Изобретение относится к устройствам для прессования металлических порошков.
Известна пресс-форма для прессования металлических порошков, включающая матрицу, стержень, верхний и нижний пуансоны [1].
Недостатком такой пресс-формы является ограниченность технологических возможностей прессования порошковых заготовок с отверстиями - отверстия прессуются гладкими, т.е. постоянного сечения по высоте заготовки.
Наиболее близкой к предлагаемому техническому решению является пресс-форма для прессования заготовок с отверстиями переменного сечения по высоте [2].
Недостатком данной пресс-формы является невозможность получения отверстий уменьшающегося сечения по высоте заготовок в направлении прессования.
Цель изобретения - расширение технологических возможностей пресс-форм для прессования металлических порошков путем получения возможности прессования заготовок с фасонными отверстиями (полостями) переменного (уменьшающегося) сечения в направлении прессования.
Поставленная цель достигается тем, что верхний пуансон выполнен фасонным и имеет конфигурацию требуемого сечения отверстия (уменьшающегося в направлении прессования), стержень выполнен с возможностью принудительного перемещения под воздействием верхнего пуансона и полного или частичного замещения в формовочной полости фасонной частью верхнего пуансона с обеспечением постоянного контакта с торцевой фасонной частью верхнего пуансона.
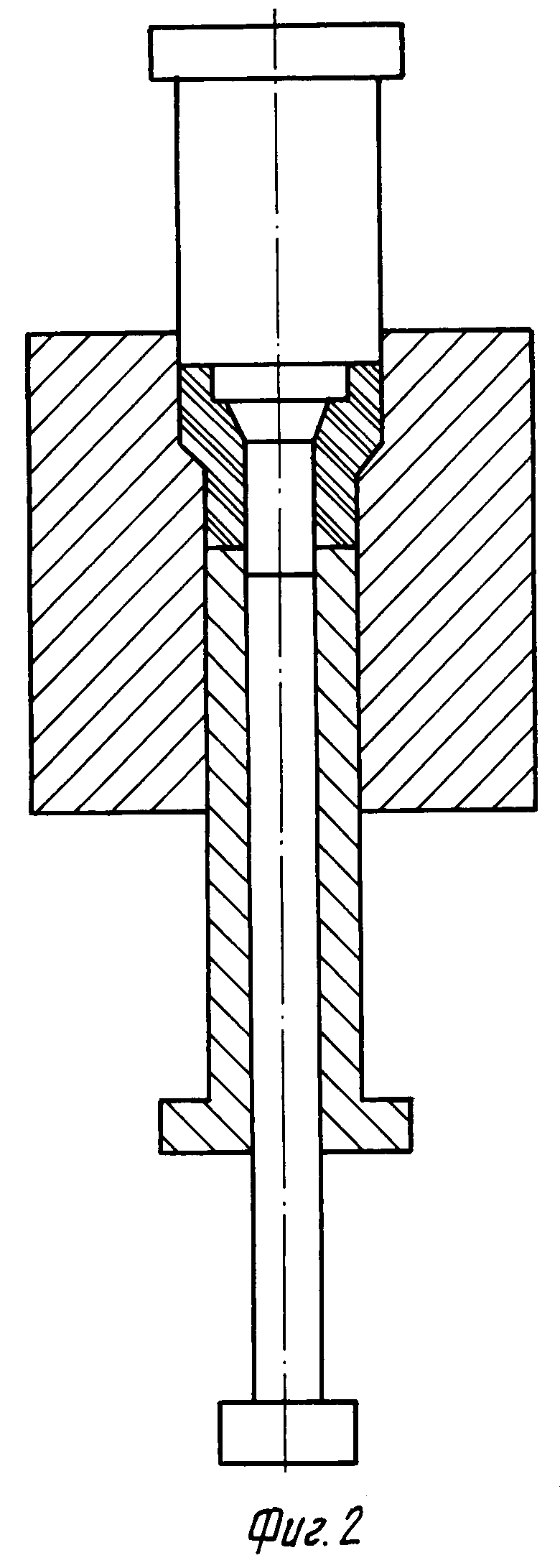
На фиг.1 представлено устройство для прессования металлических порошков в момент засыпки; на фиг.2 - то же, в момент окончания прессования.
Пресс-форма состоит из матрицы 1, верхнего пуансона 2, имеющего фасонную формообразующую часть, нижнего пуансона 3, в отверстии которого расположен стержень 4.
Устройство для прессования металлических порошков работает следующим образом.
В полость, образованную поверхностями матрицы 1, нижнего пуансона 3 и стержня 4, засыпается металлический порошок. Верхний пуансон 2 перемещается вниз, происходит смыкание торцевых поверхностей стержня 4 и фасонной части верхнего пуансона 2. При дальнейшем перемещении верхнего пуансона 2 вниз происходит принудительный увод стержня 4, осуществляется прессование металлического порошка. При прессовании стержень 4 полностью или частично замещается фасонной частью верхнего пуансона 2. Отверстие заготовки оформляется фасонной частью верхнего пуансона 2 (при полном замещении стержня 4) или стержнем 4 и фасонной частью верхнего пуансона 2 (при частичном замещении стержня 4). На всем протяжении цикла прессования обеспечивается постоянный контакт торцевых поверхностей стержня 4 и фасонной части верхнего пуансона 2. После окончания прессования верхний пуансон 2 перемещается вверх, а прессованная заготовка выталкивается из матрицы 1 нижним пуансоном 3. Стержень 4 и нижний пуансон 3 возвращаются в исходное положение, цикл прессования повторяется.
Таким образом, снабжение устройства для прессования металлических порошков верхним пуансоном, имеющим фасонную формующую часть, и стержнем, установленным с возможностью принудительного перемещения верхним пуансоном, и обеспечение при прессовании постоянного контакта торцевых поверхностей стержня и фасонной части верхнего пуансона позволяют значительно расширить технологические возможности порошковой металлургии за счет прессования заготовок с отверстиями переменного сечения в направлении прессования заготовок.
Применение предлагаемого устройства для прессования металлических порошков позволяет повысить коэффициент использования металлов до 100% и исключить механическую обработку отверстий за счет получения точного требуемого сечения отверстия в заготовке.
Сущность изобретения: устройство для прессования металлических порошков содержит матрицу 1, верхний пуансон 2, имеющий фасонную формообразующую часть, нижний пуансон 3, в отверстии которого расположен стержень 4. При прессовании верхний пуансон 2 перемещается вниз, торцевые поверхности стержня 4 и фасонной части верхнего пуансона 2 смыкаются, при дальнейшем перемещении верхнего пуансона вниз происходит принудительный увод стержня 4 и осуществляется прессование металлического порошка. При прессовании стержень 4 полностью или частично замещается фасонной частью верхнего пуансона 2. Отверстие заготовки оформляется фасонной частью верхнего пуансона 2 или стержнем 4, при этом обеспечивается постоянный контакт торцевых поверхностей стержня и фасонной части пуансона 2, что значительно расширяет технологические возможности процесса прессования. 2 ил.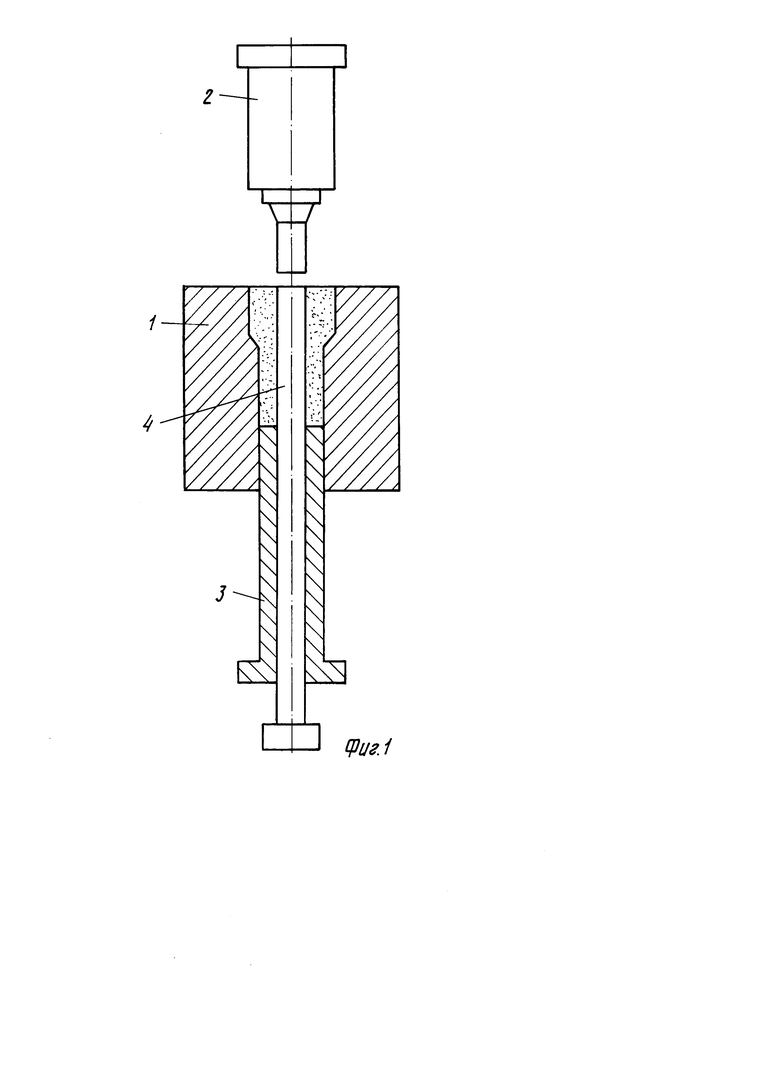
УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ, содержащее матрицу, нижний трубчатый пуансон, верхний пуансон и стержень, отличающееся тем, что верхний пуансон выполнен с фасонной формующей частью переменного сечения, уменьшающейся в направлении прессования и заканчивающейся толкателем, а стержень установлен в трубчатом пуансоне с возможностью перемещения и обеспечения неразрывного контакта его торцевой поверхности с торцевой поверхностью толкателя и полного замещения его в формовочной полости матрицы фасонной частью верхнего пуансона.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Реферативный журнал "Технология машиностроения", 1972, N 7, 7Б278П. | |||
