Изобретение относится к области мехами четкой обработки материалов и может быть испогыовано для обработки поверхностным пластическим деформированием (ППД) боковых поверхностей наружных кольцевых канавок
Цель изобретения - расширение технологических возможностей устройства за счет обработки кольцевых канавок малой ширИ Н Ы
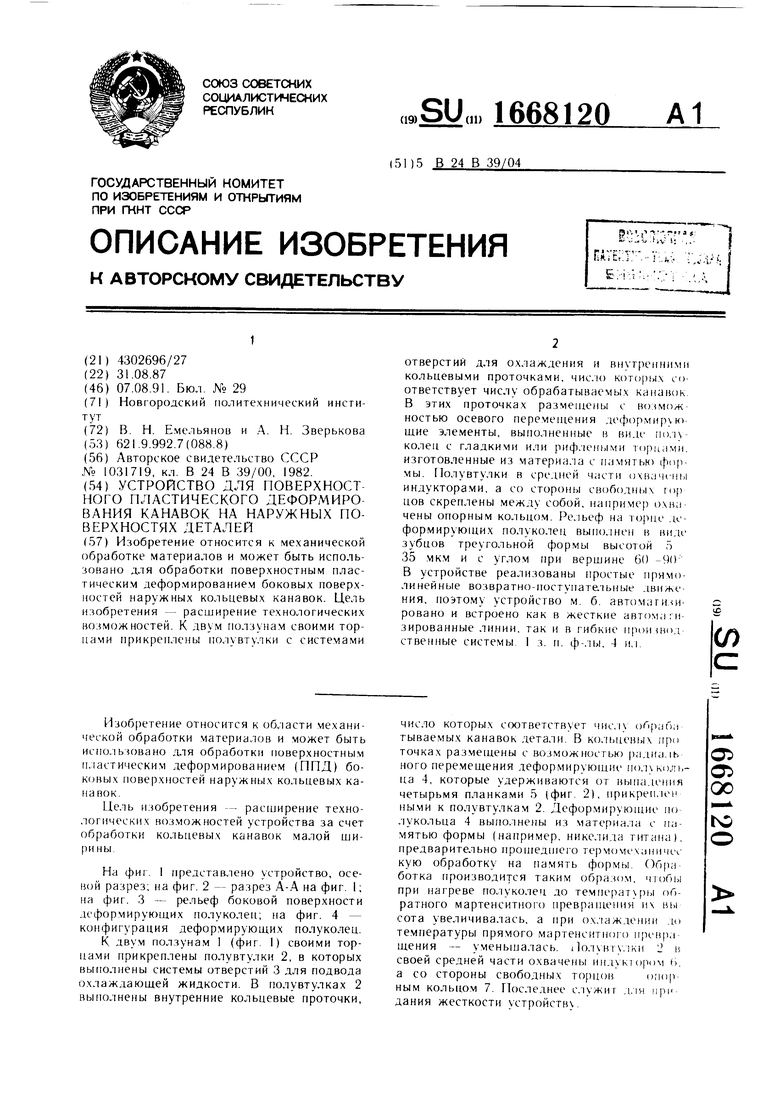
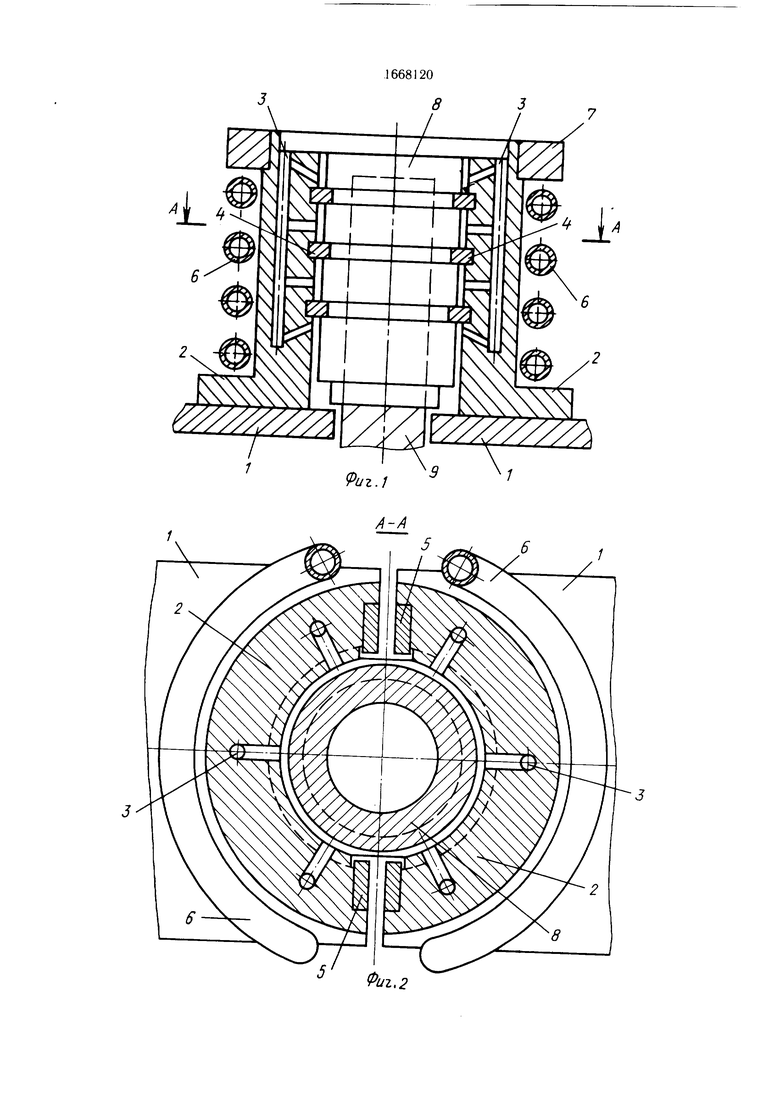
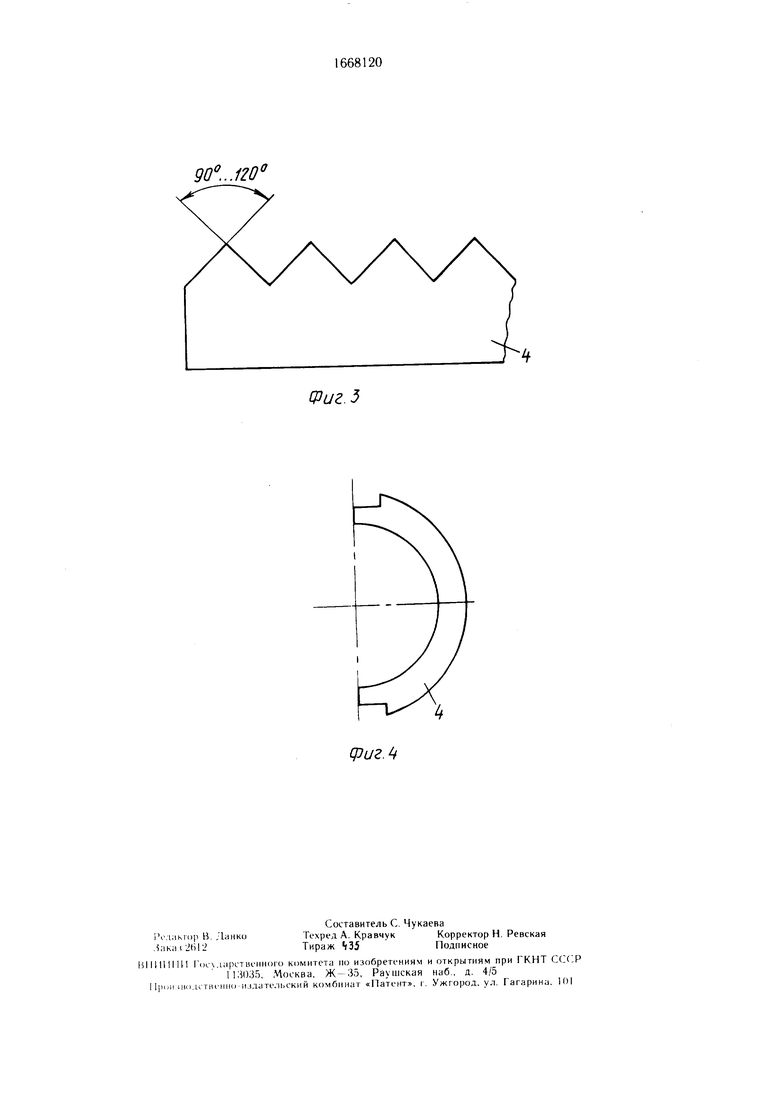
На фиг 1 представлено устройство, осевой разрез, на фиг 2 - разрез А-А на фиг I, на фиг 3 -- рельеф боковой поверхности деформирующих полуколец, на фиг 4 - конфигурация деформирующих полуколец
К двум ползунам 1 (фиг 1) своими торцами прикреплены полувтулки 2, в которых выполнены системы отверстий 3 для подвода охлаждающей жидкости В полувтулках 2 выполнены внутренние кольцевые проточки,
число которых соответствует числ ofipaoa тываемых канавок детали В кольцевых про точках размещены с возможностью pa uta ib ного перемещения теформирующие по.п кольца 4, которые удерживаются от выпа гения четырьмя планками 5 (фиг 2), прикреплен ными к полу втулкам 2 Деформирующие по лукольца 4 выполнены из материала с па мятью формы (например, никели ы титана) предварительно прошедшего термомеханичсс кую обработку на память формы Обра ботка производится таким образом, чтобы при нагреве полуколец до температуры об ратного мартенситното превращения их вы сота увеличивалась, а при охтажтенип и температуры прямого мартенситното превра щения - уменьшалась . 2 в своей средней части охвачены иникгором ( а со стороны свободных торцов опор ным кольцом 7 Последнее с гужи г мн при Дания жесткости устройству
оэ
ОЭ
оо го
Указанные устройства в количестве двух штук монтируются на столе в двух позициях В устройстве, смонтированном в первой позиции, на торцах деформирующих полуколец 4 выполнен рельеф в виде зуб- цов треугольной формы высотой 5-35 мкм и углом при вершине 60-90°. В устройстве, смонтированном во второй позиции, торцы деформирующих полуколец гладкие
Устройство работает следующим обра
том
Обрабатываемая деталь 8 (например, поршень) устанавливается в приспособлении 9 Ползуны 1 вместе с полувтулками 2 и индукторами 6 сближаются, при этом деформирующие полукольца 4 входят в кольцевые канавки обрабатываемой детали до упора их по внутреннему диаметру канавок На полувтулки 2 надевается опорное кольцо 7. По индукторам 6 пропускают ток высокой частоты (ТВЧ) От переменного электромагнитного поля разогреваются полувтулки 2 и деформирующие полукольца 4. Последние при нагреве до температуры обратного мар- тенситного превращения увеличивают свою длину и осуществляют ППД боковых поверхностей кольцевых канавок обработанной 1етали
После осуществления ППД отключают ТВЧ и через отверстия в индукторах 6 и системы отверстий 3 в полувтулках 2 пода- ют охлаждающую жидкость Деформирующие полукольца 4 охлаждаются до температуры прямого мартенситного превращения, уменьшают свою длину и выходят из контакта с боковыми поверхностями кольцевых канавок обработанной детали Снимают опор ное кольцо 7, ползуны I расходятся, деталь 8 снимают с приспособления 9
Деталь 8 обрабатывают в два перехода В 1-й позиции осуществляют формирование рельефа, во 2-й позиции - окончательное ППД боковых поверхностей кольцевых канавок до получения их гладкой поверхности
В случае, если это позволяют особенности конфигурации и размеров кольцевых канавок и обработанной детали в целом, обработка ППД может производиться за один технологический переход с помощью деформирующих полуколец 4 с гладкими торцовыми поверхностями
5
0 5
5
Например, необходимо обработать ППД боковые поверхности канавок под поршневые кольца на поршне автомобиля ВАЗ-2101 (количество канавок 3, ширина канавок 4-0,1 мм). В качестве материала для деформирующих полуколец выбирают титано- никелевый сплав с памятью формы ТН-1, имеющий температуру обратного мартенситного превращения 95-120° и температуру прямого мартенситного превращения 30-80° Оптимальная величина деформации памяти формы сплава ТН-1 составляет 10%
Применение предлагаемого устройства позволяет реализовать обработку ППД боковых поверхностей кольцевых канавок малой ширины, которые другими способами ППД осуществить невозможно При этом повышается качество боковых поверхностей канавок (уменьшается шероховатость, увеличивается твердость, повышается контактная прочность и т. д.).
Конструкция заявленного устройства проста, в ней нет вращающихся элементов, шарниров Поэтому устройство имеет повышенную надежность
Формула изобретения
1 Устройство для поверхностного пластического деформирования канавок на наружных поверхностях деталей, содержащее размещенную в приспособлении охватывающего типа разъемную обсйму с деформирующими элементами,установленными с возможностью радиального перемещения, силовой элемент и элемент зажима детали, отличающееся тем, что, с целью расширения технологических возможностей за счет обработки кольцевых канавок малой ширины, разъемная обойма выполнена в виде цилиндрических полувтулок с рядом кольцевых проточек и системой отверстий под сож, а силовой элемент - в виде охватывающего среднюю часть обоймы индуктора и дополнительного кольцевого зажима, при этом деформирующие элементы выполнены в виде полуколец из материала с памятью формы и размещены в упомянутых кольцевых проточках, а дополнительный кольцевой за жим установлен со стороны свободного конца обоймы с возможностью ее охвата
2. Устройство по п. 1, отличающееся тем, что торцы деформирующих элементов выполнены с микрорельефом
Риг.1
8
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностного пластического деформирования впадин и боковых поверхностей зубчатых профилей | 1988 |
|
SU1538975A1 |
| РОЛИКОВАЯ РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ СЛОЖНОЙ ФОРМЫ | 1990 |
|
RU2014986C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 1990 |
|
RU2023579C1 |
| УСТРОЙСТВО ДЛЯ ЗАВИВКИ КРОМКИ ПОЛОЙ ДЕТАЛИ | 2002 |
|
RU2214878C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2090343C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2314186C2 |
| Пластический амортизатор | 1986 |
|
SU1442742A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
Изобретение относится к механической обработке материалов и может быть использовано для обработки поверхностным пластическим деформированием боковых поверхностей наружных кольцевых канавок. Цель изобретения - расширение технологических возможностей. К двум ползунам своими торцами прикреплены полувтулки с системами отверстий для охлаждения и внутренними кольцевыми проточками, число которых соответствует числу обрабатываемых канавок. В этих проточках размещены с возможностью осевого перемещения деформирующие элементы, выполненные в виде полуколец с гладкими или рифлеными торцами, изготовленные из материала с памятью формы. Полувтулки в средней части охвачены индукторами, а со стороны свободных торцов скреплены между собой, например охвачены опорным кольцом. Рельеф на торце деформирующих полуколец выполнен в виде зубцов треугольной формы высотой 5 - 35 мкм и с углом при вершине 60 - 90°. В устройстве реализованы простые прямолинейные возвратно-поступательные движения, поэтому устройство м.б. автоматизировано и встроено как в жесткие автоматизированные линии, так и в гибкие производственные системы. 1 з.п.ф-лы, 4 ил.
Фиг .2
9Q°...12Q(
(Риг J
(риг. i
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
