со со
00
со
DO СдЭ
Изобретение относится к металлооб работке и может быть использовано при изготовления сверл глубокого сверления одностороннего резания. Целью изобретения является упрощение технологии.
Способ осуществляют следующим образом.
Стержень размещают над первой За- сьтанной в пресс-форму порцией порошка,, которую предварительно уплотняют нижним пуансоном с опорой стержня на верхний пуансон, а окончательное уплотнение второй порции порошка осу- ществляют верхним пуансоном.
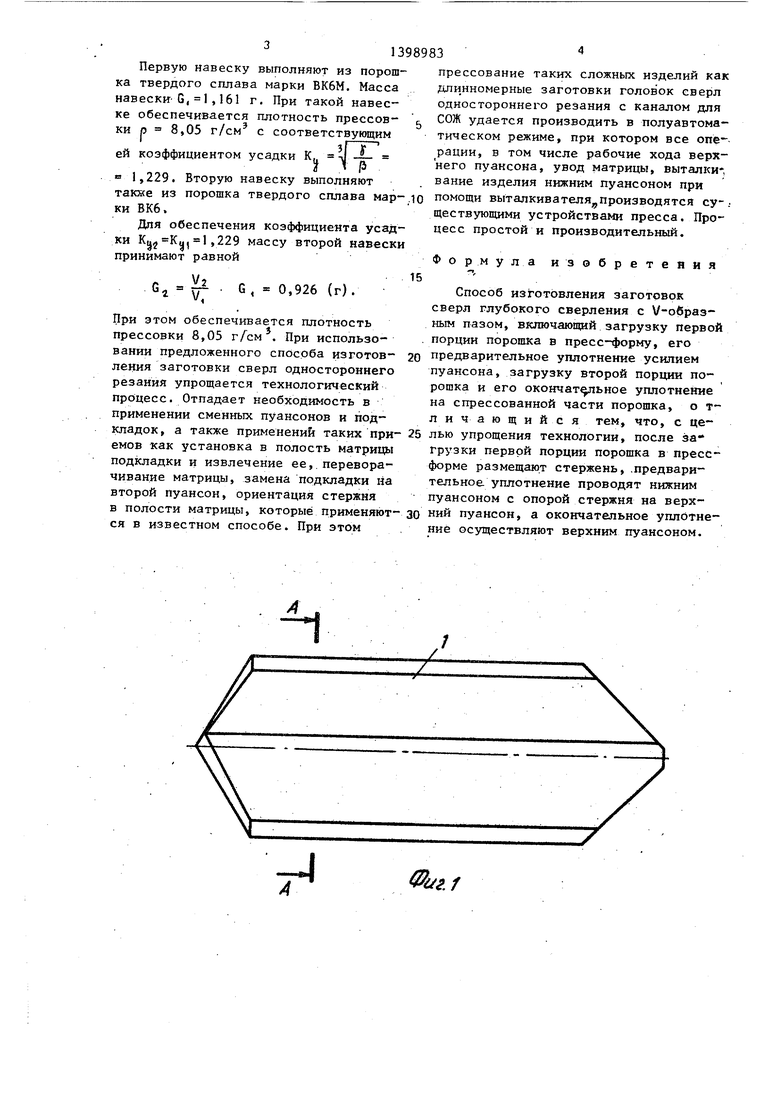
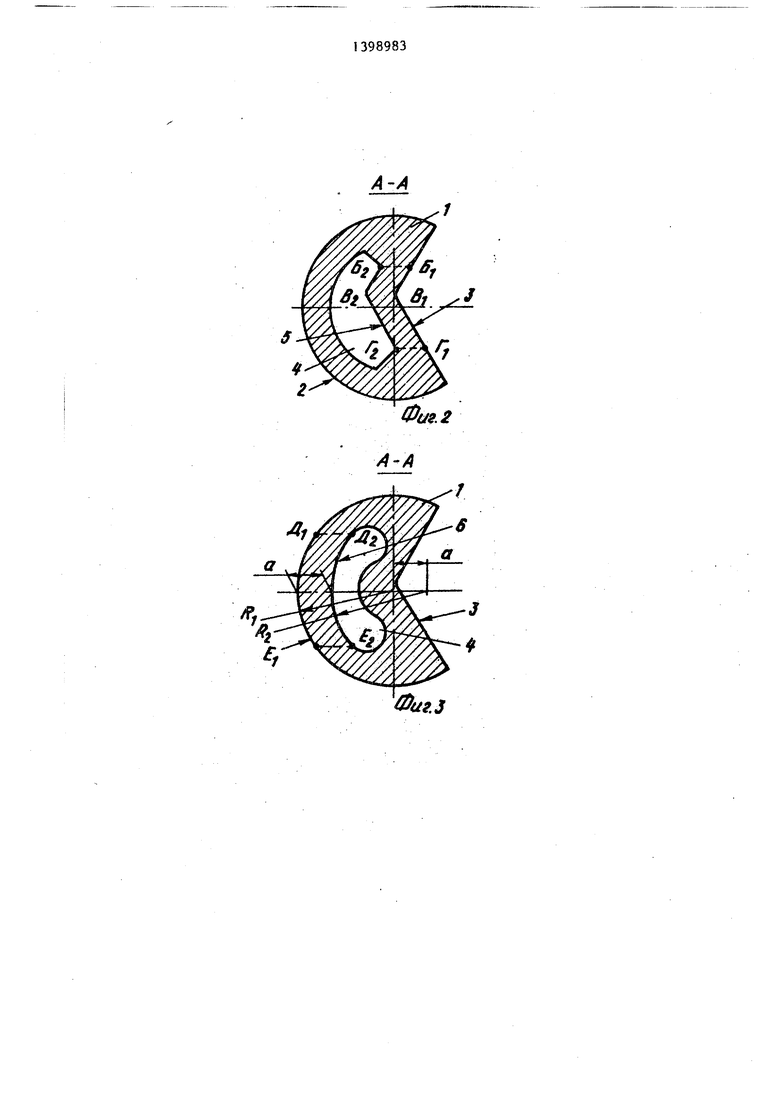
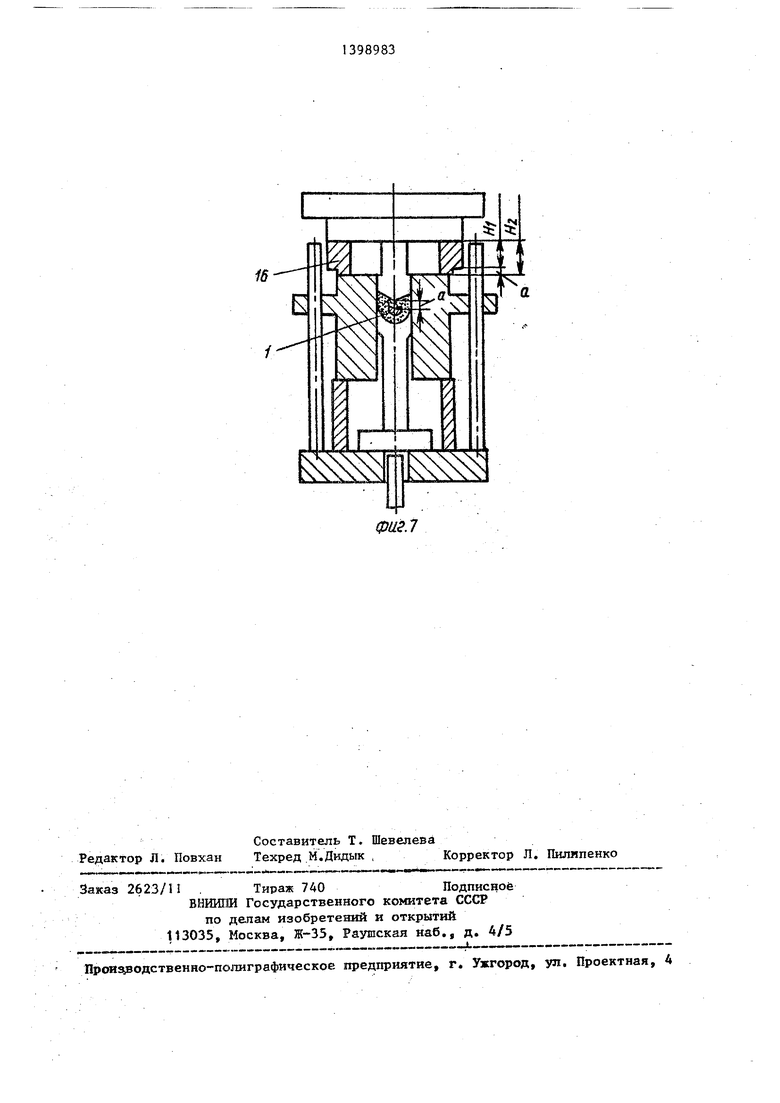
На фиг. 1 изображена заготовка головки сверла глубокого сверления; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - то же, вариант исполнения внутренней поверхности; на фиг. 4 - переход засыпки порошка и размещения стержня в пресс-форме при осуществле- НИИ способа; на фиг.. 5 - переход уплотнения первой порции порошка; на фяг, 6 - переход засыпки второй порции порошка; на фиг, 7 - переход спрессовывания порции порошка с первой спрессованной частью,
Трубчатая заготовка 1 головок .сверл глубокого сверления имеет наружные цилиндрическую поверхность 2 и У образньш паз 3 для отвода смазЪ- охлаждающей жидкости (СОЖ), отверстие 4 в заготовке 1 служит каналом для подвода СОЖ.
В.нутренняя поверхность отверстия 4 имеет участок 5 (ограниченный точками ) , вьтолненный идентично
поверхности паза 3,. расположенный со
стороны этого участка и ограниченный точками Б, В,Г, . При этом геометрическая поверхность Б, .пoлy iaeтcя параллельным переносом поверхности ,Г, на величину а.
В варианте исполнения внутренняя поверхность заготовки имеет участок 6, ограниченньй точками , выполненный идентично наружной поверхности 2, ограниченной точками Д,Е, и расположенной со стороны этого участка.
Геометрическая поверхность () получается параллельным переносом поверхности (Д,Е,) на величину а. При этом Ri-Rg
.Прессование заготовки осуществляют следующим образом. . В.полость матрицы 7 пресс-формы производят засыпку первой порции 8
5
0 5
О
5
0
0
порошка .на нижний пуансон 9, а затем над ней размещают стержень .10. После этого верхний пуансон 11 опускают и вводят в матрицу до смыкания упоров 13 с матрицей 7 и поверхностей пуан- сона 11 и стержня 10. Смыкаемые поверхности пуансона 11 и стержня 10 выполнены идентичными - как оформляющие соответствующие идентичные внутренние и наружние поверхности заготовки 1. При дальнейшем движении верхней плиты 12 с пуансоном 11 и упорами 13 производится опускание матрицы 7. Движение продолжается до касания матрицы 7 с упорами 14.
При этом осуществляется уплотнение порции 8 порошка нижним пуансоном
9на стержне 10, опирающемся на верхний пуансон 11.
Затем производят подъем плиты 12 с верхним пуансоном 11 и засыпку на спрессованную часть заготовки второй порции 15 порошка. При этом матрица 7 может оставаться неподвижной относительно пуансона 9.
После засыпки второй порции порошка опусканием плиты 12 с пуансоном 11 осуществляют спрессовывание второй порции порошка с уплотненной пер;вой порцией, опирающейся на нижний пуансон 9. Опускание пуансона 11 производят до касания в матрицу 7 упоров 16. Упоры )3 и 16 имеют длины Н и Н соответственно, отличающиеся друг от друга на величину а, равную толщине расстояния между идентичными наружной и внутренней поверхностями заготовки. После вьтолнения этих приемов из заготовки удаляют стержень
10и производят выпрессовывание заготовки нижним пуансоном 9 при помо щи выталкивателя 17. Перемещение, матрицы 7 осуществляется на направляющих колонках 18.
Пример. Твердосплавная трубчатая заготовка головки сверла одностороннего резания имеет прессовку с V-образным профилем желоба и фасонным отверстием (фиг. 2) .Диаметр прессовки 5 мм длина 25 мм, площадь се- чения. 10,42 мм. Заготовку прессуют на гидравлическом прессе.
Объем части изделия, получаемой после предварительного прессования, составляет 144,25 .мм , объем второй части - 116,25 мм, общий объем спрессованного изделия - 260,5 мм .
ки
Р
ей коэффициентом усадки Кц -J Первую навеску выполняют из порошка твердого сплава марки ВК6М. Масса навески G,1 ,161 г. При такой навеске обеспечивается плотность прессов- 8,05 г/см с соответствующим
. ГГ Гт-р
1,229. Вторую навеску выполняют
такне из порошка твердого сплава марки ВК6.
Для обеспечения коэффициента усадки ,I,229 массу второй навески принимают равной
G. fr . G, 0.926 (г).
-.
При этом обеспечивается плотность прессовки 8,05 г/см . При использовании предложенного способа изготовления заготовки сверл одностороннего резания упрощается технологический процесс. Отпадает необходимость в
Способ изготовления заготовок сверл глубокого сверления с V-образ- ным пазом, включающий загрузку первой порции порошка в пресс-форму, его предварительное уплотнение усилием пуансона, загрузку второй порции порошка и его окончат ьное уплотнение на спрессованной части порощка, о т- ли чающийся тем, что, с цеприменении сменных пуансонов и подкладок, а также применений таких при- 25 лью упрощения технологии, после за- емов как установка в полость матрицы грузки первой порции порощка в пресс- подкладки и извлечение ее,, перевора- форме размещают стержень, .предвари- чивание матрицы, замена подкладки на тельное уплотнение проводят нижним второй пуансон, ориентация стержня пуансоном с опорой стержня на верх- в полости матрицы, которые применяют- ЗО «ий пуансон, а окончательное уплбтне- ся в известном способе. При этом , ниё осуществляют верхним пуансоном.
5
0
прессование таких сложных изделий как дли нномерные заготовки головок сверл одностороннего резания с каналом для СОЖ удается производить в полуавтоматическом режиме, при котором все операции, в том числе рабочие хода верхнего пуансона, увод матрицы, выталки-, вание изделия нижним пуансоном при помощи выталкивателя производятся су-.. ществующими устройствами пресса. Процесс простой и производительный.
Формула изобретеяня
-г
Способ изготовления заготовок сверл глубокого сверления с V-образ- ным пазом, включающий загрузку первой порции порошка в пресс-форму, его предварительное уплотнение усилием пуансона, загрузку второй порции порошка и его окончат ьное уплотнение на спрессованной части порощка, о т- ли чающийся тем, что, с це25 лью упрощения технологии, после за- грузки первой порции порощка в пресс- форме размещают стержень, .предвари- тельное уплотнение проводят нижним пуансоном с опорой стержня на верх- ЗО «ий пуансон, а окончательное уплбтне- ниё осуществляют верхним пуансоном.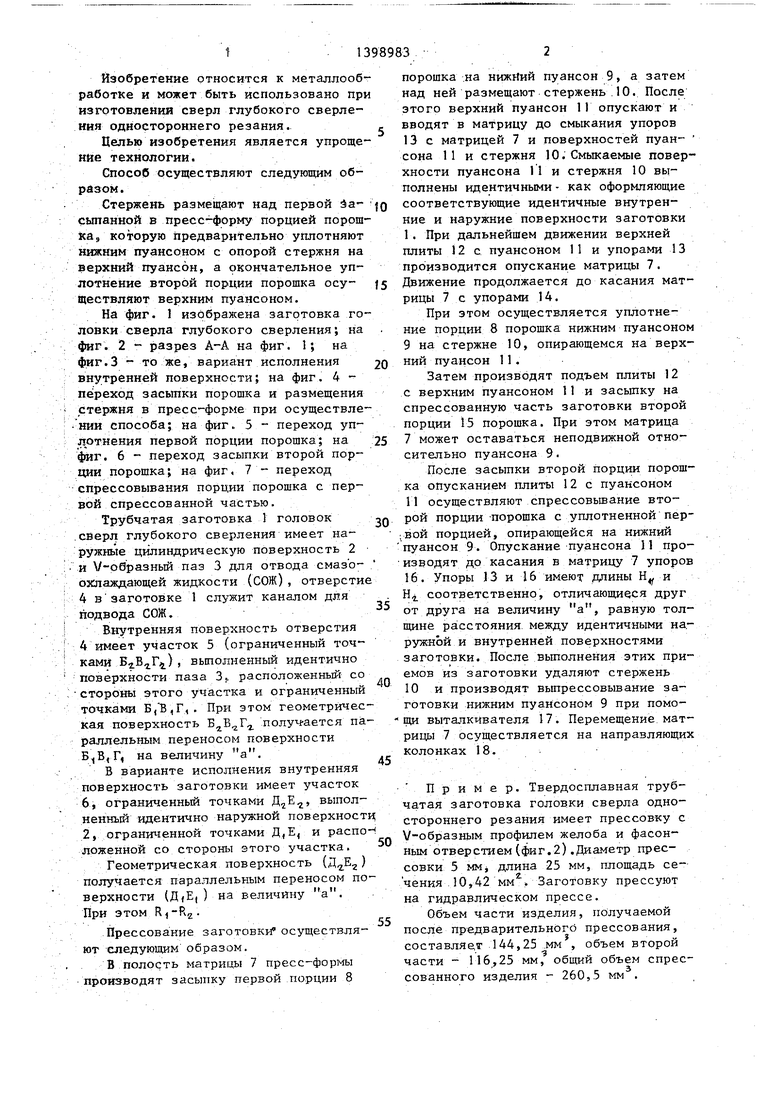
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| Способ прессования изделий из порошка | 1982 |
|
SU1018805A1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| Способ изготовления изделий из порошка | 1990 |
|
SU1785807A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1444078A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
Изобретение относится к металлообработке. Цель изобретения - упроще ние технологии. Первая порция порошка ;йз твердого сплава загружается в пресс-форму. После загрузки первой порции порошка в пресс-форме размещают стержень. Далее проводят предварительное уплотнение нижним пуансоном с опорой стержня на верхний пуансон. Загружают вторую порцию порошка из твердого сплава и проводят окончательное уплотнение на спрессованной части порошка верхним пуансоном. Получены заготовки диаметром 5 мм, длиной 25 мм, с площадью сечения 10,42 мм. 7 ил. сл
./
/7
фаз Ч
io
cpus.s
фиг. 6
фаз Л
| Мещеряков А.И | |||
| Твердосплав{Ше сверла одностороннего резания с внут ренним подводом СОЖ | |||
| Методические рекомендации по конструированию, технологии изготовления и эксплуатация, М.: ВНИИ, 198J, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
