Изобретение относится к абразивной промышленности, в частности, к устройствам для получения высоких заготовок шлифовальных и полировальных кругов.
Известна пресс-форма для формования заготовок абразивных кругов на вулканитовой связке, содержащая матрицу, верхний и нижний пуансоны [1].
Недостатком такой пресс-формы является то, что после снятия нагрузки с верхнего пуансона пресса заготовка подвергается сжатию со стороны матрицы. При выталкивании заготовки из матрицы силы сжатия меняют свой знак и становятся растягивающими. Такое изменение схемы силового воздействия на заготовку со стороны матрицы приводит к возникновению расслоев, макро- и микротрещин и других дефектов на ее поверхности. Причем вероятность возникновения дефектов тем больше, чем больше диаметр и высота заготовки. Таким образом, недостатками данной пресс-формы являются образование дефектов на заготовках и ограничение их сортамента как по диаметрам, так и по высотам.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому изобретению является пресс-форма для формования заготовок, содержащая обойму с внутренней конической поверхностью, угол конусности которой больше угла трения, разрезную матрицу с конической поверхностью, верхний пуансон, состоящий из трех ступеней, нижний пуансон и механизм удержания матрицы в сведенном состоянии [2].
Существенным преимуществом данной пресс-формы является то, что после устранения нагрузки на верхнем пуансоне, механизм удержания матрицы, состоящий из фланца и упругих элементов, освобождает матрицу и она после снятия нагрузки, поднимаясь вверх, разводится при угле конуса, большем, чем угол трения. Таким образом, снятие усилия с верхнего пуансона приводит к снятию боковых усилий на заготовку со стороны матрицы. Заготовка свободно выталкивается или извлекается из матрицы. Качество заготовок повышается, поскольку исчезают причины возникновения дефектов.
Недостатком данной пресс-формы является ограничение сортамента, так как отсутствует возможность получения заготовок абразивных кругов с отверстием без расслоев и трещин в заготовках.
Задачей предлагаемого изобретения является устранение этого недостатка, а именно возможность получения заготовок абразивных кругов с отверстием при одновременном снятии усилия прессования и бокового усилия на заготовку со стороны оправки.
Поставленная задача достигается тем, что в известной пресс-форме для формования заготовок абразивных кругов на вулканитовой связке, содержащей обойму с внутренней конической поверхностью, угол конуса которой больше угла трения на этой поверхности, разрезанную матрицу с наружной конической поверхностью, верхний и нижний пуансоны, механизмы удержания матрицы в сведенном состоянии, согласно изобретению, она дополнительно снабжена конусной оправкой с надетой на нее упругой насадкой, установленной в полости верхнего пуансона вдоль его оси и связанной с ним посредством упругого элемента.
Снабжение пресс-формы конической оправкой, установленной в полости верхнего пуансона заявляемым образом, позволяет после формования заготовки круга с отверстием при ходе верхнего пуансона вверх и снятии усилия прессования снять боковые усилия, действующие на заготовку со стороны оправки, и свободно ее вытолкнуть из матрицы, это устранит возникающие при выталкивании заготовки трещины и расслои.
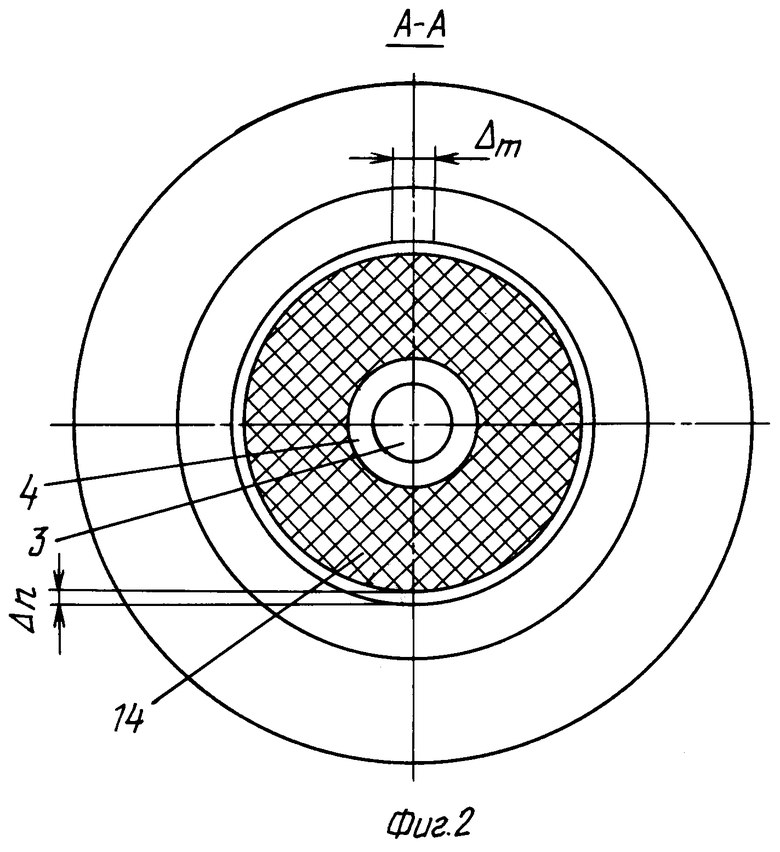
Предлагаемая пресс-форма изображена на фиг.1, 2, где на фиг.1 показан продольный разрез пресс-формы, на фиг.2 - сечение А-А фиг.1 в момент загрузки пакета заготовок.
Пресс-форма для формования заготовок содержит обойму 1 с внутренней конической поверхностью, угол α конусности которой больше угла трения, разрезную матрицу 2 с конической поверхностью, зазор которой равен Δm, конусную оправку 3 с надетой на нее насадкой 4, выполненной из упругого материала, например, полиуретана. Пресс-форма имеет пуансон, состоящий из ступеней 5, 6, 7 с полостью 8 вдоль его оси, в которой размещены стержень 9 и упругий элемент 10, и нижний пуансон 11. Механизм удержания матрицы 2 в сведенном состоянии содержит фланец 12 и упругие элементы 13, установленные между торцом ступени 7 большего диаметра верхнего пуансона и торцовой поверхностью фланца 12. Ступень 6 меньшего диаметра верхнего пуансона расположена между нижней ступенью 5, сопряженной с внутренней поверхностью матрицы 2, и верхней ступенью 7 большего диаметра.
Пресс-форма работает следующим образом.
В разведенную матрицу 2 загружают пакет кольцевых заготовок 14. Включают привод (не показан) пресса. Верхний пуансон со ступенями 5, 6, 7 перемещается вниз. Вместе с ним, сжимая упругие элементы 10 и 13, перемещается фланец 12, который воздействует на торцевую поверхность матрицы 2, перемещает ее в обойме 1 и сводит ее, выбирая зазоры Δm и Δn, центрируя пакет заготовок 14. В это же время стержень 9, перемещаясь в полости 8, сжимает насадку 4 из упругого материала и насаживает ее на коническую оправку 3. При дальнейшем ходе пуансона со ступенями 5, 6, 7 вниз при воздействии нижнего пуансона 11 и оправки 3 с насадкой 4 происходит формование из пакета заготовок 14 монолитной заготовки 15 круга.
При ходе верхнего пуансона вверх вместе с фланцем 12 и стержнем 9 снимается усилие формования и при автоматическом разведении матрицы 2 одновременно снимаются боковые усилия на заготовку 15 со стороны матрицы 2 и насадки 4 из упругого материала на оправку. При этом заготовка легко выталкивается из матрицы.
Разработана опытная пресс-форма для формования заготовок шлифовальных кругов наружным диаметром 250 мм, внутренним диаметром 127 мм и высотой 150 мм. Всего получено 25 заготовок. Дефектов на поверхностях заготовок не обнаружено. В процессе формования подтверждена работоспособность пресс-формы.
Матрица пресс-формы была изготовлена из наружной стали 65 г, угол конуса был равен 15o, зазор Δm равен 15 мм, зазор Δn находился в пределах 2,5±0,3 мм.
Предложенную пресс-форму целесообразно использовать в абразивной промышленности при производстве высоких (высотой более 50 мм) шлифовальных и полировальных абразивных кругов на вулканитовой связке.
Источники информации
1. Оборудование и оснастка предприятий абразивной промышленности. - Л.: Машиностроение, 1981. - С.154-156, рис. 6.1.
2. Патент Российской федерации RU 2176590 С1, В 24 D 18/00, В 29 С 43/36.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2176590C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2013 |
|
RU2525029C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2200084C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2174906C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
Пресс-форма для формования заготовок абразивных кругов на вулканитовой связке содержит обойму (1). Угол конуса внутренней конической поверхности обоймы больше угла трения на этой поверхности. Пресс-форма содержит разрезную матрицу (2) с наружной конической поверхностью, верхний (5, 6, 7) и нижний (11) пуансоны и механизм удержания матрицы (2) в сведенном состоянии в обойме (12, 13). Пресс-форма снабжена конусной оправкой (3) с надетой на нее выполненной из упругого материала насадкой (4). Насадка (4) установлена в полости (8) верхнего пуансона вдоль его оси и соединена с ним посредством упругого элемента (10). Техническим результатом является устранение трещин и расслоев, возникающих при выталкивании заготовки из матрицы. 2 ил.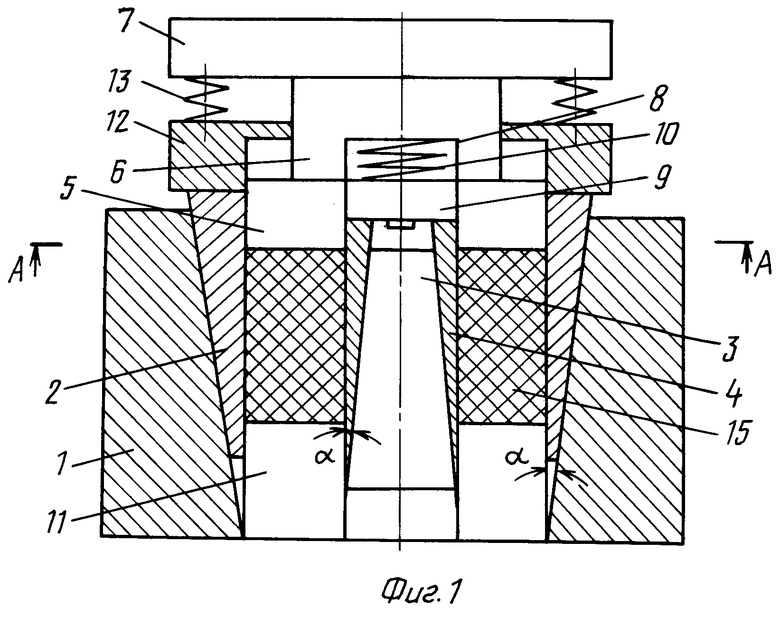
Пресс-форма для формования заготовок абразивных кругов на вулканитовой связке, содержащая обойму с внутренней конической поверхностью, угол конуса которой больше угла трения на этой поверхности, разрезную матрицу с наружной конической поверхностью, верхний и нижний пуансоны и механизм удержания матрицы в сведенном состоянии в обойме, отличающаяся тем, что она дополнительно снабжена конусной оправкой с надетой на нее выполненной из упругого материала насадкой, установленной в полости верхнего пуансона вдоль его оси и соединенной с ним посредством упругого элемента.
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2176590C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |

