Изобретение относится к области нанесения металлических покрытий на металлические изделия, например металлические листы, валки прокатных. станов, штоки гидроцилиндров и др.
Известно устройство для нанесения покрытий на поверхность, содержащее металлическую щетку с приводом вращения и прижатыми к ней брусками из различных материалов покрытия, расположенными в порядке возрастания температуры плавления металлов брусков последовательно друг за другом по направлению вращения щетки (а.с. №1446194, кл. С 23 С 26/00, опубл. 1988). Недостатком известного устройства является то, что оно обеспечивает возможность получения за один проход только тонкого, толщиной 2-4 мкм, неравномерного и не сплошного покрытия.
Наиболее близким по технической сущности к заявляемому устройству является устройство для нанесения металлического покрытия на поверхность металлических изделий, содержащее металлическую щетку с приводом вращения и прижатый к ней под углом брусок из материала покрытия (а.с. №2008367, кл. С 23 С 26/00, опубл. 1994).
Известное устройство обеспечивает возможность получения за один проход толстого, до 40 мкм, покрытия. Однако недостатком данного устройства является то, что оно не позволяет получить равномерное, одинаковой толщины, сплошное покрытие на деталях, имеющих большую площадь покрываемой поверхности, например валки прокатных станов, направляющие станков, металлические листы и др., поскольку отсутствует контроль за расходом материала бруска в процессе нанесения покрытия и возможность осуществления регулируемой подачи бруска из материала покрытия в зону контакта со щеткой в соответствии с количеством унесенного материала.
В результате интенсивного износа бруска, обусловленного отрывом и переносом частичек материала ворсом щетки в зону покрываемой поверхности, объем переносимого материала, зависящий от длины дуги контакта и глубины внедрения ворса щетки в материал покрытия, при неизменной величине сближения бруска с ворсом щетки, в разные промежутки времени не одинаков. Это является основной причиной формирования не равномерного по толщине и не сплошного покрытия. В известном устройстве имеется винт для подачи бруска в зону контакта со щеткой, с помощью которого можно компенсировать износ бруска. Однако отсутствие контроля за расходом материала покрытия в процессе его нанесения на поверхность детали не позволяет произвести своевременную подачу бруска в зону контакта со щеткой для компенсации его износа.
Задачей изобретения является получение сплошного, равномерного по толщине металлического покрытия на поверхности металлических изделий.
Поставленная задача решена в устройстве для нанесения металлического покрытия на металлическую поверхность, содержащем металлическую щетку с приводом вращения и прижатый к щетке под углом 5-10° к касательной в точке касания брусок из материала покрытия, причем брусок установлен на подвеске, жестко связанной с двумя плоскопараллельными пластинами, и соединен с толкателем, который связан с мотор-редуктором, а пластины подвески оснащены силоизмерительными датчиками, связанными с устройством управления подачей бруска, состоящим из аналого-цифрового преобразователя, цифрового задатчика уровня сигнала величины деформации плоскопараллельных пластин, цифрового компаратора и шагового электропривода, причем датчики, посредством аналого-цифрового преобразователя, связаны с компаратором, один вход которого соединен с выходом аналого-цифрового преобразователя, второй - с выходом цифрового задатчика уровня сигнала величины деформации пластин подвески, а выход компаратора соединен с шаговым электроприводом, связанным с мотор-редуктором.
Таким образом обеспечивается регулируемая подача бруска в зависимости от его износа, фиксируемого посредством измерения радиальной составляющей силы трения, возникающей в зоне контакта ворса щетки и бруска из материала покрытия. По мере износа бруска, обусловленного отрывом и переносом частиц материала ворсом щетки, происходит уменьшение длины дуги контакта и глубины внедрения ворса в материал бруска. Это является причиной уменьшения радиальной составляющей силы трения в зоне контакта бруска со щеткой, что, в свою очередь, ведет к формированию неравномерного, не сплошного покрытия. Регистрация изменения радиальной составляющей силы трения по уменьшению деформации (прогиба) плоскопараллельных пластин позволяет определить момент, когда значение силы трения в зоне контакта бруска со щеткой выйдет за заданные пределы, с тем, чтобы осуществить автоматическую подачу бруска до тех пор, пока значение сигнала деформации пластин не достигнет максимального значения, установленного задатчиком системы регулирования. В результате величина натяга между ворсом щетки и бруском материала покрытия остается постоянной, что обеспечивает получение равномерного по толщине покрытия.
Жесткость пластин упругой подвески подбирают с учетом вида наносимого материала, а также конструктивных (диаметр и ширина щетки, диаметр и вылет ворса и др.) и технологических (скорость скольжения, величина сближения бруска к оси щетки, число оборотов детали и др.) параметров при нанесении покрытия. Оптимальное значение величины прогиба пластин, при действии максимальной радиальной составляющей силы трения, не должно превышать 0,01-0,03 мм.
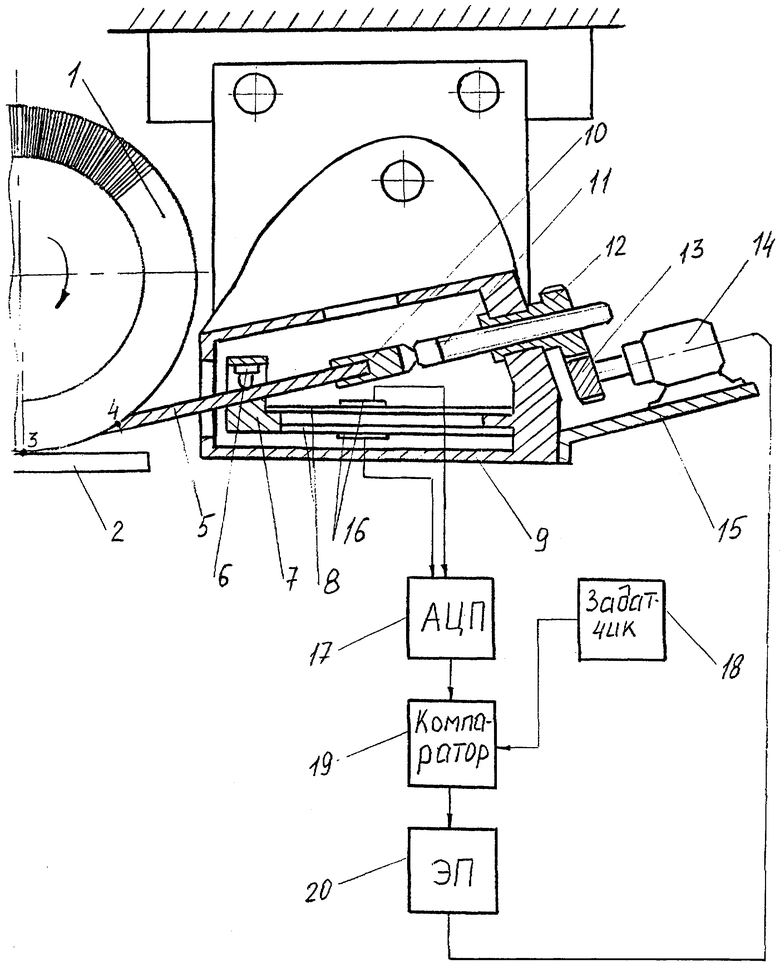
На чертеже представлено заявляемое устройство для нанесения металлического покрытия на металлическую поверхность.
Устройство включает в себя металлическую щетку 1 с приводом вращения (не показан), которая прижата своей периферией к обрабатываемой поверхности 2 в точке 3. В точке 4 брусок 5 из металла покрытия прижат к щетке 1. Со стороны щетки 1 брусок 5 прижат подпружиненными упорами 6 к основанию подвески 7, соединенной с помощью двух плоскопараллельных пластин 8 с основанием 9. Конец бруска 5 закреплен в держателе 10, шарнирно соединенном с винтовым толкателем 11, который имеет возможность возвратно-поступательного перемещения при вращении гайки-шестерни 12, соединенной посредством зубчатого колеса 13 с выходным валом мотор-редуктора 14, смонтированного на основании 15. На пластинах 8 подвески 7 закреплены измерительные датчики 16, регистрирующие величину деформации подвески 7 от радиальной составляющей силы трения, возникающей в результате скольжения ворса щетки 1 по поверхности бруска 5. Сигналы с датчиков 16 поступают на вход системы регулирования подачи бруска 5, содержащей аналого-цифровой преобразователь 17, цифровой задатчик 18 уровня сигнала величины деформации подвески 7, цифровой компаратор 19 и шаговый электропривод 20.
Устройство работает следующим образом.
Брусок 5 из материала покрытия устанавливают на основании подвески 7 и закрепляют в держателе 10. Подпружиненные упоры 6 прижимают брусок 5 к подвеске 7. Основание 9, на котором смонтированы подвеска 7 с бруском 5, закрепляют таким образом, чтобы обеспечить установку бруска 5 под углом 5-10° к касательной, проведенной в точке касания щетки 1 и бруска 5. Посредством вращения гайки-шестерни 12 в корпусе 9 и перемещения винтового толкателя 11 устанавливают необходимую (зависящую от материала бруска 5) величину сближения бруска 5 и щетки 1. Включают привод вращения щетки 1. При вращении щетки 1 ее ворс, касаясь бруска 5 в зоне 4, срезает материал бруска 5, захватывает его и переносит на обрабатываемую поверхность 2, в место касания последней со щеткой 1, фopмиpуя покрытие. В результате трения ворса щетки 1 по поверхности бруска 5 возникает сила трения, величина тангенциальной и радиальной составляющих которой зависит от длины дуги контакта и глубины внедрения ворса щетки 1 в материал бруска 5, т.е. от величины сближения ворса щетки 1 и бруска 5. Радиальная составляющая силы трения вызывает деформацию (прогиб) пластин 8 подвески 7, которая регистрируется датчиками 16. С помощью задатчика 18 в компараторе 19 устанавливаются предельные значения уровней сигналов, соответствующие максимальному и минимальному значениям радиальной составляющей силы трения, т.е. максимальной и минимальной деформации пластин 8 подвески 7, при которой обеспечивается формирование равномерного сплошного покрытия. По мере износа бруска 5, обусловленного отрывом и переносом материала бруска 5 ворсом щетки 1 и соответствующим уменьшением длины дуги контакта и глубины внедрения ворса в материал бруска 5, радиальная составляющая силы трения в зоне контакта бруска 5 со щеткой 1 уменьшается. Соответственно уменьшается деформация (прогиб) плоскопараллельных пластин 8. Снижение деформации регистрируют датчики 16, сигнал от которых, посредством аналого-цифрового преобразователя 17, поступает на компаратор 19, где сравнивается с предельным минимальным сигналом, установленным задатчиком 18. Если сигнал с датчиков 16 ниже уровня заданного сигнала, компаратор 19 подает сигнал на шаговый электропривод 20, который включает вращение вала мотор-редуктора 14, шестерен 12, 13. При этом винтовой толкатель 11 перемещает брусок 5 в зону контакта со щеткой 1 до тех пор, пока значение сигнала деформации пластин 8 не достигнет максимального значения, установленного задатчиком 18.
Таким образом предлагаемое изобретение позволяет осуществлять автоматическую подачу бруска из материала покрытия в зону контакта его со щеткой, обеспечивая тем самым формирование сплошного равномерного по толщине покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2008367C1 |
| Устройство для нанесения металлических покрытий на изделия | 1987 |
|
SU1579744A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2360035C2 |
| Устройство для нанесения металлических покрытий на ленту | 1987 |
|
SU1586878A1 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346767C2 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2002 |
|
RU2224822C1 |
| Устройство для нанесения металлического покрытия на поверхность изделия | 1986 |
|
SU1450882A1 |
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
| Устройство для нанесения покрытий | 1989 |
|
SU1659531A1 |
| Устройство для нанесения металлических покрытий на ленту | 1988 |
|
SU1558996A1 |
Изобретение относится к области металлургии, в частности к устройствам для нанесения металлического покрытия на металлическую поверхность металлических изделий, например металлические листы, валки прокатных станов и штоки гидроцилиндров, и может найти применение в различных отраслях машиностроения. Устройство содержит металлическую щетку с приводом вращения и прижатый к щетке под углом 5-10° к касательной в точке касания брусок из материала покрытия. Брусок установлен на подвеске, жестко связанной с двумя плоскопараллельными пластинами, и соединен с толкателем, который связан с мотор-редуктором. Пластины подвески оснащены силоизмерительными датчиками, связанными с устройством управления подачей бруска. Это устройство состоит из аналого-цифрового преобразователя, цифрового задатчика уровня сигнала величины деформации плоскопараллельных пластин, цифрового компаратора и шагового электропривода. Таким образом обеспечивается регулируемая подача бруска в зависимости от его износа, фиксируемого посредством измерения радиальной составляющей силы трения, возникающей в зоне контакта ворса щетки и бруска из материала покрытия. В результате получают сплошное, равномерное по толщине, металлическое покрытие на поверхности металлических изделий.1н.п.ф-лы, 1ил.
Устройство для нанесения металлических покрытий на поверхность металлических изделий, содержащее металлическую щетку с приводом вращения и прижатый к щетке под углом 5-10° к касательной в точке касания брусок из материала покрытия, отличающееся тем, что брусок установлен на подвеске, жестко связанной с двумя плоскопараллельными пластинами, и соединен с толкателем, который связан с мотор-редуктором, а пластины подвески оснащены силоизмерительными датчиками, связанными с устройством управления подачей бруска, состоящим из аналого-цифрового преобразователя, цифрового задатчика уровня сигнала величины деформации плоскопараллельных пластин, цифрового компаратора и шагового электропривода, причем датчики посредством аналого-цифрового преобразователя связаны с компаратором, один вход которою соединен с выходом аналого-цифрового преобразователя, второй - с выходом цифрового задатчика уровня сигнала величины деформации пластин подвески, а выход компаратора соединен с шаговым электроприводом, связанным с мотор-редуктором.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2008367C1 |

