | |||
| и др | |||
| Таблицы для программирования механической обработки криволинейных поверхностей | |||
| Л.: Машиностроение, 1981, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
