Изобретение относится к механической обработке (резание, электроэрозионная обработка и т.п.) и может быть использовано при обработке плоских криволинейных контуров из различных материалов на оборудовании с числовым программным управлением, а также при точении фасонных поверхностей (тел вращения) на токарных станках с числовым программным управлением.
Известен способ обработки криволинейных контуров, при котором фрезерование осуществляют по отрезкам прямых линий, получаемых в результате линейной аппроксимации. При этом все точки аппроксимируемой кривой располагают от прямой, соединяющей конечные точки участка (опорные точки), в пределах заданного допуска (А.А.Спиридонов, В.Б.Федоров «Металлорежущие станки с программным управлением», 1972 г., стр.326, рис.152).
Недостатком указанного способа является невысокая точность обработки криволинейного контура из-за получения огранки на обработанной поверхности.
Известен способ обработки криволинейных контуров плоских деталей инструментом типа фрезы на станках с цифровым программным управлением, в котором с целью повышения точности и чистоты обрабатываемого контура рабочую поверхность фрезы выполняют с таким отклонением от цилиндрической формы, чтобы в средней части образующей рабочей поверхности ее диаметр был меньше диаметра на концах и за каждый кадр аппроксимации фрезе сообщают один ход вдоль ее оси (а.с. №204100, В23С 3/00, 1967 г.).
Недостатком указанного способа обработки является ее неточность, которая обуславливается наличием скоса на боковой обработанной поверхности, образуемого фасонной режущей частью инструмента.
Наиболее близким по технической сущности является способ обработки криволинейных контуров, при котором режущий инструмент перемещают по гладкосопряженным дугам окружностей, проходящим через опорные точки траектории инструмента (М.Т.Константинов «Расчет программ фрезерования на станках с ЧПУ». М.: Машиностроение, 1985 г.).
В указанном способе обработки значение радиуса одной сопрягающей окружности выбирают из определенного диапазона допустимых значений, а радиус другой окружности находят из условия обеспечения гладкости в точках сопряжения с предыдущей и последующей окружностями. Однако несоответствие изменения значений радиусов сопрягаемых окружностей характеру изменения кривизны обрабатываемого контура приводит к нарушению плавности.
Задачей изобретения является повышение точности и качества обработки криволинейных контуров плоских деталей за счет обеспечения плавности обрабатываемого контура.
Для достижения этого технического результата в способе обработки криволинейных контуров плоских деталей на станках с числовым программным управлением, включающем перемещение режущего инструмента по дугам гладкосопряженных окружностей, которые проходят через опорные точки обрабатываемого контура, значения радиусов двух окружностей между двумя опорными точками обрабатываемого контура определяют из условия достижения наименьшей абсолютной величины разности между ними: min |R-r|,
где 
A=(x2-x1)cosα1+(y2-y1)sinα1, B=(x2-x1)cosα2+(y2-y1)sinα2,
c=1-cos(α2-α1),

d - расстояние между первой и второй опорными точками на выделенном участке обрабатываемого контура,
x1, y1 - значения координат первой опорной точки на выделенном участке обрабатываемого контура;
x2, y2 - значения координат второй опорной точки на выделенном участке обрабатываемого контура;
α1 - значение угла, определяющего ориентацию вектора нормали к обрабатываемому контуру в первой опорной точке выделенного участка в сторону первой окружности;
α2 - значения угла, определяющего ориентацию вектора нормали к обрабатываемому контуру во второй опорной точке выделенного участка в сторону центра второй окружности.
При обработке по заявленному способу достигается наибольшая плавность криволинейных контуров плоских деталей и повышается точность воспроизведения их конфигурации.
Заявляемый способ обработки криволинейных контуров иллюстрируется чертежом
где иллюстрируется характер движения фрезы на отдельном участке, ограниченном опорными точками i и (i+1).
Заявляемый способ реализуют в следующей последовательности.
На линейно-аппроксимированном обрабатываемом контуре выделяют участки, ограниченные опорными точками i и (i+1) (чертеж), количество которых определяют из условия обеспечения заданной точности обработки. В опорных точках с номерами i и (i+1) определяют угловые коэффициенты касательных и находят их точку пересечения В (чертеж). Параметры траектории перемещения фрезы на рабочей подаче для каждого выделенного участка находят по вышеприведенным формулам, согласно которым обработку осуществляют по общей касательной с предыдущим участком путем перемещения инструмента по дуге окружности 1 радиуса R. Перемещение инструмента на последующую механическую обработку осуществляют по общей касательной в точке сопряжения М и далее обработку выполняют путем перемещения инструмента по дуге окружности 2 радиуса r вплоть до граничной точки с номером (i+1).
Обработку последующих участков выполняют аналогично.
Величина допуска на обработку контура Δ создает определенную «степень свободы» для формирования конфигурации и характера траектории центра инструмента. Чем больше величина Δ, тем меньше количество аппроксимирующих окружностей.
Сравнительная оценка качества обработки по прототипу и заявляемому способу приводится в таблицах 1 и 2.
В таблице 1 за обрабатываемый контур принята эллиптическая кривая, описываемая уравнением X2/15002+У2/10002=1, для которой рассчитаны координаты опорных точек с номерами 46, 60, 75 и 85. Для прототипа и предлагаемого способа их значения совпадают - содержимое столбцов 1, 2 и 5, 6 в соответствующих строках. В четвертом столбце указывается либо номер опорной точки, либо признак центра окружности «-0» (знак минус указывает на то, что движение инструмента от i-ой опорной точки происходит по часовой стрелке), либо признак рассчитанной точки сопряжения М (т.с.) с указанием соответствующих координат. Содержимое столбцов 1, 2, 5, 6 носит справочный характер. Основными показателями качества обработки являются значения радиусов окружностей (содержимое столбцов 3 и 7), а также значения радиусов кривизны обрабатываемого контура, определяемые методами дифференциальной геометрии; их значения для соответствующих точек указаны в столбце 8.
В прототипе значения радиусов окружностей изменяются не монотонно и их соотношения имеют вид: 1757,28>1307,8<1325,68>949,18<970,18>738,21.
(данные столбца 3 таблицы 1).
В предлагаемом способе значения радиусов окружностей меняются монотонно: 1538,76>1261,76>1130,39>911,53>827,79>716,76.
(данные столбца 7 таблицы 1).
При этом среднее арифметическое радиусов соседних окружностей, разделяемых опорной точкой, близко к значению радиуса кривизны в соответствующей опорной точке. Так для опорной точки 60
(данные столбца 7 таблицы 1):
(1261,26+1130,39)/2=1195,825.
Радиус кривизны номинального контура - 1196,01 (столбец 8),
а для точки 75: (911,53+827,79)/2=869,66.
Радиус кривизны номинального контура - 867,61 (столбец 8).
Это свидетельствует о том, что при использовании линейно-круговых инетерполяторов предлагаемый способ позволяет получить высокую точность обработки. В левой половине табл.2 приведены координаты опорных точек обрабатываемой эллиптической кривой с указанием в них значений радиусов кривизны. В правой половине таблицы 2 для сравнения даны вычисленные значения радиусов гладкосопряженных дуг окружностей, соединяющих опорные точки на соответствующих участках.
Из сопоставительного анализа данных таблицы 2 видно, что для всех участков контура радиус первой окружности R соизмерим с радиусом кривизны в i-ой опорной точке, а радиус второй окружности r приближается к значению радиуса кривизны в (i+1)-ой опорной точке.
Высокоточная обработка может быть достигнута при величине допуска Δ=0. В этом случае дуги окружностей, определяющих конфигурацию обработанного контура, проходят через все опорные точки заданного контура. Объем управляющей информации увеличивается, но существенно возрастает точность обработки, так как на участке между опорными точками i и (i+1) дуги окружностей 1 и 2 приближаются к обрабатываемому контуру 3 (чертеж) и максимальная величина рассогласования δ кривой, определяемой дугами окружностей, с обрабатываемым контуром оказывается примерно в 3,5 раза меньше величины стрелы прогиба ε.
Вывод вышеуказанных формул для расчета параметров обрабатываемого контура осуществляют в следующем порядке.
В общем случае обрабатываемую кривую между соседними опорными точками представляют двумя дугами окружностей с определенными направлениями касательных в опорных точках и с общей касательной в точке сопряжения. Расчетные формулы для определения параметров траектории инструмента определяют в предположении, что длины отрезков касательных на участке между опорными точками i и (i+1) не равны. При этом длинами отрезков касательных являются расстояния от опорных точек до точки их пересечения.
В прототипе показано, что при неравенстве длин отрезков касательных представление кривой между соседними опорными точками в виде двух дуг гладкосопряженных окружностей имеет бесчисленное множество решений. Предположим, что длина отрезка касательной в точке i больше длины отрезка касательной в точке (i+1).
В этом случае радиус первой окружности R будет больше радиуса второй окружности r. При сделанных предположениях в прототипе указана взаимосвязь между двумя значениями радиусов:
в которой коэффициенты А, В, С, d имеют вышеприведенные значения. Введем обозначение: λ=r/R. При сделанных предположениях (R>r) минимальная разность между значениями R и r будет достигнута при максимальном значении λ. Это является необходимым условием достижения наилучшей плавности. Подставляя в числитель λ значение r, дифференцируя по R полученное выражение для λ, приравнивают числитель нулю:
4AR(RC+B)-(2RA-d2)[2(RC+B)+2RC]=0
После соответствующих преобразований получают квадратное уравнение относительно R:
2ACR2-2cd2R-Bd2=0
Из решения этого уравнения:
Учитывая, что диапазон допустимых значений R согласно прототипа определяется условием d2/2A<R<∞, значение второго слагаемого в приведенной формуле имеет знак «плюс».
Если длина отрезка касательной в точке i меньше длины отрезка касательной в точке (i+1 ), то следует принять:
A=(x2-x1)cosα2+(y2-y1)sinα2,
B=(x2-x1)cosα1+(y2-y1)sinα1.
Значения координат центров сопрягающихся окружностей:
Точка сопряжения двух окружностей М будет иметь общую касательную только в том случае, если она принадлежит прямой, проходящей через центры найденных окружностей.
Из чертежа: O1М=R, О2М=r, О1O2=R-r.
По формуле аналитической геометрии (деление отрезка в данном отношении):
xц2=[xц1·r+xм(R-r)]/R
Из этого уравнения определяют абциссу точки сопряжения:
 аналогично
аналогично 
По существу заявляемый способ обработки криволинейных контуров при использовании линейно-круговых интерполяторов является наиболее общим; линейную аппроксимацию, широко используемую в настоящее время, можно рассматривать как его предельный частный случай, если опорную точку рассматривать как окружность бесконечно малого радиуса, а аппроксимирующую прямую - как окружность бесконечно большого радиуса.
Использование заявляемого способа имеет ряд преимуществ:
- возможность выполнения более точной обработки криволинейных контуров;
- улучшение технологических условий обработки, так как отсутствует изменение направления вектора скорости в опорных точках траектории;
- повышение качества обработки вследствие достижения гладкости и наибольшей плавности криволинейного контура;
- создание оптимальных условий для выполнения автоматической коррекции рассчитанных программ по радиусу с учетом износа режущей кромки инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СПОСОБ ОДНОПОЗИЦИОННОГО ОПРЕДЕЛЕНИЯ ПРОСТРАНСТВЕННЫХ КООРДИНАТ ИСТОЧНИКА РАДИОИЗЛУЧЕНИЯ | 2020 |
|
RU2759116C1 |
| КОЛЬЦЕВОЙ ДИФФУЗОР СТАТОРА ЦЕНТРОБЕЖНОГО НАСОСА | 1995 |
|
RU2103560C1 |
| СПОСОБ КОНТРОЛЯ СОПРЯЖЕННОСТИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1987 |
|
SU1839850A1 |
| СПОСОБ ДЛЯ ПРЕДОТВРАЩЕНИЯ СТОЛКНОВЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА С ПРЕПЯТСТВИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2325705C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1999 |
|
RU2169643C1 |
| СПОСОБ УПРАВЛЕНИЯ ЛЕТАТЕЛЬНЫМ АППАРАТОМ | 2018 |
|
RU2700157C1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2358843C2 |
| СПОСОБ ИЗМЕРЕНИЯ УГЛА ПОВОРОТА ВАЛА И КОМПЛЕКТ УСТРОЙСТВ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2779700C1 |
Изобретение относится к области механической обработки на токарных или фрезерных станках с ЧПУ. Способ включает использование линейно-круговых интерполяторов, перемещение режущего инструмента по дугам гладкосопряженных окружностей, которые проходят через опорные точки обрабатываемого контура. Для повышения точности и качества обработки за счет повышения плавности обрабатываемого контура значения радиусов дуг окружностей между соседними опорными точками выбирают из условия наименьшей абсолютной величины разности между ними. 1 ил., 2 табл.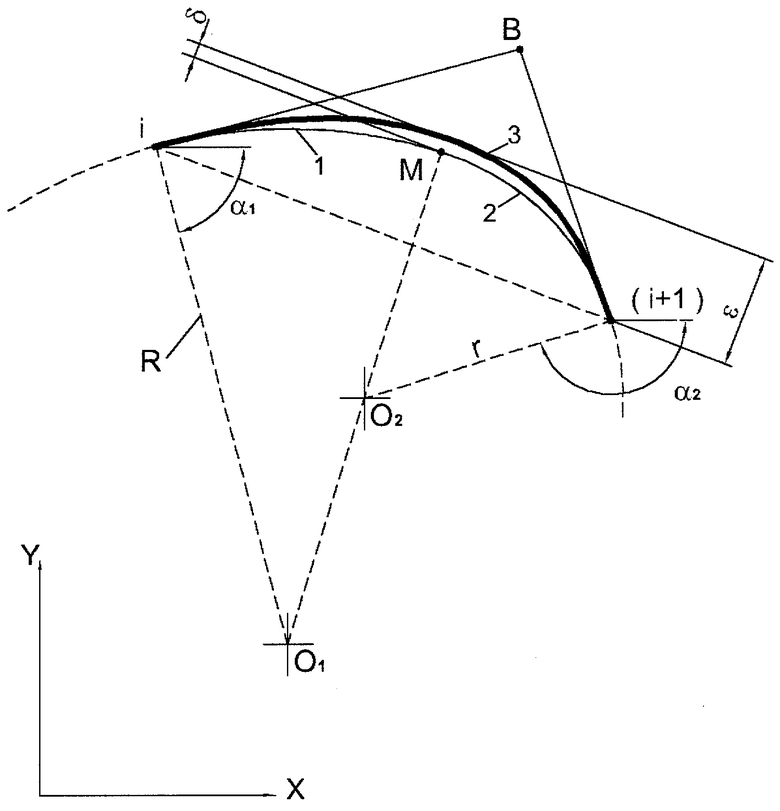
Способ обработки криволинейных контуров плоских деталей на станках с числовым программным управлением с использованием линейно-круговых интерполяторов, включающий перемещение режущего инструмента по дугам гладкосопряженных окружностей, проходящим через опорные точки обрабатываемого контура, отличающийся тем, что радиусы дуг окружностей между соседними опорными точками выбирают из условия наименьшей абсолютной величины разности между ними.
| КОНСТАНТИНОВ М.Т | |||
| «Расчет программ фрезерования на станках с ЧПУ», М., «Машиностроение», 1985, с.20-22, рис.10 | |||
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХДЕТАЛЕЙ | 0 |
|
SU204100A1 |
| Устройство для суперфиниширования | 1979 |
|
SU812538A2 |
| Устройство компенсации помех | 1985 |
|
SU1319286A1 |

