Изобретение относится к машиностроению, а именно к средствам активного контроля размеров в процессе механической обработки, и может быть использовано преимущественно слоя активного контроля деталей с малыми номинальными диаметрами.
Известно устройство активного контроля диаметров деталей, содержащее корпус, измерительные рычаги и преобразователь перемещений (средства контроля, управления и измерения линейных и угловых размеров в машиностроении. Отраслевой стандарт. М.: ВНИИТЕМР 1990, с. 5, устройство БВ-4270).
Недостатком известного устройства является большие измерительные усилия и габариты, не позволяющие производить контроль деталей с диаметрами 3...6 мм.
Известно устройство активного контроля диаметров деталей, содержащее корпус, измерительные рычаги и преобразователь перемещений, при этом измерительные рычаги двуплечие, установлены на опорах вращения, одни концы которых снабжены измерительными наконечниками, а другие - с преобразователем перемещения.
(Авт. св. N 504635, кл. B 24 В 49/00, 1976).
Недостатком устройства является невысокие точность контроля и надежность устройства, обусловленные трением и износом в опорах качения рычагов и большим измерительным усилием в связи с использованием контактного преобразователя перемещения.
Наиболее близким к изобретению является устройство активного контроля диаметров деталей [1] , содержащее корпус, измерительные рычаги, закрепленные на плоских пружинах, измерительные наконечники, установленные на измерительных рычагах, и преобразователь перемещений, связанный с электронным блоком, при этом измерительные рычаги и плоские пружины рычагов расположены в параллельных плоскостях, равноудаленных от плоскости расположения преобразователя перемещений.
Недостатком известного устройства является невысокая точность измерения деталей небольшого диаметра.
Цель изобретения - повышение точности контроля деталей малых диаметров.
Это достигается тем, что в известном устройстве, содержащем корпус, верхний и нижний измерительные рычаги, закрепленные на плоских пружинах, измерительные наконечники, установленные на измерительных рычагах, и преобразователь перемещений, связанный с электронным блоком, оси измерительных рычагов, плоских пружин и преобразователя перемещений расположены в одной плоскости, совпадающей с плоскостью размещения осей измерительных наконечников (плоскостью измерения), при этом преобразователь перемещения выполнен в виде бесконтактного импульсного датчика, статор которого через механизм юстировки закреплен на верхнем измерительном рычаге, а якорь - на нижнем измерительном рычаге.
Измерительные наконечники выполнены в виде цилиндрических роликов, установленных на рычагах в одной плоскости параллельно друг другу. Верхний измерительный рычаг выполнен составным и содержит суппорт с направляющими для установки величины контролируемого размера диаметра. Электронный блок содержит усилитель-преобразователь, к входу которого подсоединен преобразователь перемещения; компаратор первый вход которого соединен с выходом усилителя-преобразователя, а второй вход - с выходом задатчика припуска; конденсатор, одна обкладка которого соединена с выходом усилителя-преобразователя, а другая - с входами пиковых детекторов; дифференциальный усилитель, первый вход которого соединен с выходом детектора положительного значения, а второй вход - с выходом детектора отрицательного значения; переключатель, первый вывод которого соединен с выходом усилителя-преобразователя, второй вывод - с входом аналого-цифрового преобразователя (АЦП); последовательно соединенные датчик отметки и формирователь импульсов, выход которого соединен с входом АЦП; индикатор, соединенный с шиной "Данные" и выходом "Готовность" АЦП.
Усилитель-преобразователь содержит мост переменного тока, усилитель, амплитудный фазочувствительный детектор, фильтр, генератор, операционный усилитель, задатчик нуля.
Такое выполнение устройства исключает возникновение закручивающих моментов на измерительных рычагах при измерении исключаются люфты и трение в измерительной системе, что позволяет производить измерение с малыми измерительными усилиями. Кроме того, измерение диаметра производится при одном и том же угловом положении контролируемой детали. Это повышает точность измерения деталей малых диаметров.
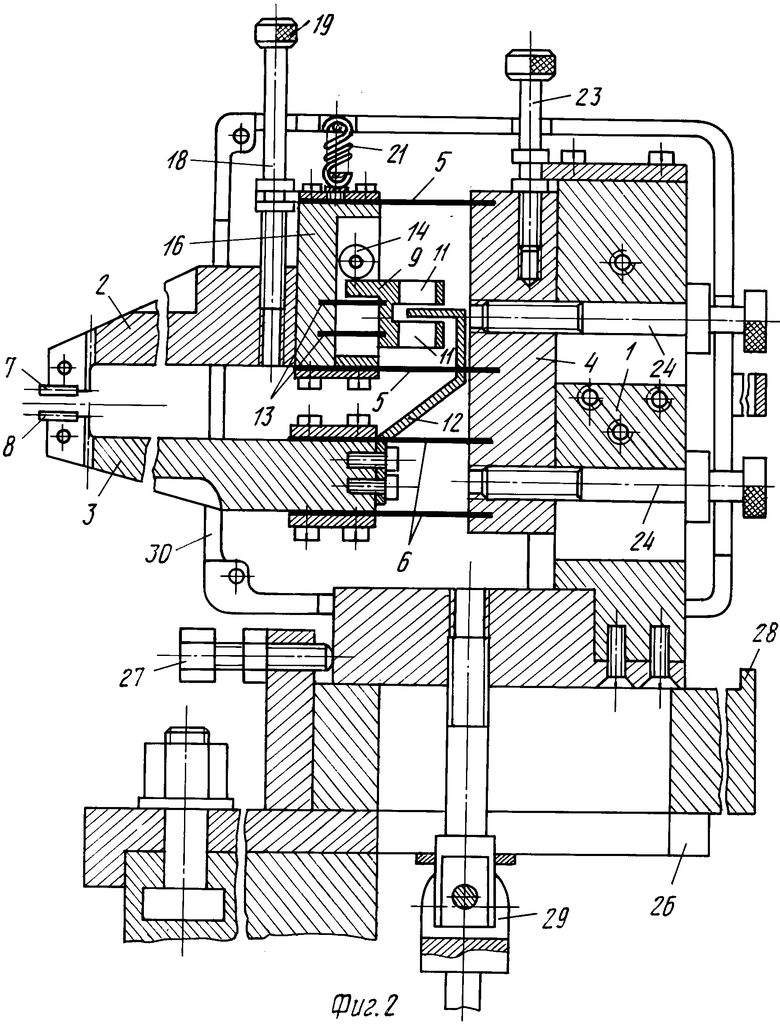
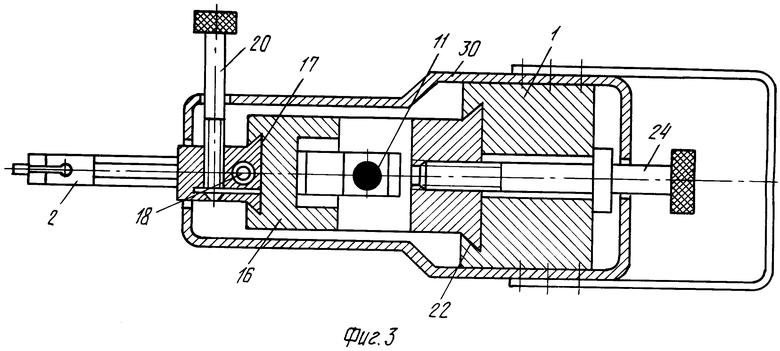
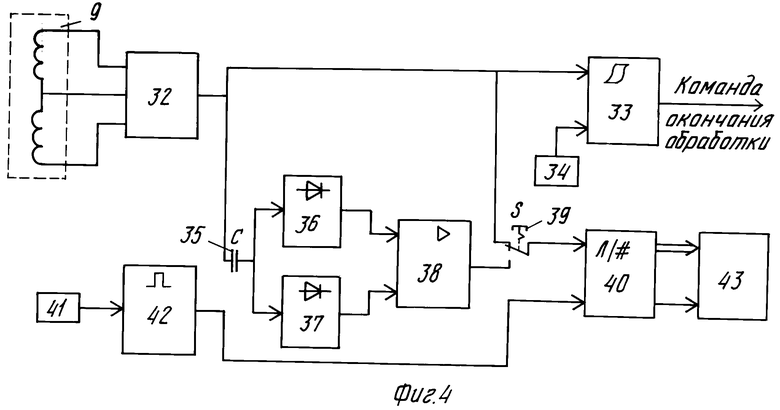
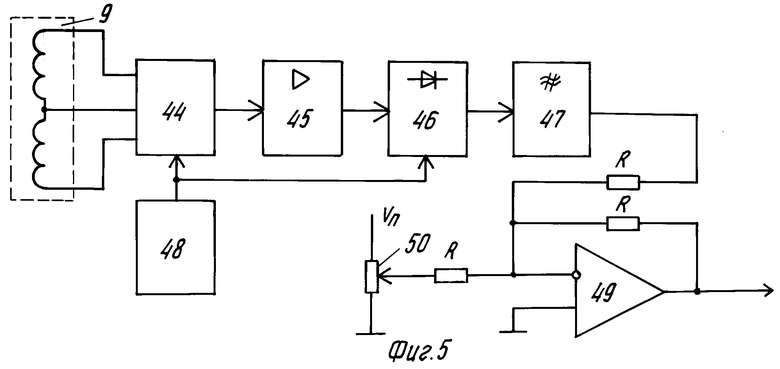
На фиг. 1 показана кинематическая схема устройства; на фиг. 2 - конструктивное выполнение варианта устройства; на фиг. 3 - то же, план; на фиг. 4 - структурная схема электронного блока; на фиг. 5 - структурная схема усилителя-преобразователя.
Устройство активного контроля диаметров деталей содержит корпус 1, верхний 2 и нижний 3 измерительные рычаги, закрепленные на каретке 4 корпуса 1 при помощи плоских пружин 5 и 6, измерительные наконечники 7 и 8, установленные на измерительных рычагах 2 и 3, преобразователь 9, снабженный механизмом 10 юстировки, выполненный в виде индуктивного датчика, статор 11 которого через механизм юстировки связан с верхним измерительным рычагом 2, а якорь 12 - с нижним измерительным рычагом 3.
Механизм 10 юстировки содержит плоские пружины 13 и эксцентрик 14 с маховичком 15. Измерительные рычаги 2 и 3, оси плоских пружин 5 и 6 и преобразователя 9 перемещения расположены в одной плоскости, совпадающей с плоскостью размещения измерительных наконечников 7 и 8 (плоскостью измерения).
Верхний измерительный рычаг 2 для обеспечения установки величины контролируемого диаметра и измерительного усилия выполнен составным и содержит суппорт 16 с направляющей 17, связанные ходовым винтом 18 с маховичком 19, при этом рычаг 2 имеет стопорный винт 20 (фиг. 3). Пружина 21 уравновешивает вес рычага 2. Каретка 4 и корпус 1 связаны направляющими 22 и ходовым винтом 23 для юстировки рычагов 2 и 3 относительно оси контролируемой детали.
Для фиксирования положения каретки 4 относительно корпуса 1 предусмотрены винты 24. Для обеспечения подвода устройства в позицию измерения или позицию замены детали корпус 1 установлен на направляющих 25 основания 26, основания 26, снабженного регулируемым 27 и нерегулируемым 28 упорами и эксцентриковым зажимом 29. Устройство закрыто кожухом 30. Основание 26 закрепляется на направляющей шлифовального станка.
Преобразователь 9 перемещения соединен с электронным блоком 31, содержащим усилитель-преобразователь 32 (фиг. 1, 4 и 5), к входу которого и присоединен преобразователь 9 перемещения; компаратор 33, первый вход которого соединен с выходом усилителя-преобразователя 32, а второй вход - с выходом задатчика 34 припуска; конденсатор 35, одна обкладка которого соединена с выходом усилителя-преобразователя 32, а другая - с входами пиковых детекторов 36 и 37; дифференциальный усилитель 38, первый вход которого соединен с выходом детектора 36 положительного значения, а второй вход - с выходом детектора 37 отрицательного значения; переключатель 39, первый вывод которого соединен с выходом усилителя-преобразователя 32, второй вывод - с выходом дифференциального усилителя 38, а общий вывод - с входами аналого-цифрового преобразователя (АЦП) 40; использовано соединенные датчик отметки 41 (устанавливается на шпинделе станка) и формирователь 42 сигналов, выход которого соединен с входом АЦП 40; индикатор 43, соединенный с шиной "Данные" и выходом "Готовность" АЦП 40.
Усилитель-преобразователь 32 содержит мост переменного тока 44 (фиг. 5), усилитель 45, амплитудный фазочувствительный детектор 46, фильтр 47, генератор 48, операционный усилитель 49, задатчик 50 нуля.
Устройство работает следующим образом.
При помощи винта 18 по нониусу (на чертеже не показан) устанавливают номинальный контролируемый размер, перемещая верхний устанавливают номинальный контролируемый размер, перемещая верхний рычаг 2 относительно суппорта 16, при этом относительное расположение суппорта 16, статора 11 и якоря 12 индуктивного датчика не изменяются. Между измерительными наконечниками 7 и 8 рычагов 2 и 3 устанавливается при этом расстояние, меньшее номинального контролируемого размера на величину натяга, обеспечивающего необходимое измерительное усилие от упругой деформации плоских пружин 5 и 6. Положение рычага 2 фиксируется при помощи винта 20. Затем при помощи винта 23 по нониусу (на чертеже не показан) производят юстировку устройства относительно оси контролируемой детали в вертикальном направлении, перемещая каретку 4 относительно корпуса 1. Установленное положение фиксируют винтами 24.
Сдвигая устройство в поперечном направлении до упора 28 по направляющим 25 основания 26 устанавливают на станок эталонную деталь, подводят устройство до упора 27 и путем регулировки его положения вводят измерительные наконечники 7 и 8 в контакт с эталонной деталью. Положение устройства в поперечном направлении фиксируют эксцентриковым зажимом 29. Включают электронный блок 31 и производят юстировку бесконтактного индуктивного датчика 9 (статора 11) относительно якоря 12 до уравновешивания плеч статора 11 по индикатору 43 электронного блока 31 при помощи эксцентрика 14, связанного с маховичком 15. При этом статор 11 датчика, подвешенный на плоских пружинах 13, изменяет свое расположение относительно суппорта 16 верхнего рычага 2 и относительно якоря 12, жестко связанного с нижним рычагом 3. Устанавливается "ноль" измерительного устройства. На этом наладка и подготовка измерительного устройства к работе заканчивается.
При измерениях устройство перемещается только в поперечном направлении от упора 27 к упору 28 для снятия детали и установки заготовки. В процессе обработки детали при измерении устройство фиксируют зажимом 29. В процессе обработки диаметр детали уменьшается, измерительные наконечники 7 и 8 сближаются, изменяя относительное расположение статора 11 и якоря 12 индуктивного датчика, который вырабатывает электрический сигнал, пропорциональный отклонениями измерительных щупа наконечников 7 и 8 от нулевого положения. На индикаторе 43 электронного блока 31 высвечивается текущее значение отклонения диаметра заготовки от размера эталонной детали, т. е. текущее значение припуска на обработку, при этом переключатель 39 устанавливается в положение измерения припуска на обработку.
Устройство осуществляет непрерывный контроль за текущим значением припуска в процессе обработки. Когда диаметр детали становится равным диаметру эталона, индикатор 43 показывает "ноль" и подается команда на отключение подачи станка, которая формируется на выходе компаратора 33.
Электронный блок работает следующим образом. Выходной сигнал от преобразователя перемещения 9 через усилитель-преобразователь 32 поступает на вход компаратора 33 и при достижении уровня сигнала, равного величине сигнала от задатчика 34 (задатчик уровня номинального размера детали), на выходе компаратора 33 появляется логический сигнал о достижении установленного размера обрабатываемой детали.
Кроме того, в процессе обработки на вход АЦП 40 поступает сигнал, соответствующий текущему значению припуска на обработку. При этом на вход "преобразование" АЦП 40 поступает сигнал разрешения измерения от датчика 41 отметки, установленного на шпинделе станка, через формирователь сигналов 42. Подача такой команды на измерение дает возможность производить измерение текущей величины припуска в заданном угловом положении обрабатываемой детали. Ориентирование углового положения датчика отметки относительно линии взаимодействия измерительных наконечников 7 и 8 и обрабатываемой детали обеспечивает измерение величины сигнала от усилителя-преобразователя 32 в момент, соответствующий определенному угловому положению контролируемой детали. Это позволяет снизить погрешность измерения, обусловленную отклонением формы обрабатываемой детали.
Кроме того, устройство обеспечивает измерение погрешности формы (отклонение от круглости) детали. В этом режиме переключатель 39 устанавливается в положение "погрешность формы". Сигнал от усилителя-преобразователя 32 через разделительный конденсатор 35 поступает на пиковые детекторы 36 и 37. При этом пиковый детектор 3 измеряет положительные амплитудные значения переменной составляющей, а пиковый детектор 37 - отрицательные амплитудные значения переменной составляющей сигнала, определяющиеся отклонением формы детали. Измеренные положительная и отрицательная величины амплитуд переменной составляющей сигнала подаются с выходов пиковых детекторов 36 и 37 на входы дифференциального усилителя 38, который осуществляет их алгебраическое сложение. Выходной сигнал дифференциального усилителя 38, соответствующий погрешности формы, подается через переключатель 39 на вход АЦП 40, а затем индицируется на индикаторе 43.
Установка рычагов 2 и 3, плоских пружин 5 и 6 и преобразователя перемещения 9 в одной плоскости, совпадающей с плоскостью установки измерительных наконечников 7 и 8 (плоскость измерения) исключает возникновение сил, способствующих перекосу или закручиванию измерительных рычагов 2 и 3, использование бесконтактного индуктивного датчика и плоских пружин для подвески измерительных рычагов исключает возникновение сил трения в системе. Это обеспечивает повышение точности измерения.
Уравновешивание веса рычага 2 при помощи пружины 21 обеспечивает получение одинаковых измерительных усилий на верхнем и нижнем измерительных рычагах. Это обстоятельство наряду с использованием в качестве измерительных наконечников цилиндрических роликов из твердого сплава и бесконтактного преобразователя перемещений позволяет обеспечить измерения с минимальными измерительными усилиями. Это позволяет использовать устройство для контроля деталей с малыми диаметрами, порядка 2...6 мм.
Повышение точности измерения деталей малых диаметров достигается и за счет проведения измерения в выбранном угловом положении обрабатываемой детали относительно линии измерения. Кроме того, благодаря возможности измерения погрешности формы детали расширены технологические возможности устройства.
Использование устройства позволяет автоматизировать технологический процесс обработки валиков прецизионных электрических машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЧАСТОТНЫХ ХАРАКТЕРИСТИК ЗВЕНЬЕВ ДИНАМИЧЕСКИХ СИСТЕМ | 1990 |
|
RU2068576C1 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ КРИСТАЛЛОВ | 1991 |
|
RU2030998C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ ПЕРЕДАЧ ЗАЦЕПЛЕНИЕМ | 2002 |
|
RU2224223C1 |
| Стенд для измерения силовых характеристик электродвигателя с качающимся ротором | 1989 |
|
SU1705784A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ НАВЕСНЫМИ ОРУДИЯМИ | 1991 |
|
RU2021653C1 |
| ПРИВОД ДВУХНОЖЕВОГО РЕЖУЩЕГО АППАРАТА | 1991 |
|
RU2021668C1 |
| СПОСОБ УСКОРЕННОГО ИСПЫТАНИЯ МАТЕРИАЛА НА УСТАЛОСТЬ | 1990 |
|
RU2028602C1 |
| СТЕНД ДЛЯ БАЛАНСИРОВКИ | 1992 |
|
RU2069330C1 |
| РЕШЕТНЫЙ СТАН ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 1991 |
|
RU2023378C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2243290C1 |
Использование: область машиностроения, в частности средства активного контроля размеров в процессе механической обработки. Сущность изобретения: измерительные рычаги 2 и 3, плоские пружины 5 и 6 и преобразователь 9 перемещений расположены в одной плоскости, совпадающей с плоскостью расположения измерительных наконечников 7 и 8, выполненных в виде цилиндрических роликов. Статор 11 преобразователя перемещений через механизм 10 юстировки закреплен на верхнем измерительном рычаге 2, а якорь 12 - на нижнем измерительном рычаге 3. 3 з.п. ф-лы, 5 ил.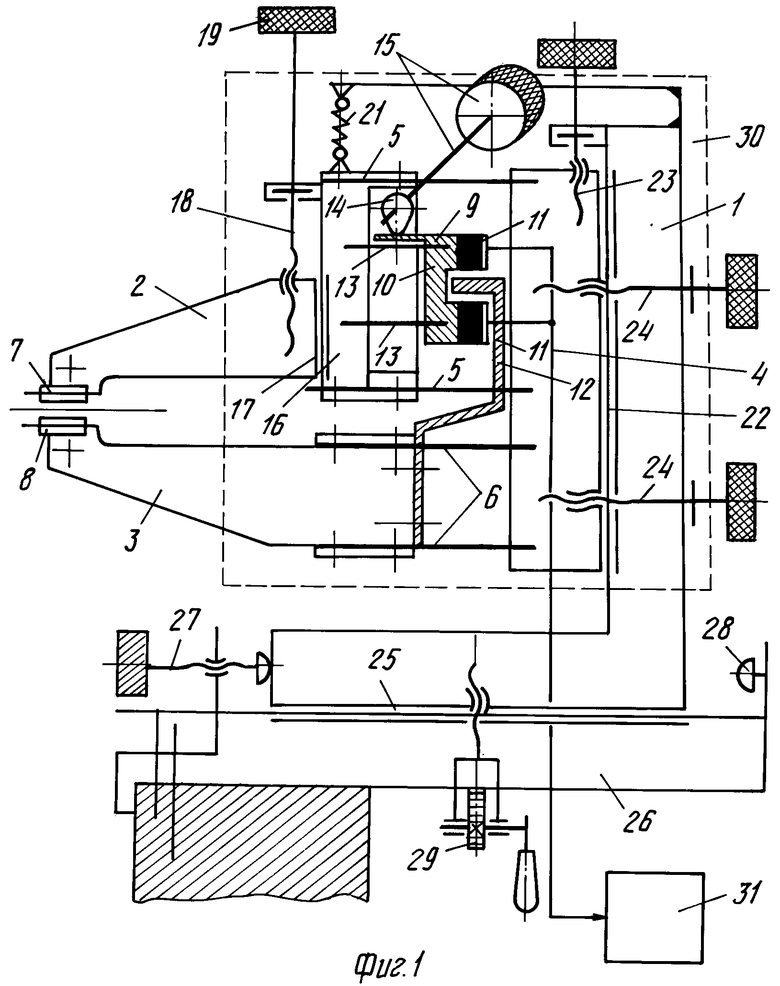
| Измерительная головка для контроля деталей | 1974 |
|
SU568537A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
