Изобретение относится к измерительной технике, в частности к устройствам, предназначенным для контроля геометрических параметров деталей, и может быть использовано для контроля пространственных размеров деталей с криволинейными поверхностями.
Известно устройство для контроля геометрических параметров деталей, содержащее штангу со шкалой, неподвижный опорный элемент, установленный на штанге с возможностью перемещения вдоль нее, сменные шаблоны, установленные на неподвижном опорном элементе [1].
Недостатками известного устройства является невозможность точного контроля пространственных размеров по причине того, что шаблон имеет постоянную форму, а пространственные размеры являются величиной переменной от одной детали к другой, а также низкая производительность контроля из-за необходимости смены шаблонов при изменении номенклатуры контролируемых деталей.
Задача изобретения направлена на обеспечение возможности контроля пространственных размеров изделий, а также повышение его точности и производительности.
Это достигается тем, что устройство для контроля геометрических параметров деталей, содержащее измерительную штангу со шкалой, неподвижный опорный элемент, установленный на штанге, подвижный опорный элемент, расположенный на штанге с возможностью перемещения вдоль нее, снабжено измерительным приспособлением, выполненным в виде двух скрепленных в одной точке с возможностью вращения реек, закрепленных посредством оси, проходящей через точку скрепления, при этом ось точки скрепления смещена относительно точки пересечения продольных осей симметрии реек и делит их по ширине на одинаково пропорциональные части.
Для расширения номенклатуры контролируемых деталей устройство снабжено дополнительным аналогичным подвижным опорным элементом, установленным на штанге с возможностью продольного перемещения с закрепленным на нем измерительным приспособлением.
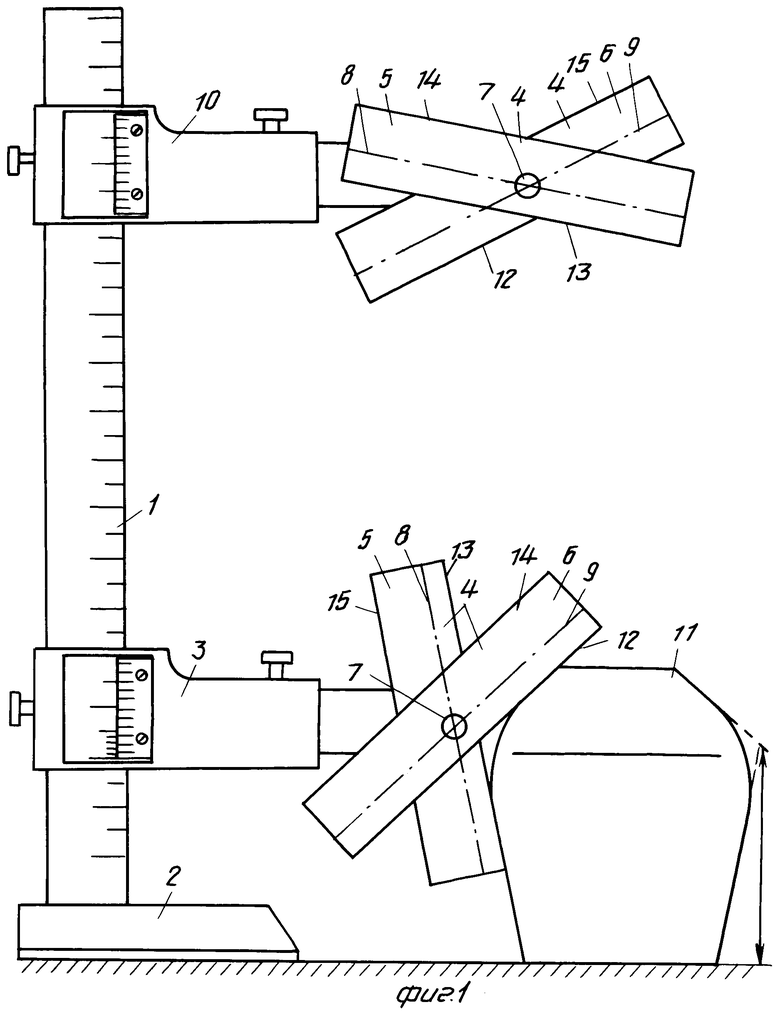
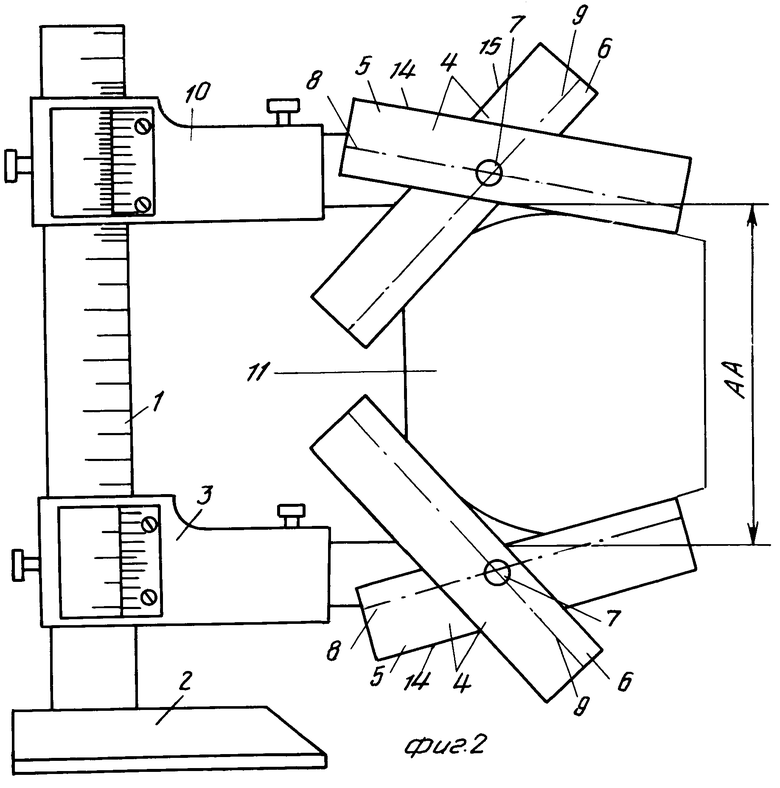
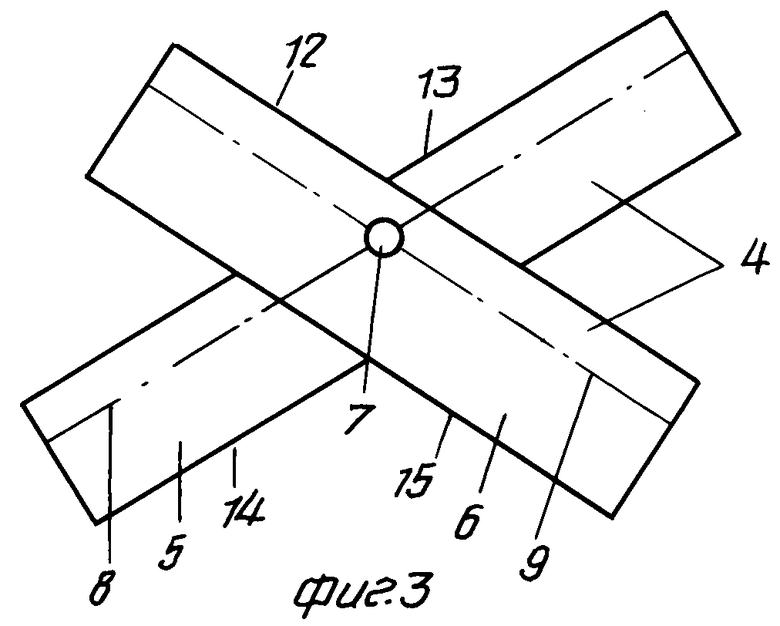
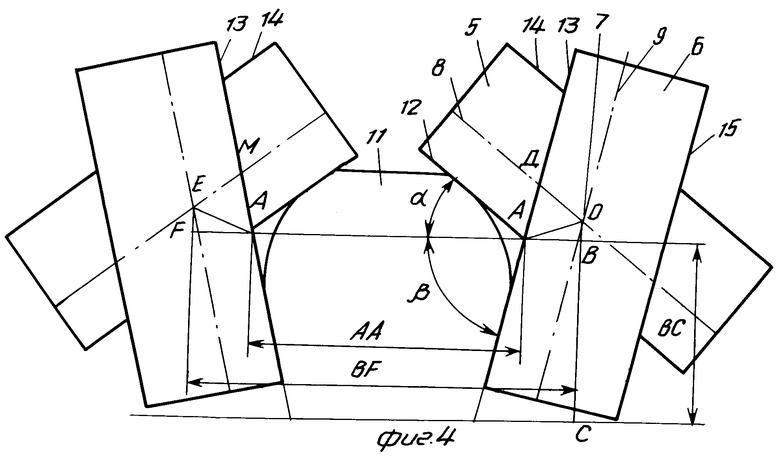
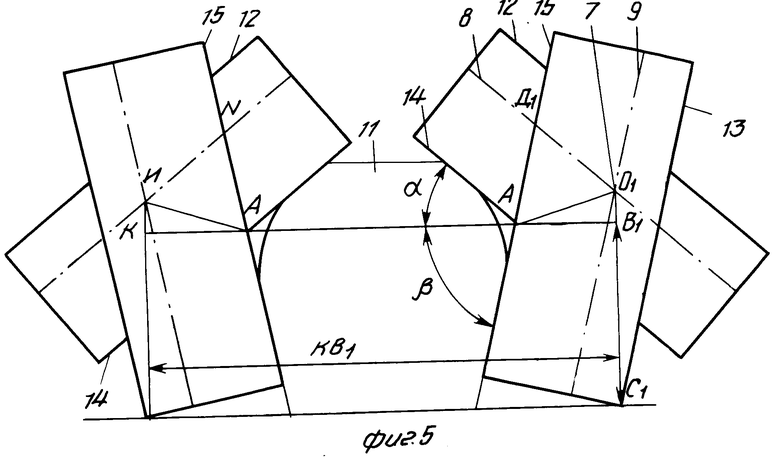
На фиг.1 и 2 представлено устройство для контроля геометрических параметров деталей; на фиг.3 узел устройства; на фиг.4 и 5 - схемы для вывода формул по определению пространственных размеров .
Устройство для контроля геометрических параметров деталей содержит измерительную штангу 1 со шкалой, неподвижный опорный элемент 2, установленный на штанге, подвижный опорный элемент 3, расположенный на штанге с возможностью перемещения вдоль нее, измерительное приспособление 4, выполненное в виде двух скрепленных в одной точке с возможностью вращения реек 5 и 6, закрепленных посредством оси 7, проходящей через точку скрепления на подвижном опорном элементе.
Точка скрепления реек расположена на пересечении продольных осей 8 и 9 реек, пропорционально смещенных относительно их боковых сторон.
Кроме того, устройство имеет дополнительный опорный элемент 10, установленный на штанге 1 с возможностью продольного перемещения с закрепленным на нем измерительным приспособлением 4.
Устройство работает следующим образом. Для измерения контролируемого размера ВС (фиг.4) устанавливают штангу 1 опорным элементом 2 на плоскость, на которой установлена контролируемая деталь 11.
Передвигают по штанге 1 подвижный опорный элемент 3 и саму штангу по плоскости относительно контролируемой детали 11 до тех пор, пока рейки 5 и 6 своими сторонами 12 и 13 (фиг.4) не прилягут к сторонам детали, касательные к которым при пересечении дают точку А.
На шкале штанги 1 считывают полученный размер ОС. Переворачивают рейки 5 и 6 вокруг оси 7 на 180o и снова передвигают по штанге 1 подвижный опорный элемент 3 и саму штангу 1 по плоскости относительно контролируемой детали 11 до тех пор, пока рейки 5 и 6 своими сторонами 14 и 15 (фиг.5) не прилягут к сторонам детали, касательные к которым при пересечении дают точку А.
На шкале штанги 1 считывают полученный второй размер О1С1.
Размер ВС определяют по формуле:
BC= OC -  ; при α < β где n - коэффициент смещения осей реек относительно их боковых сторон; n>1
; при α < β где n - коэффициент смещения осей реек относительно их боковых сторон; n>1
BC=OC +  ; при α > β
; при α > β
Для определения диаметральных контролируемых размеров АА применяют только два подвижных элемента 3 и 10, при этом подвижный опорный элемент 3 устанавливают по шкале штанги 1 на "0", а второй опорный подвижный элемент 10 передвигают по шкале штанги 1 до плотного прилегания реек 5 и 6 сторонами 14 и 15 к поверхности детали 11 (фиг.5).
После получения двух замеров размер АА определяют по формуле:
AA=BF - 
Для вывода формул для определения размеров ВС и АА рассмотрим схемы, показанные на фиг.4 и 5.
На основе анализа
Δ АОВ = Δ АЕF;
Δ АОD = Δ AEM;
Δ АО1В1 = Δ AИК;
Δ AO1D1 = Δ AИN; Выводим формулы для определения размеров ВС и АА.
Из Δ АDO и Δ AO1D1
AD1 = O1D1 = n. AD = n. OD где n - коэффициент смещения осей реек относительно их боковых сторон; n > 1
AO1 = n .AO из Δ AOВ и Δ AO1В1
AВ1 = n . АВ; O1B1 = n . OВ
BC=OC-  при α < β
при α < β
ВС = В1С1
BC=OC+  при α > β
при α > β
AA=BF- 
Преимуществом предлагаемого технического решения является то, что оно позволяет простыми техническими средствами, а именно штангой с подвижными опорами и рейками, скрепленными на оси, производить контроль пространственных размеров, находящихся вне поверхности контролируемых деталей.
Оптимальным вариантом определения контролируемых размеров деталей является вариант, при котором ось точки скрепления делит рейки по ширине в отношении 1:2, т.е. коэффициент смещения осей реек относительно их боковых сторон n = 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ОСИ ВАЛА В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 1990 |
|
RU2029913C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДИАМЕТРА РЕЗЬБЫ ПРИ РЕЗЬБОШЛИФОВАНИИ | 1991 |
|
RU2032523C1 |
| Устройство и способ для обнаружения оптических дефектов деталей конструкционной оптики | 2021 |
|
RU2789204C1 |
| ПРИБОР ДЛЯ ПОЛУЧЕНИЯ ИСХОДНЫХ ДАННЫХ ПРИ ЗЕНИТНОЙ СТРЕЛЬБЕ | 1925 |
|
SU4656A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ КРУПНОГАБАРИТНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096741C1 |
| СПОСОБ ОПТИЧЕСКОГО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2235972C2 |
| Кассета для деталей | 1986 |
|
SU1342664A1 |
| Способ определения параметров геометрии рельсовой колеи и система для его осуществления | 2018 |
|
RU2686341C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ ДЕТАЛЕЙ | 1999 |
|
RU2158416C1 |
Изобретение относится к мерительной технике. Задача изобретения направлена на обеспечение возможности контроля пространственных размеров изделий и решена за счет установки на подвижной рамке измерительного приспособления, выполненного в виде двух скрепленных в одной точке с возможностью вращения реек, закрепленных посредством оси, проходящей через точку скрепления. Ось точки скрепления смещена относительно точки пересечения продольных осей симметрии реек и делит их по ширине на одинаково пропорциональные части. Передвигают рамку по штанге и саму штангу по плоскости относительно контролируемой детали до соприкосновения с ее сторонами, касательные к которым дают точку пересечения, а на шкале штанги считывают полученный размер. 2 з.п. ф-лы, 5 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Иванов А.И | |||
| Технические измерения | |||
| М.: Колос, 1964, с.90, рис.61. | |||
