Изобретение относится к машиностроению, в частности к производству металлорежущего инструмента из быстрорежущих сталей методами пластической деформации.
Наиболее близким к предлагаемому является способ изотермической деформации быстрорежущих сталей в интервале температур сверхпластичности от Ас1 - (15-25)оС до Ас1. После обработки по этому способу твердость стали не возрастает, что позволяет исключить операцию отжига.
Недостатком способа является то, что используемый температурный интервал не обеспечивает максимальной пластичности быстрорежущих сталей.
Целью изобретения является повышение технологической пластичности быстрорежущих сталей.
Предложенный способ обработки быстрорежущей стали включает нагрев заготовки и деформацию прессованием за один проход со степенью не менее 50% при температуре сверхпластичности, где температуру Т деформации определяют из соотношения Ас1 < Т ≅ Ас1 + (15-20)оС.
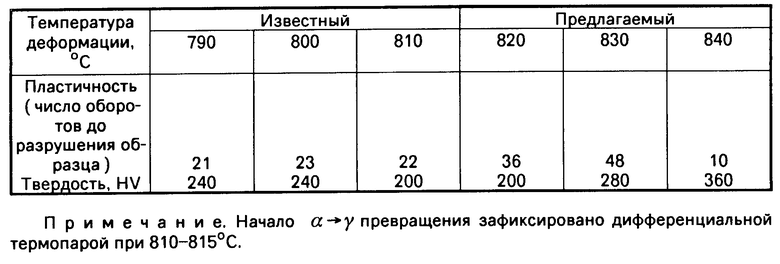
Температурный интервал деформации предложен на основании лабораторных исследований. Образцы из отожженной стали Р6М5 испытывали на кручение в изотермических условиях. Предварительно в образцы помещали спай дифференциальной термопары, позволяющей определить температуру начала α ->> γ превращения (точку Ас1). Это позволяло определить "до" или "после" точки Ас1 проводилась деформация образца. Число оборотов n до разрушения образца служило критерием пластичности стали при заданной температуре испытаний. Результаты испытаний, приведенные в таблице, показывают, что сталь Р6М5 в интервале температур фазового превращения обладает максимальной пластичностью.
Оценка пластичности быстрорежущих сталей испытаниями на кручение хорошо согласуется с существующими на производстве способами пластической деформации такими как прессование, штамповка, продольно-винтовой прокат и др.
При прессовании инструмента со сложным профилем степень деформации заготовки неравномерная и локальная температура заготовки может выйти за границы оптимального интервала за счет подстуживания или деформационного разогрева. Это может привести к неравномерной твердости. Для уменьшения неравномерной твердости непосредственно после прессования дополнительно проводится выдержка при температуре от Ас1 - (35-45)оС до Ас1 в течение 5-10 мин.
П р и м е р. Заготовку α _→ γ 50 мм из стали Р6М5 нагревали до 820оС и продавливали через формообразующую матрицу, предварительно прогретую до 500-600оС. (Скорость движения пуансона пресса 35 мм/с, скорость сверхпластической деформации ε ≈ 1,1 с-1). При прессовании достигалась степень деформации 60-65%. А результате прессования получали изделие в форме спирального сверла α _→ γ 45,0 мм. Непосредственно после прессования сверло выдерживали при 800оС в течение 5 мин и охлаждали на воздухе. Твердость по сечению и длине сверла не превышала 250 НВ, что исключало операцию отжига. Нарушения сплошности на поверхности сверла не наблюдалось, все геометрические размеры находились в допустимых пределах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ОБРАБОТКИ МАЛОЛЕГИРОВАННЫХ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 1992 |
|
RU2048540C1 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2002 |
|
RU2219255C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2337977C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2004 |
|
RU2274530C1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1980 |
|
SU918320A1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1979 |
|
SU863677A1 |
Способ предусматривает прессование за один проход со степенью не менее 50% при температуре T, определяемой из соотношения Ac1<T≅ Ac1+(15-20)°C . Для уменьшения неравномерной твердости непосредственно после прессования проводят выдержку при температуре от Ac1 - (35 40)°С до Ac1 в течение 5 - 10 мин. 1 з.п. ф-лы, 1 табл.
| Металловедение и термическая обработка металлов, 1981, N 3, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
