Изобретение относится к литейному производству и может быть использовано при получении отливок из металлических сплавов и пластмасс литьем под давлением в многогнездных пресс-формах с обрезкой отливок по контуру и прошивкой внутренних полостей.
Известны комбинированные обрезные штампы, обеспечивающие обрезку облоя, литниковой системы и прошивку (вырубку) внутренних полостей отливок (1). Это самостоятельные сложные единицы инструмента, требующие специального оборудования прессов.
Известна форма для литья под давлением, содержащая подвижную, неподвижную и размещенную между ними среднюю поворотную часть с механизмом толкания отливок на обрезку через окна в подвижной части, соответствующие контуру отливки (2).
Однако, для удаления возможного залива (облоя) внутренней полости отливки требуется дополнительная обработка.
Известна также машина для литья под давлением с пресс-формой, содержащей подвижную часть с механизмом обрезки отливки, среднюю поворотную часть с механизмом толкания отливки и неподвижную часть (3).
В данной конструкции пресс-формы возможности по удалению заливов (облоя) во внутренних полостях отливки также не реализуются.
Цель изобретения - повышение производительности труда.
Это достигается тем, что пресс-форма для литья под давлением, содержащая подвижную часть с механизмом обрезки отливки, среднюю поворотную часть с механизмом толкания отливки и неподвижную часть, снабжена механизмом прошивки внутренних полостей отливки, размещенным в подвижной части и выполненным в виде кронштейна с прошивным пуансоном, съемника-фиксатора и плиты съемника-фиксатора, подпружиненной относительно кронштейна.
Другое отличие состоит в том, что пресс-форма для литья под давлением снабжена постаментом, закрепленным в подвижной части.
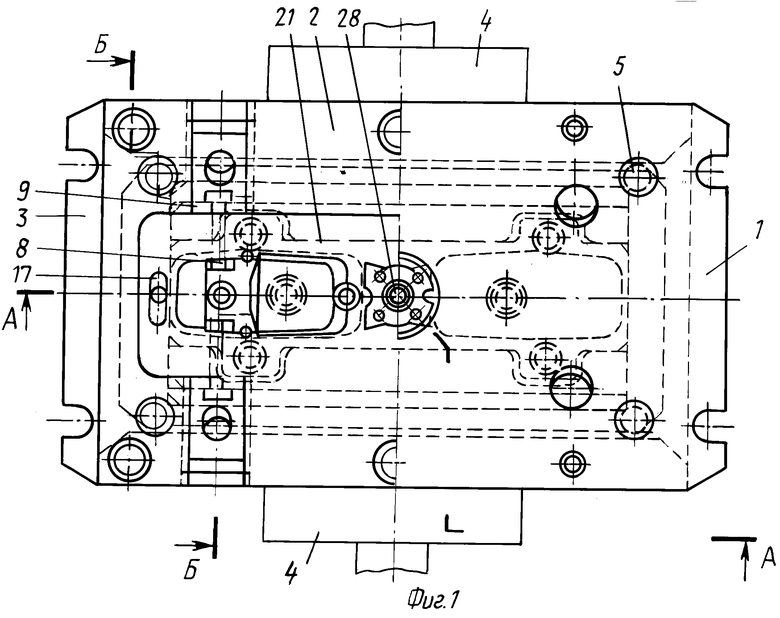
На фиг. 1 показана многогнездная пресс-форма, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Пресс-форма состоит из трех частей - неподвижной 1, средней поворотной 2 и подвижной 3.
Неподвижная и подвижная части закреплены на соответствующих плитах машины, а средняя поворотная часть закреплена на цапфах 4 транспортно-поворотного устройства машины и совершает вместе с ним движение на закрытие - раскрытие с поворотом вокруг оси цапф (фиг. 3).
Точное взаиморасположение трех частей пресс-формы обеспечивается направляющими штырями 3 и втулками 6.
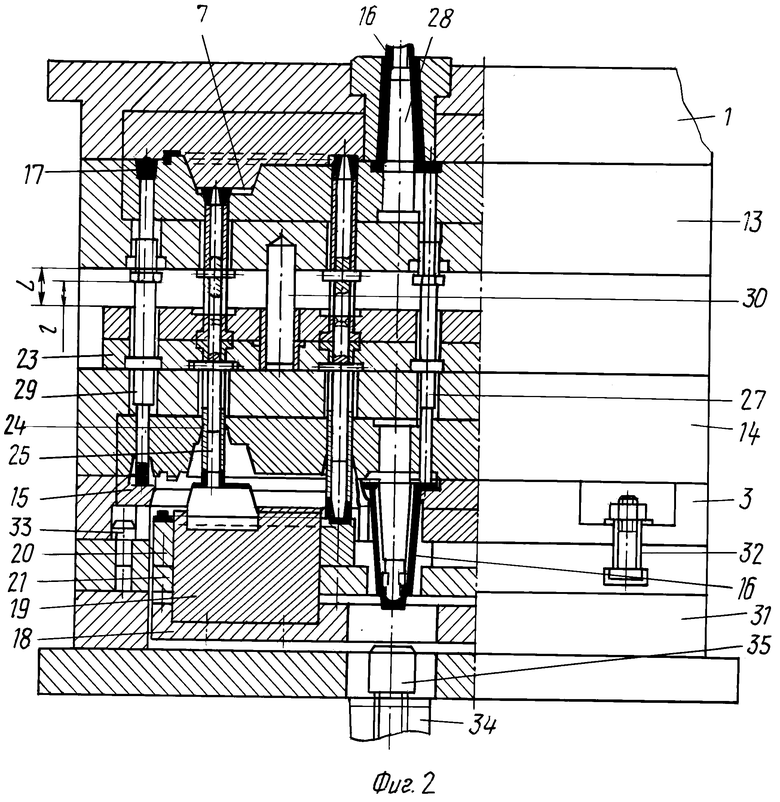
Формообразующие полости под отливку 7 и отверстия для размещения подвижных стержней 8, ползунов 9, фиксаторов 10, косых клиньев 11 и замков 12 выполнены в двух симметрично расположенных плитах 13 и 14 средней поворотной части 2 и в неподвижной части 1 пресс-формы, а в подвижной части 3 укреплена матрица 15 для обрезки отливок по контуру, выполнены отверстия под литник 16 и промывники 17, а также размещен механизм прошивки внутренней полости отливки, состоящий из кронштейна 18, прошивного пуансона 19, съемника-фиксатора 20, плиты 21 съемника-фиксатора и пружин сжатия 22. Механизм толкания отливки 7 размещен внутри средней поворотной части и состоит из двух плит 23 с закрепленными в них трубчатыми выталкивателями 24, охватывающими стержни 25, толкателями 26 отливки, а также взаимодействующими с ними толкателями 27 литника с рассекателя 28 и толкателями 29 промывников, и перемещается по направляющим колонкам 30 в плоскости оси запрессовка-обрезка (фиг. 2).
Для возвращения плит толкания в исходное положение и для передачи усилия на обрезку в качестве контртолкателей использованы направляющие штыри 5, укрепленные в неподвижной части пресс-формы.
Подвижная часть пресс-формы устанавливается на постамент 31, скрепляется узлом крепления 32, ориентируется на фиксаторах 33.
Для повышения надежности работы пресс-формы по удалению отливки и литника после их обрезки используется гидротолкатель 34 машины с дополнительным упором 35, применяемым для опережающего выталкивания литника в разъем пресс-формы.
Пресс-форма работает следующим образом.
После заливки расплава и выдержки пресс-форму раскрывают. Сначала отходит подвижная плита машины с подвижной частью 3 пресс-формы на величину холостого хода тяги (не показано), которая затем захватывает транспортно-поворотное устройство, в цапфах 4 которого закреплена средняя поворотная часть 2, и перемещает его до полного раскрытия машины с поворотом средней части пресс-формы на 180о. При этом отливки 7 освобождаются от подвижных стержней 8 и вместе с литником 16 и промывниками 17 устанавливаются против соответствующих отверстий в обрезной матрице 15 и плите подвижной части 3.
Далее пресс-форма закрывается. Подвижная часть 3 сближается с сопрягаемой плоскостью средней поворотной части 2 и далее вместе движутся до упора в неподвижную часть 1. Происходит центрирование частей пресс-формы направляющими штырями 5 и втулками 6 и ввод подвижных стержней 8 в гнездо отливки. При этом укрепленные в неподвижной части направляющие штыри 5, используемые как контртолкатели, упираются в плиты толкания 23, передвигают их на величину "L", обеспечивая снятие отливок со стержней 25 и их проталкивание трубчатыми выталкивателями 24 и толкателями 26 через обрезную матрицу 15, а также сдвиг на величину "L - l" (l - величина холостого хода) литника 16 с поднутряемой части рассекателя 28 и сдвиг промывников 17 из гнезд в отверстия плиты подвижной части 3.
Одновременно, при точном фиксировании отливки, в съемнике-фиксаторе 20 осуществляется прошивка заливов (облоя) во внутренних полостях отливки прошивным пуансоном 19 и сжатие пружин 22 плитой 21 съемника-фиксатора, перемещаемой на величину "L". Далее следует цикл запрессовки расплава и раскрытие пресс-формы с выталкиванием отливки и литника с помощью пружин сжатия 22 и гидротолкателя 34 с дополнительным упором 35 и падение отделенных промывников 17 в разъем между подвижной частью 3 и средней поворотной частью 2 и их раздельное удаление от машины.
После разворота средней поворотной части 2 на 180о и закрытия пресс-формы цикл обрезки отливок и литника, прошивки заливов и запрессовки расплава повторяется.
Использование предлагаемого изобретения обеспечивает:
повышение производительности труда за счет совмещения в пресс-форме операций литья, обрубки отливок от литников и промывников, обрезки по наружному контуру и прошивки внутренних полостей отливки;
сокращение затрат на инструментальную оснастку путем совмещения в пресс-форме таких сложных единиц оснастки, как обрезные и прошивные штампы, что снижает себестоимость отливок;
повышение качества отливок за счет точности обрезки и прошивки, так как отливки передаются на эти операции прямо из формовочных гнезд, что предотвращает их деформацию, неизбежную при транспортировке от машины и хранение;
устранение прессов для операций обрезки-прошивки и манипуляторов для передачи отливок с литниками на эти операции. (56) Литье под давлением. Под ред. А. К. Белопухова, М. , Машиностроение, 1975, с. 355, рис. 278.
Авторское свидетельство СССР N 824548, кл. В 22 D 17/22, 1977.
Авторское свидетельство СССР N 161555, кл. В 22 D 17/10, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Штамп для многоместной обработки заготовок | 1986 |
|
SU1480962A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU897392A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |

Использование: при литье под давлением металлических сплавов и платмасс. Сущность изобретения: пресс-форма состоит из трех частей - неподвижной, средней поворотной и подвижной. Центрирование их осуществляется направляющими штырями и втулками. При этом штыри упираются в плиты толкания, передвигают их, обеспечивая снятие отливок со стержней и их проталкивание трубчатыми выталкивателями и толкателями через обрезную матрицу, а также сдвиг литника с поднутряемой части рассекателя и сдвиг промывников из гнезд в отверстия плиты подвижной части. Одновременно, при точном фиксировании отливки в съемнике-фиксаторе осуществляется прошивка заливов во внутренних полостях отливки прошивным пуансоном и сжатие пружин плитой съемника-фиксатора. Запрессовка расплава и раскрытие пресс-формы с выталкиванием отливки и литника происходит с помощью пружин и гидротолкателя машины. После разворота средней поворотной части на 180и закрытия пресс-формы цикл повторяется. 1 з. п. ф-лы, 3 ил.
