Изобретение относится к обработке металлов давлением, а именно к способу получения постоянных магнитов путем горячей пластической деформации, и может быть использовано в машиностроительной, авиационной и электронной промышленности.
Известен способ изготовления постоянного магнита, в состав которого входит по меньшей мере один редкоземельный элемент, железо и бор. Заготовку деформируют при температуре более 500оС при скорости деформации, равной d ε/dt 10-4 с-1, где ε - логарифмическая деформация; t - время. Из заготовки, прошедшей термообработку, формируют постоянный магнит путем прокатки при 1000оС, который подвергают отжигу. Способ позволяет получить постоянные магниты из сплавов системы железо-неодим-бор-алюминий или железо-празеодим-бор-медь с магнитной энергией (ВН)мах = МГс˙Э. Технология не предусматривает использования оболочки, что приводит к тому, что магнит получается низкого качества.
Известен способ изготовления магнитов, в состав которого входят железо, редкоземельный элемент, бор. Слиток в форме параллелепипеда нагревают до 900оС, прокатывают в стане с разными окружными скоростями и подвергают термообработке при температуре выше 900оС в течение 30 мин. После термообработки полученную заготовку охлаждают воздухом до температуры 770оС и прокатывают вторично, затем охлаждают до 650оС в капельном тумане со скоростью 110оС/мин и в печи до комнатной температуры со скоростью порядка 5оС/мин. Магнитная энергия (ВН)мах≅ 28 МГс˙Э. Увеличение дробности прокатки по сравнению с аналогом и использование промежуточных отжигов позволяет уменьшить количество трещин и размер кристаллитов, что повышает Нс. Но в силу неоднородности деформации по сечению заготовки не удается существенно повысить степень магнитной анизотропии, что в свою очередь приводит к уровню (ВН)мах ≈ 28 МГс˙Э.
Наиболее близким решением к заявленному является способ изготовления магнитов системы железо-редкоземельный элемент-бор. Слиток в форме прямоугольного параллелепипеда нагревают и прокатывают при температуре 900оС, процесс горячей прокатки повторяют трижды, чередуя ее термообработкой при 1000оС в течение 30 мин. Конечную термообработку проводят при 850оС в течение 2 ч. Горячая обработка способствует получению мелкозернистых кристаллов и росту кристаллических зерен, что улучшает ориентацию осей, повышает ориентацию осей и повышает магнитные характеристики. Несмотря на повышение дробности деформации, способ-прототип позволяет повысить только Нс, однако величина остаточной индукции Вr при этом растет слабо, т.к. процесс разворота кристаллов и их ориентирования в нужном направлении недостаточно активен. В результате (ВН)мах ≅ 30 МГс.Э.
Как следует из приведенных данных, известные способы не дают возможности достичь высокой степени анизотропии, которая требуется для достижения более высоких значений магнитной энергии (ВН)мах.
Поставлена задача повысить степень анизотропии в магнитах при сохранении уровня гистерезисных свойств, которая решается предлагаемым способом.
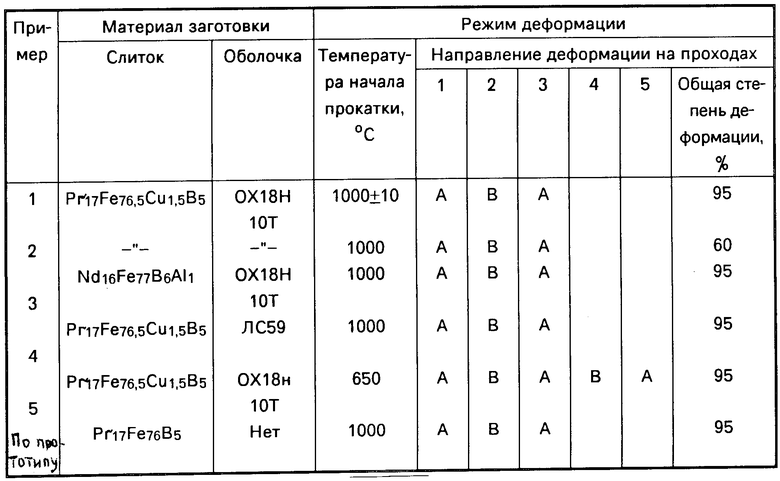
Способ изготовления постоянных магнитов системы железо-редкоземельный элемент-бор включает покрытие оболочкой слитка, полученного методом направленной кристаллизации, горячую прокатку при температуре с термообработкой и последующим охлаждением полученной заготовки в магнитном поле. Прокатку сначала в направлении, перпендикулярном к направлению расположения кристаллов, затем после термообработки направление прокатки меняют на угол, кратный 90о. Чередование прокатки с термообработкой проводят до достижения степени деформации 60-95%, причем завершают процесс прокатки в направлении, аналогичном направлению прокатки на первой стадии. Обработанная таким способом заготовка проходит термообработку и охлаждение в магнитном поле с напряженностью не менее 10 кЭ. Постоянные магниты системы бор-редкоземельный элемент-бор предпочтительно могут содержать в качестве редкоземельных элементов празеодим, неодим, пролетий, самарий, тербий, диспрозий.
Постоянные магниты, как правило, имеют легирующие элементы, например алюминий, медь, гафний, кобальт. Они могут содержать в себе и другие элементы, которые являются постоянными примесями. В качестве оболочки для слитка используют немагнитные материалы, которые отвечают требованию 0,3 ≅ σ0,2o /σ0,2с, где σ0,2o и σ0,2с - условные пределы текучести материала оболочки и сплава при температуре деформации. Таким требованиям отвечают сплавы типа 0Х18Н10Т или Л С59.
Температура заготовки в момент начала прокатки составляет 1000-650оС и к концу прокатки снижается до 90-600оС.
После каждой стадии прокатки, на которой достигается степень деформации порядка 20. ..30%, производят нагрев до температуры начала прокатки. После завершающей стадии прокатки заготовку подвергают термообработке при температуре 1000+10оС в течение 20...24 ч. Обработанную заготовку охлаждают со средней скоростью 10...20оС/мин в магнитном поле, но целесообразно магнитное поле поддерживать в интервале температур 400...200оС.
Предлагаемый способ промышленно применим, т.к. предусматривает использование существующего серийного оборудования, например печей марки KS-400/10 стана КДУ1НИИМТ.
Существенными отличительными признаками являются схема деформации и использование магнитного поля в процессе охлаждения.
П р и м е р 1. Образец размерами 15 х x15 х 30 мм сплава состава Рr17Fe76,5 Cu1,5B5, полученный методом направленной кристаллизации, помещали в стальную оболочку, внутренний диаметр 18, наружный диаметр 19 и длина 110 мм, внутрь трубы также засыпалось защитно-смазочное покрытие ЭВТ-24, после чего концы трубы заваривались.
Приготовленный таким образом образец нагревают в печи KS-400/10 до температуры 1000оС в течение 15 мин.
Нагретый образец помещали между валками прокатного стана КДУ1НИИМТ таким образом, что направление прокатки перпендикулярно направлению кристаллизации. Прокатывают со степенью деформации 30%. Второй проход осуществляют после предварительного подогрева до 1000оС и выдержки в течение 10 мин во взаимно перпендикулярном направлении первому проходу со степенью деформации 30% . Направление прокатки совпадает по направлению с первой, которая осуществляется после предварительного подогрева до 1000оС. Полученный таким образом пруток разрезался на образцы, которые имели следующие магнитные свойства:
Нс = 12 кЭ,
Br ≥ 1,1 - 1,2 Тл,
(ВН)мах ≈ 35 - 40 МГс˙Э.
Коэффициент магнитной анизотропии 4,0.
В интервале температур 400. ..200оС включают магнитное поле с напряженностью 10 кЭ и охлаждают со скоростью 10оС/мин.
Аналогично примеру 1 проводят обработку сплава, содержащего другие редкоземельные элементы и сплавы с легирующими элементами. Данные приведены в таблице.
Предлагаемый процесс изготовления постоянных магнитов технологически прост, позволяет улучшить магнитные и эксплуатационные характеристики (коррозионная стойкость, прочность, обрабатываемость) постоянных магнитов системы железо-редкоземельный элемент-бор, кроме того, это единственный способ получения длинномерных изделий малого сечения.
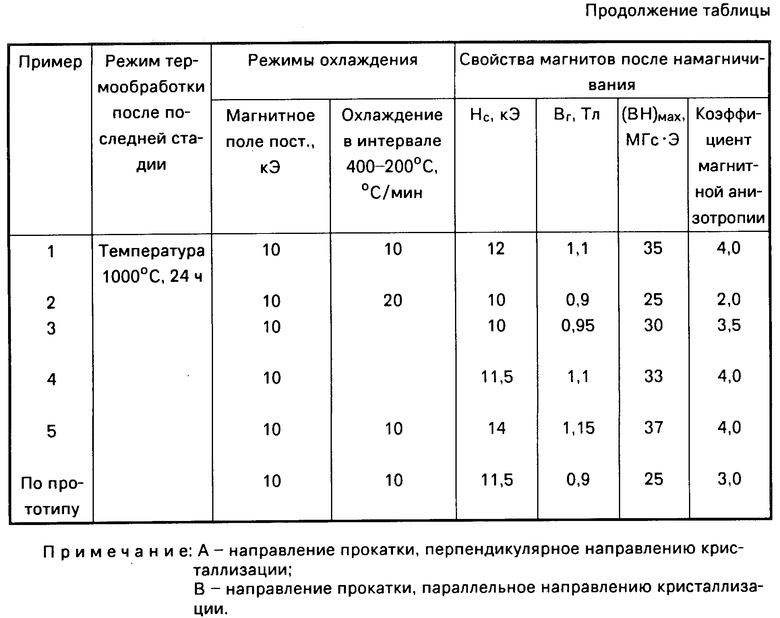
Использование: в машиностроительной, авиационной и электронной промышленности. Сущность изобретения: слиток магнита системы железо-редкоземельный элемент-бор, полученный направленной кристаллизацией, покрывают оболочкой, в частности из немагнитных материалов типа сплава OXI8HIOT. Заготовку с температурой порядка 1000°С прокатывают за несколько проходов. Прокатку начинают сначала в направлении, перпендикулярном к направлению расположения кристаллов, и затем на следующем этапе прокатки в направлении, параллельном расположению кристаллов. Схема деформации на последнем этапе аналогична схеме первого этапа. Процесс ведут до достижения общей степени деформации 60 - 90%. Далее заготовку подвергают термообработке при Hc≥ 12 кЭ в течение 24 ч и охлаждают в постоянном магнитном поле с напряженностью не менее 10 кЭ, причем в интервале 400 - 200°С со скоростью 10 - 20°С/мин. Свойства магнита: Hc≥ 12 кЭ , Вг= 1,1-1,2 Tл , (BН)max= 35-40 MГc·Э , коэффициент магнитной анизотропии 4,0 - 3,5. 3 з.п. ф-лы.
0,3 ≅ σ0,2o / σ0,2c ,
где σ0,2o и σ0,2c - условные пределы текучести материала оболочки и сплава при температуре деформации,
прокатку сначала осуществляют в направлении, перпендикулярном к направлению расположения кристаллов, меняя затем ее направление на угол, кратный 90o, при этом общая степень деформации составляет 60-95%, причем заканчивают процесс прокатки в направлении, аналогичном первоначальному, охлаждение осуществляют в магнитном поле.
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
