Изобретение относится к обработке металлов давлением, в частности к устройствам для ломки прутковых и трубчатых материалов на мерные заготовки, и может быть использовано машиностpоительными предприятиями, занятыми проектированием и изготовлением установок для разделения прутковых и трубчатых материалов на мерные заготовки ломкой, а также предприятиями, эксплуатирующими установки для ломки прутковых и трубчатых материалов на мерные заготовки.
Целью изобретения является повышение надежности и расширение технологических возможностей за счет обеспечения возможности переналадки при изменении поперечного cечения обрабатываемого материала.
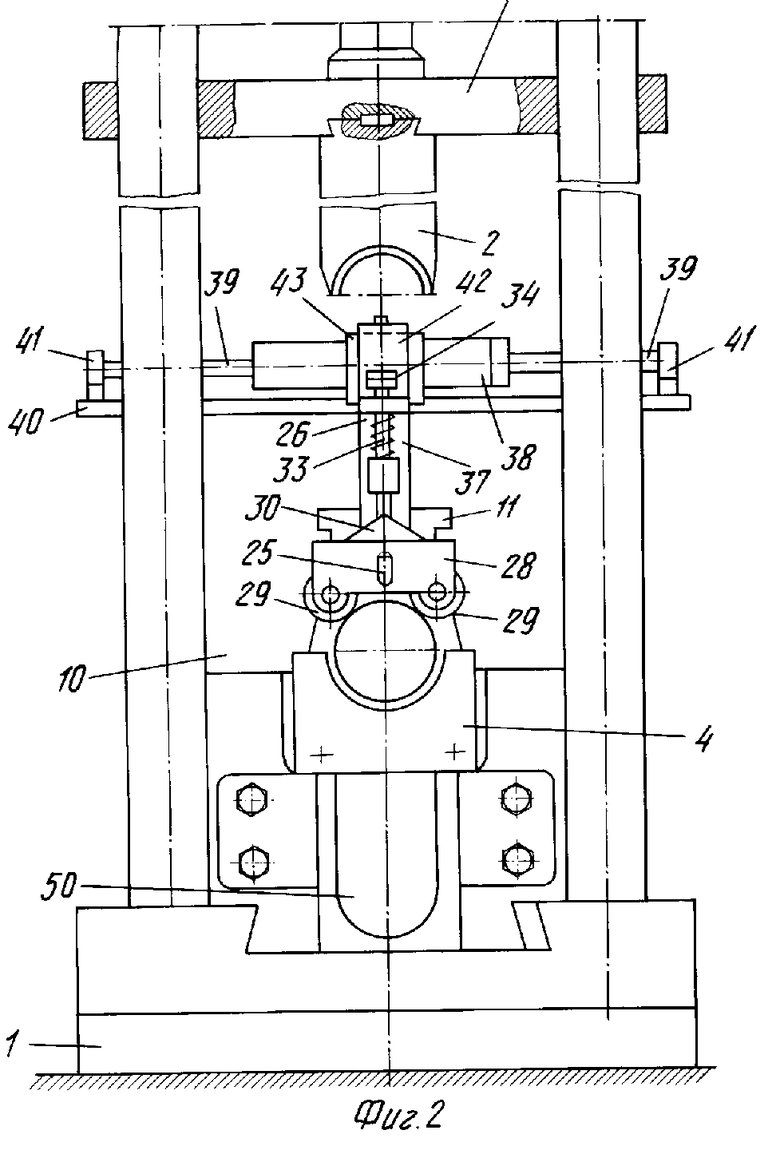
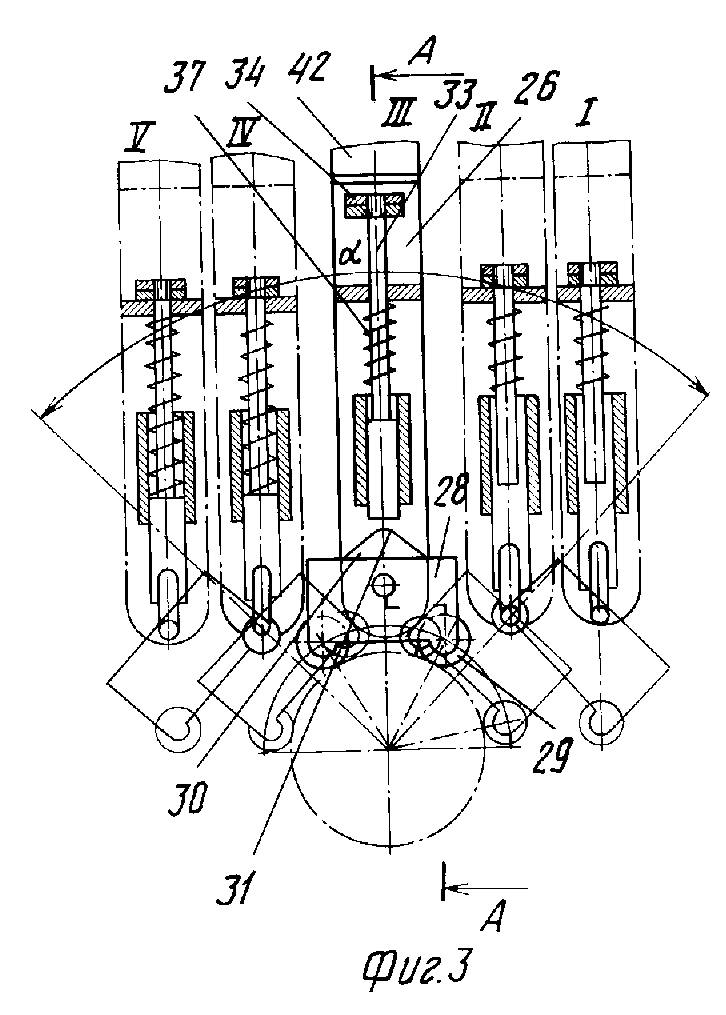
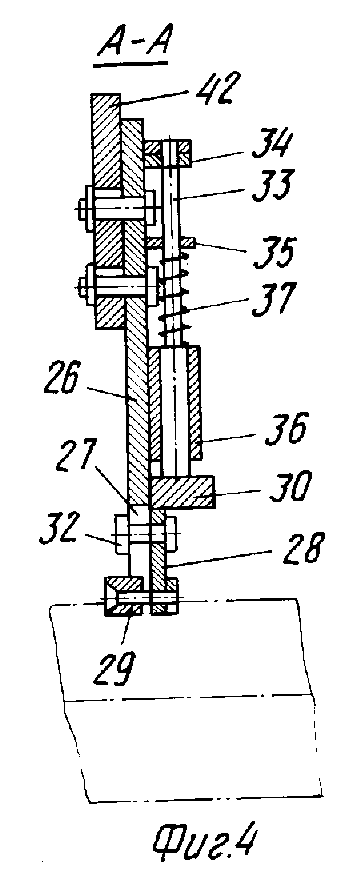
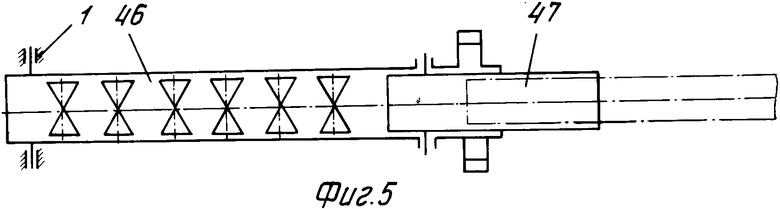
На фиг.1 изображена предлагаемая установка со средством удаления заготовки в виде склиза, общий вид; на фиг.2 - то же, вид сбоку; на фиг.3 - рабочие положения плоской тележки без плазмотрона; на фиг.4 - разрез А-А на фиг.3; на фиг.5 - средство удаления заготовки в виде роликового рольганга и лотка, план; на фиг.6 - то же, вид сбоку.
Установка для ломки прутковых и трубчатых материалов на мерные заготовки содержит основание 1, на котором установлены ломатель 2 с приводом 3 его возвратно-поступательного перемещения, опора 4, механизм подачи 5 обрабатываемого материала, раму 6 и упор 7, установленный на последней с возможностью регулировочного перемещения посредством винта 8 и гайки 9, закрепленных на упоре 7 (фиг.1). На основании 1 установлены также механизм зажима материала, включающий корпус 10 с отверстием 11 и установленное в нем средство фиксации материала. Кроме того, на основании 1 установлены средства для надрезки материала и удаления заготовки.
Механизм зажима материала снабжен установленным на его корпусе 10 кронштейном 12 с продольным сквозным вырезом 13, двуплечим рычагом 14 с неравновеликими плечами 15 и 16, шарнирно посредством оси 17 закрепленным на кронштейне 12 и расположенным с возможностью поворота в его вырезе 13, и пневмоцилиндром 18, шарнирно смонтированным на кронштейне 12 и связанным шарнирно с большим плечом 15 двуплечего рычага 14 (фиг.1).
Средство фиксации материала выполнено в виде установленных в отверстии 11 корпуса 10 один над другим клиньев 19 и 20, верхний 19 из которых шарнирно связан с меньшим плечом 16 двуплечего рычага 14 с возможностью перемещения в горизонтальной плоскости и выполнен с продольной сквозной прорезью 21, а нижний клин 20 выполнен с рабочей частью, образованной пятой 22 для зажима обрабатываемого материала, и связан с верхней частью корпуса 10 посредством подпружиненных соответственно пружинами 23 относительно него вертикальных тяг 24, пропущенных через пpодольную прорезь 21 верхнего клина 19 (фиг.1).
Кроме того, на трущихся поверхностях верхнего 19 и нижнего 20 клиньев, а также на сопряженных с ними трущихся поверхностях отверстия 11 корпуса 10 нанесен защитный слой (не показан) антифрикционного материала, обладающий эффектом избирательного переноса при трении, например медный слой толщиной 1,5-2,5 мкм, при этом сверху и снизу верхнего клина 19 установлены вставки из восстанавливающего защитный слой материала (из меди), т.е. из того же материала, что и защитный слой.
В установке для ломки материала, например, круглого поперечного сечения пята 22 для зажима обрабатываемого материала может быть выполнена в виде призмы. Причем при изменении поперечного сечения материала на нижнем клину 20 средства фиксации материала устанавливают соответствующих размеров пяту 22.
Средство для надрезки материала выполнено в виде плазмотрона 25 и снабжено узлом его перемещения в вертикальной плоскости (фиг.1 и 2).
Узел перемещения плазмотрона 25 в вертикальной плоскости выполнен в виде вертикально расположенной планки 26 с продольным пазом 27 в нижней части, несущей плазмотрон 25, плоской тележки 28 с катками 29 и закрепленным на ней копиром 30 в виде равнобедренного треугольника с закругленной вершиной 31, шарнирно связанной с планкой 26 посредством пальца 32, пропущенного через ее паз 27, ступенчатого стержня 33 с регулируемым выступом 34 на конце ступени меньшего диаметра, смонтированного на планке 26 посредством двух направляющих втулок 35 и 36 с возможностью продольного перемещения и взаимодействия с копиром 30 плоской тележки 28 и подпружиненного посредством пружины 37 в направлении к указанному копиру 30, двухштокового силового цилиндра 38, концы штоков 39 которого закреплены на корпусе 10 механизма зажима материала посредством плиты 40 и опор 41, и Г-образной стойки 42, один конец которой закреплен на корпусе 43 указанного силового цилиндра 38, а планка 26 верхней своей частью связана со свободным концом Г-образной стойки 42 с возможностью регулировочного перемещения в горизонтальном и вертикальном направлениях. Причем траектория перемещения вертикальной оси 44 плазмотрона 25 расположена на вертикальной плоскости, которая совмещена с вертикальной плоскостью 45 опоры 4 (фиг.1).
Кроме того, узел перемещения плазмотрона 25 в вертикальной плоскости снабжен гидропневматическим механизмом, в котором скорость движения силового цилиндра 33, а соответственно и плазмотрона 25 устанавливается регулировкой дросселей.
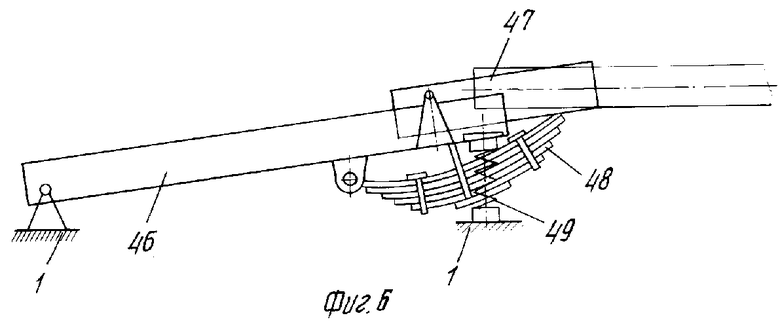
Средство удаления заготовки выполнено в виде роликового рольганга 46 и лотка 47, шарнирно смонтированного на рольганге консольно со стороны механизма зажима материала. При этом консольная часть лотка 47 подпружинена посредством рессоры 48, закрепленной одним концом на рольганге 46, конец рольганга 46, несущий лоток 47, подпружинен соответственно пружинами 49 относительно основания 1, а другой его конец шарнирно смонтирован на основании 1 (фиг.5 и 6).
Средство удаления заготовки, выполненное в виде роликового рольганга 46 и лотка 47, устанавливают в предложенной установке лишь при необходимости получения высококачественных торцов заготовок и для улучшения условий обслуживания за счет обеспечения поддержания отделяемой заготовки. Средство удаления заготовки в предложенной установке может быть выполнено и в виде склиза 50 (фиг.1 и 2).
Установка работает следующим образом.
Перед началом работы плоская тележка 28 с плазмотроном 25 установлена в крайнем правом положении I (фиг.3), а упор 7 - в положение, соответствующее длине отламываемого материала. Включением механизма 5 подачи обрабатываемого материала подлежащий ломке материал подается до упора 7, после чего механизм 5 подачи обрабатываемого материала отключается, отходит упор и одновременно подается сигнал на подачу сжатого воздуха в штоковую полость пневмоцилиндра 18. Поршень этого пневмоцилиндра 18 под давлением сжатого воздуха, поступающего из пневмомагистрали начинает перемещаться вправо.
Шток пневмоцилиндра 18 при этом воздействует на большее плечо 15 двуплечего рычага 14 и заставляет его поворачиваться вокруг оси 17, закрепленной на кронштейне 12 (фиг.1). При этом двуплечий рычаг 14 своим меньшим плечом 16 воздействует на верхний клин 19 и перемещает последний в отверстии 11 корпуса 10 влево. При движении влево в отверстии 11 корпуса 10 верхний клин 19 перемещает вниз нижний клин 20, пяту 22, вертикальные тяги 24 и, сжимая пружины 23, зажимает обрабатываемый материал в заданном положении, обеспечивая его неподвижное состояние в момент излома и после него.
Наличие защитного слоя на трущихся поверхностях верхнего 19 и нижнего 20 клиньев, а также на сопряженных с ними трущихся поверхностях отверстия 11 корпуса 10 обеспечивает длительный срок службы установки и соответственно повышает ее надежность, так как в результате трения атомы защитного слоя непрерывно мигрируют, переходя из одной поверхности на другую, а основной материал остается на месте не тронутым.
После зажима обрабатываемого материала механизмом зажима материала подается сигнал на подачу жидкости в левую полость силового цилиндра 38 узла перемещения плазмотрона 25 (фиг.2). Корпус 43 этого силового цилиндра 38 под давлением жидкости начинает перемещаться влево. Вместе с корпусом 43 силового цилиндра 38 перемещаются влево посредством Г-образной стойки 42, пленки 26 и шарнирно установленной на ней плоской тележки 28 плазмотрон 25. Катки 29 плоской тележки 28 с момента контакта их с обрабатываемым материалом прижаты к нему посредством подпружиненного соответственно пружиной 37 ступенчатого стержня 33, который в свою очередь воздействует на копир 30 плоской тележки 28. При этом посредством плазмотрона 25 не менее чем на 1/4 части диаметра обрабатываемого материала выполняют равномерный по глубине надрез, точно расположенный на вертикальной плоскости 45 опоры 4 (фиг.1). После чего плоская тележка 28 с плазмотроном 25 отводится в крайнее левое положение V (фиг.3) и одновременно подается импульс на включение привода 3 перемещения, ломателя 2.
Затем ломателем 2, перемещаемым вниз приводом 3 его перемещения, производится отделение заготовки с чистым торцом на лоток 47 роликового рольганга 46 (фиг. 1, 5 и 6). При этом лоток и роликовый рольганг поддерживают отделяемую от материала часть и гасят ударные нагрузки, возникающие в момент излома. После этого подается сигнал на подачу сжатого воздуха в поршневую полость пневмоцилиндра 18. Поршень этого пневмоцилиндра 18 под давлением сжатого воздуха, поступающего из пневмомагистрали, начинает перемещаться влево. Шток пневмоцилиндра 18 при этом воздействует на большее плечо 15 двуплечего рычага 14, заставляя его поворачиваться против часовой стрелки вокруг оси 17, закрепленной на кронштейне 12 (фиг.1). При этом двуплечий рычаг 14 своим меньшим плечом 16 воздействует на верхний клин 19 и перемещает последний вправо в отверстии 11 корпуса 10. При движении вправо верхний клин 19 освобождает нижний клин 20 и за счет резкого разжатия пружин 23 посредством вертикальных тяг 24 происходит быстрое перемещение вверх нижнего клина 20 с пятой 22 и соответственно обеспечивается разжим обрабатываемого материала (фиг. 1). В таком положении установка готова для выполнения очередного цикла.
Переналадку на другой типоразмер заготовок производят в следующей последовательности.
Посредством силового цилиндра 38 устанавливают плоскую тележку 28 с плазмотроном 25 в одном из крайних положений I или V. Опускают на стойки привод 3 перемещения ломателя 2. Стопорят привод перемещения ломателя посредством винтов к упомянутым стойкам. После извлечения из основания стопора отводят раму 6 с установленными на ней упором 7 и приводом перемещения последнего.
После этого производят демонтаж с основания 1 средства удаления заготовок, а из корпуса 10 производят демонтаж опоры 4. Снимают стопорную планку пяты 22. Затем смещением пяты 22 вправо относительно нижнего клина 20 производят ее демонтаж (фиг. 1). Тогда в обратной последовательности пяту 22 соответствующих размеров устанавливают и стопорят на нижнем клину 20 и опору 4 соответствующих размеров крепят на основании 1.
После этого посредством силового цилиндра 38 плоскую тележку 28 с плазмотроном 25 устанавливают в положение III (фиг.3). Вывинчивают болты крепления Г-образной стойки 42 к корпусу 43 силового цилиндра 38, а затем соответствующим смещением (влево или вправо) Г-образной стойки 42 относительно корпуса 43 силового цилиндра 38 совмещают ось 44 плазмотрона 25 с вертикальной плоскостью 45 опоры 4 (фиг.1).
Затем вывинчивают гайки болтов крепления планки 26 к Г-образной стойке 42, а затем соответствующим перемещением вверх или вниз совмещают метку, расположенную на планке 26 с меткой, соответствующей диаметру обрабатываемого материала, расположенной на Г-образной стойке 42 (фиг.1 и 2). Посредством гаек и болтов жестко стопорят планку 26 к Г-образной стойке 42, после этого устанавливают на основании средство удаления заготовки. Устанавливают в исходное положение раму 6 с упором 7. Стопорят раму 6 относительно основания посредством стопора. Посредством силового цилиндра 38 устанавливают плоскую тележку 28 с плазмотроном 25 в одном из крайних положений I или V (фиг.1 и 3).
После этого упор 7 устанавливают в положение, соответствующее длине отламываемой заготовки. Включением механизма 5 подачи обрабатываемого материала материал подлежащий ломке, подается до упора 7, после чего механизм подачи обрабатываемого материала отключается, отводится упор 7 в исходное положение. Затем после вывинчивания винтов, стопорящих привод 3 перемещения ломателя 2 к стойкам, установка готова к ломке материала.
Нанесение защитного антифрикционного слоя производилось на строгальном станке фрикционным методом.
Установка на корпусе 10 механизма зажима материала кронштейна 12 продольным сквозным вырезом 13, двуплечим рычагом 14 с неравновеликими плечами 15 и 16, шарнирно посредством оси 17 закрепленным на кронштейне 12 и расположенным с возможностью поворота в его вырезе 13, и пневмоцилиндром 18, шарнирно смонтированным на кронштейне 12 и связанным с большим плечом 15 двуплечего рычага 14 (фиг.1), повышает надежность работы установки за счет исключения возможности заклинивания верхнего клина 19 при перемещении его вправо (при разжиме материала), что достигается за счет увеличения усилия нагружения верхнего клина 19 в направлении, совпадающем с направлением перемещения верхнего клина при разжиме материала без повышения рабочего давления в пневмоцилиндре 18, и расширяет технологические возможности путем обеспечения переналадки при изменении поперечного сечения материала.
Выполнение средства фиксации материала в виде установленных в отверстии 11 корпуса 10 один над другим клиньев 19 и 20, верхний 19 из которых шарнирно связан с меньшим плечом 16 упомянутого двуплечего рычага 14 с возможностью перемещения в горизонтальной плоскости и выполнен с продольной сквозной прорезью 21, а нижний клин 20 выполнен с рабочей частью, образованной пятой 22 для зажима обрабатываемого материала, и связан с верхней частью корпуса 10 посредством подпружиненных соответственно пружинами 23 относительно него вертикальных тяг 24, пропущенных через продольную прорезь 21 верхнего клина 19 (фиг.1), повышает надежность за счет неподвижного состояния материала в момент излома и после него, а это исключает качательное движение материала на опоре 4 и соответственно появление ударных нагрузок, возникающих в момент излома при резком падении материала на корпус 10 механизма зажима материала и при падении на ролики механизма подачи 5 обрабатываемого материала, обеспечивает при зажиме (разжиме) материала перемещение клиньев в взаимно перпендикулярных направлениях, что исключает заклинивание клиньев при разжиме материала и одновременно расширяет технологические возможности путем обеспечения переналадки при изменении поперечного сечения материала, а также позволяет получать заготовки с чистым торцом.
Выполнение средства для надрезки материала в виде плазмотрона 25 и снабжение его узлом перемещения в вертикальной плоскости, выполненным в виде вертикально расположенной планки 26 с продольным пазом 27 в нижней части, несущей плазмотрон 25, плоской тележки 28 с катками 29 и закрепленным на ней копиром 30 в виде равнобедренного треугольника с закругленной вершиной 31, шарнирно связанной с планкой 26 посредством пальца 32, пропущенного через ее паз 27, ступенчатого стержня 33 с регулируемым выступом 34 на конце ступени меньшего диаметра, смонтированного на планке 26 посредством двух направляющих втулок 35 и 36 с возможностью продольного перемещения и взаимодействия с копиром 30 плоской тележки 28 и подпружиненного посредством пружины 37 в направлении к указанному копиру 30, двухштокового силового цилиндра 38, концы штоков 39 которого закреплены на корпусе 10 механизма зажима материала посредством плиты 40 и опор 41, и Г-образной стойки 42, один конец которой закреплен на корпусе 43 силового цилиндра 38, а планка 26 верхней своей частью связана со свободным концом Г-образной стойки 42 с возможностью регулировочного перемещения в горизонтальном и вертикальном направлениях, расширяет технологические возможности путем обеспечения переналадки при изменении поперечного сечения материала, повышает надежность путем компенсации влияния погрешности изготовления сопрягаемых деталей установки. Это достигается соответствующей регулировкой в горизонтальном направлении плоской тележки 28 с плазмотроном 25 относительно опоры 4. Кроме того, повышение надежности достигается за счет выполнения равномерного по глубине и не менее чем на 1/4 части по длине окружности круглого в сечении материала надреза (концентратора напряжений), что в свою очередь достигается за счет плавного перемещения по поверхности материала плоской тележки 28 с плазмотроном 25, а это достигается соответствующей регулировкой жесткости пружины 38 и закругленной вершиной 31 копира 30 (фиг. 1-4).
Выполнение средства удаления заготовки в виде роликового рольганга 46 и лотка 47, шарнирно смонтированного на рольганге 46 консольно со стороны механизма зажима материала, при этом консольная часть лотка 47 подпружинена посредством рессоры 48, закрепленной одним концом на рольганга 46, конец рольганга 46, несущий лоток 47, подпружинен относительно основания 1, а другой его конец шарнирно смонтирован на основании 1, улучшает качество получаемых заготовок и условия обслуживания за счет обеспечения поддержания отделяемой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ломки проката и труб на мерные заготовки | 1981 |
|
SU965557A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| КОМПЛЕКС ДЛЯ РАСКРОЯ ПРУТКОВОГО И ТРУБЧАТОГО МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ МЕТОДОМ ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ | 2000 |
|
RU2216436C2 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| Устройство для ломки заготовок | 1978 |
|
SU766768A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Автоматизированный участок для резки проката | 1985 |
|
SU1625665A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для продольного перемещения длинномерных изделий | 1985 |
|
SU1261729A1 |
| Устройство для транспортировки и передачи деталей | 1981 |
|
SU1025617A1 |
Использование: ломка прутковых и трубчатых материалов на мерные заготовки. Сущность изобретения: после проведения наладки установки (монтажа соответствующих размеров пяты 22 на нижний клин 20 и опоры 4 на корпус 10, совмещения вертикальной оси 44 плазмотрона 25 с вертикальной плоскостью 45 опоры 4, определения усилия прижима ступенчатого стержня 33 к копиру плоской тележки 28 посредством регулируемого выступа 34 и пружины 37, перемещение упора 7 на заданное расстояние винтом 8) материал подается механизмом подачи 5 до упора 7. Включением пневмоцилиндра 18 посредством двуплечего рычага 14, клиньев 19, 20 и пяты 22 материал зажимается. После включения силового цилиндра 38 посредством Г-образной стойки 42 и планки 26 плоская тележка 28, перемещаясь по поверхности круглого в сечении материала посредством закрепленного на ней плазмотрона 25, выполняет равномерный по глубине и не менее чем на 1/4 части по длине окружности надрез. Затем ломателем 2, перемещаемым вниз приводом 3 его перемещения, производится отделение заготовки с чистым торцом на лоток и роликовый рольганг.1 з.п. ф-лы, 6 ил.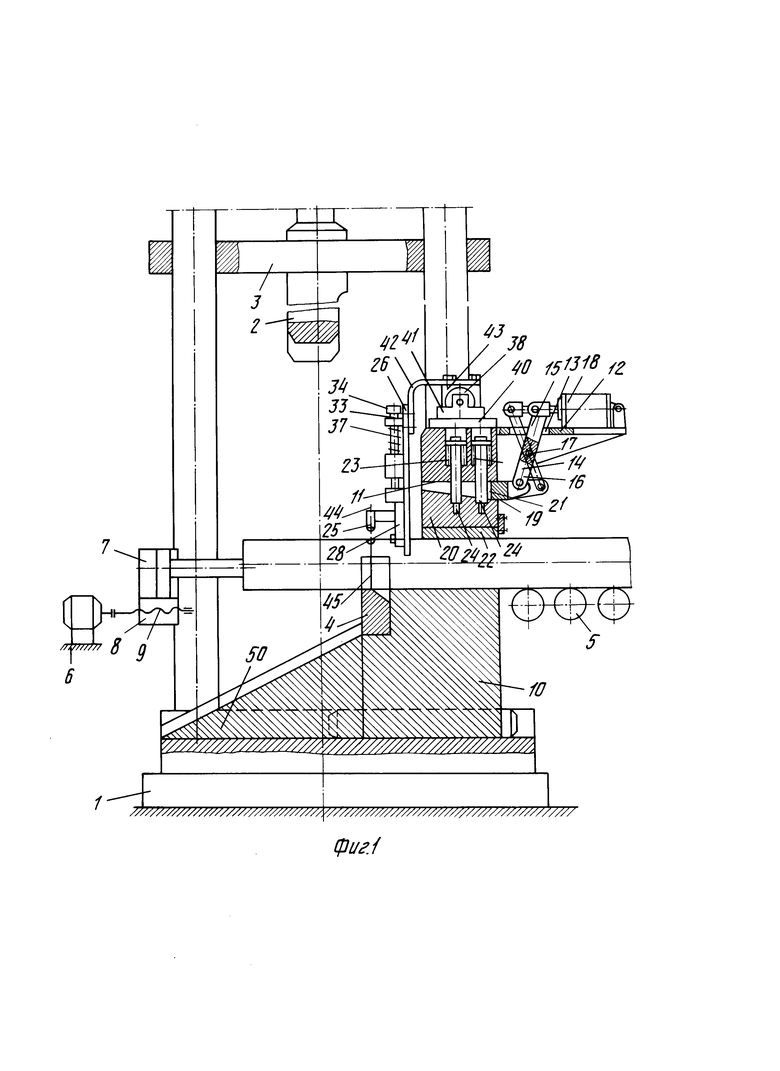
| Установка для ломки прутков наМЕРНыЕ зАгОТОВКи | 1978 |
|
SU841806A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
