Изобретение относится к инструменту для обработки металлов давлением и может быть использовано при производстве несимметричных сортовых профилей.
Известен инструмент профилегибочного стана, включающий выполнение из профильных шайб и втулок, верхний и нижний валки, причем шайбы закреплены на валу жестко, а втулки - на подшипниках (авт. св. N 388811, кл. B 21 D 5/06, 1973).
Известен также инструмент для калибровки гнутых профилей, содержащий сопряжение заходной, выходной и калибрующие участки, линии пересечения плоскости последних с плоскостью заходного участка расположены под углом 75-87о к оси калибровки и параллельно линии пересечения калибрующих и выходных участков (авт. св. N 642042, кл. B 21 D 3/16, 1979).
Недостатком известных калибров профилегибочных станов является невысокая длительность рабочей кампании валков при изготовлении несимметричных профилей и относительно невысокий уровень качества последних.
Наиболее близкой к изобретению является система калибров (калибровка валков) для производства специального профиля 80 х 35 х 35 х 40 х 3 мм [1].
Содержащая последовательно расположенные пары калиброванных валков, выполненных из формующих элементов разных диаметров и цилиндро-конических реборд, закрывающих калибры, и характеризуется наличием правильно-калибровочной клети, расположенной перед ножами и тремя последними калибрами.
Недостатком описанной системы калибров является относительно невысокие стойкость рабочих валков и уровень качества профилей при полунепрерывном (поштучном) процессе.
Задача изобретения - продление рабочей кампании валков и повышение качества несимметричных профилей с горизонтальной полкой, получаемых методом полунепрерывного профилирования.
Для этого в системе калибров, содержащей последовательно расположенные пары калиброванных валков, выполненных из формующих элементов разных диаметров и цилиндро-конических реборд, закрывающих калибры, первые шесть пар валков расположены с перекрытием элементов верхних валков меньшего диаметра ребордами нижних валков большего диаметра, при этом в первых четырех парах элементы верхних валков большего диаметра перекрыты ребордами нижних валков меньшего диаметра, а в шестой паре элемент верхнего валка меньшего диаметра выполнен с закрывающей ребордой.
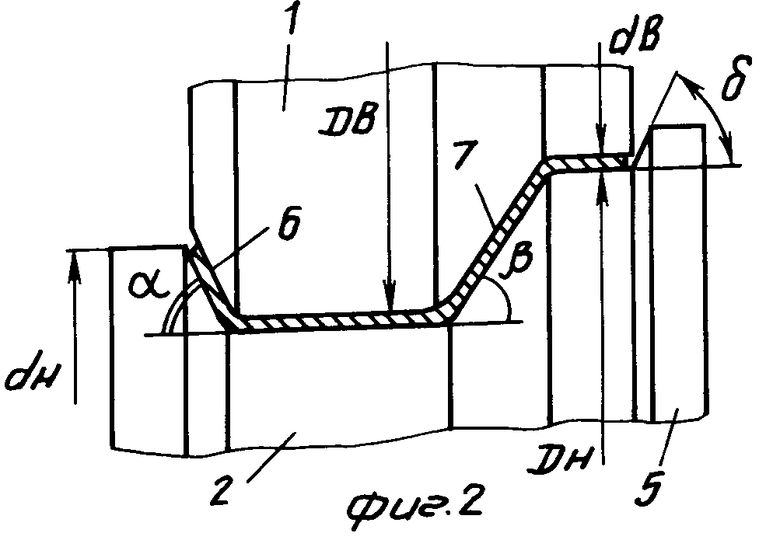
На фиг. 1 показана конструкция с I-IV калибры; на фиг. 2 - V калибр; на фиг. 3 - VI калибр; на фиг. 4 - с VII по IX калибры; на фиг. 5 - поперечное сечение изготавливаемого профиля.
Калибры содержат верхние 1 и нижние 2 валки, состоящие из отдельных формующих элементов разного диаметра: Dв> dв (верхний валок) и Dн> dн (нижний валок). Элементы с диаметрами dв и Dн формуют горизонтальную полку 3 профиля.
Калибры I-IV закрыты с обеих сторон цилиндро-коническими ребордами 4 и 5 нижних валков, имеющих разные углы наклона γ и δ, образующих конических поверхностей реборд, причем γ < δ , что обусловлено разной величиной углов наклона /α>β/ образующих конических поверхностей 6 и 7 элементов, формующих боковые стенки 8 и 9 профиля.
Калибр V выполнен с перекрытием ребордой верхнего валка только со стороны элементов с диаметрами dв и Dн, т.е. этот калибр закрыт со стороны полки 3 профиля.
Калибр VI, кроме реборды 5 нижнего валка, содержит закрывающую реборду 10 на верхнем валке со стороны элементов с диаметрами Dв и dн.
Калибры VII-IX - открытые и не содержат закрывающих их реборд.
После прохождения всех калибров I-IX формуемая полоса превращается в готовый несимметричный профиль с одной горизонтальной 11 и двумя вертикальными стенками 8 и 9 и с одной горизонтальной полкой 3.
П р и м е р. Несимметричный гнутый профиль (см. фиг. 2) формуется в системе калибров, состоящей из девяти пар валков стана с полунепрерывным процессом профилирования, размеры профиля: B=145; b=29; H=70; R=40 и S=4 мм.
Углы подгибки по проходам (см. фиг. 1): α1=10о, β1=8o, α2=20o, β2=140 α 3= 32o, β3=20o, α 4=44o, β 4=36o, α 5=58o, β5=52o, α6=70o, β6=66o, α7=80o, β 7=78o , α 8=88o= =β8, α9=90o= β 9. Углы реборд: γ 1-4=70o, δ1-4=80o, δ5,6=70o.
Данная система калибров предназначена для полунепрерывного профилирования (на станах типа 2-8 х 100-600) и состоит из калибров четырех видов: первые четыре закрыты цилиндро-коническими ребордами нижних валков с обеих сторон, следующие два - аналогичными ребордами со стороны формующего элемента нижнего валка с большим диаметром (т.е. со стороны горизонтальной полки профиля), причем верхний валок шестого калибра выполнен с закрывающей ребордой у его элемента меньшего диаметра (таким образом, этот калибр с комбинированным закрытием), три последние пары валков не имеют реборд (открытые калибры).
В результате этого в I-IV калибрах формуемая полоса надежно удерживается от поперечных смещений, в V калибре обеспечивается устойчивый заход переднего конца полосы, имеющего один горизонтальный околокромочный элемент (что затрудняет этот процесс из-за несимметричного приложения сил к полосе со стороны валков), а конструкция VI калибра обеспечивает точные размеры профиля, сохранение чего гарантируют VII-IX открытые калибры, в которых формуется уже достаточно жесткое сечение.
Опытную проверку системы калибров производили на профилегибочном стане 2-8 х 100-600 Магнитогорского меткомбината при формовке несимметричного профиля с горизонтальной полкой 145 х 70 х 40 х 29 х 4 мм из ст.3 (B x H x h x b x S - см. фиг. 1).
С этой целью в девяти формующих клетях стана устанавливали калиброванные валки, образующие описанные виды калибров, и варьировали их местоположение, а также число калибров каждого вида, фиксируя износ валков, геометрические параметры готовых профилей и количество проката высокой (ВТ) повышенной (ПТ) и обычной (ОТ) точности профилирования.
Наилучшие результаты (до 20% профилей ВТ, 65% - ПТ, остальное - ОТ) получены при использовании данной системы калибров. При других вариантах местоположения и числа калибров разных видов выход гнутых профилей ВТ не превысил 15% и ПТ - 58% (остальное - профили ОТ) в основном из-за колебаний размеров b горизонтальной полки и высоты h профиля. Применение данной системы калибров дало максимальную длительность рабочей кампании валков - 970 т (при использовании других вариантов - не более 880 т).
Аналогичные результаты получены и при формовке в таких же по конфигурации несимметричных гнутых профилей, но из других марок стали (20 кп, 08 пс и 09Г2) и с другими величинами (B, b, H, S) толщиной S=4-6 мм.
Была также опробована известная система калибров для формовки профиля 145 х 70 х 40 х 29 х 4 мм из ст. 3. Выход проката ПТ при этом составил 52%, остальное - ОТ (профилей ВТ не было), длительность кампании валков - 740 т.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| Система калибров для производства гнутых коробчатых профилей | 1991 |
|
SU1790461A3 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2036037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103089C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ГНУТЫХ ШВЕЛЛЕРНЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040993C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |




Изобретение относится к инструменту для обработки металлов давлением, в частности для производства несимметричных гнутых профилей проката с одной горизонтальной полкой. Задача изобретения - продление рабочей кампании валков и повышение качества указанных гнутых профилей. Система калибров содержит последовательно расположенные пары калиброванных валков, выполненных из формирующих элементов разных диаметров и цилиндроконических реборд, закрывающих калибры. Первые шесть пар валков расположены с перекрытием элементов верхних валков меньшего диаметра ребордами нижних валков большего диаметра, при этом в первых четырех парах элементы верхних валков большего диаметра перекрыты ребордами нижних валков меньшего диаметра, а в шестой паре элемент верхнего валка меньшего диаметра выполнен с закрывающей ребордой. Три последние пары валков не имеют реборд ( открытые калибры ). В результате этого в I-IV калибрах полоса надежно удерживается от поперечных смещений. В V калибре обеспечивается устойчивый заход переднего конца полосы, а конструкция VI калибра обеспечивает точные размеры профиля. 5 ил.
СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ с горизонтальной полкой, содержащая последовательно расположенные пары калиброванных валков, выполненные из формующих элементов разных диаметров и цилиндроконических реборд, закрывающих калибры, отличающаяся тем, что первые шесть пар валков расположены с перекрытием элементов верхних валков меньшего диаметра ребордами нижних валков большого диаметра, при этом в первых четырех парах элементы верхних валков большего диаметра перекрыты ребордами нижних валков меньшего диаметра, а в шестой паре элемент верхнего валка меньшего диаметра выполнен с закрывающей ребордой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чекмарев А.П | |||
| и Калужский В.Б | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с.208-215, рис.107. | |||
