Изобретение относится к черной металлургии, в частности к способам производства нестареющей стали 08 Ю (ГОСТ 9045-80), разливаемой в крупные слитки.
Известен способ получения слитков нестареющей стали, при котором раскисление металла в печи или в сталеразливочном ковше производят ферромарганцем с содержанием менее 1,0% кремния и в процессе разливки при достижении уровня на 300 мм ниже высоты слитка в изложницу присаживают алюминий в виде дроби в количестве 1,0-1,2 кг/т стали [1].
Наиболее близким к предложенному является выбранный в качестве прототипа способ производства двухслойных слитков нестареющей стали, включающий раскисление металла низкоуглеродистым ферромарганцем и алюминием в сталеразливочном ковше в процессе выпуска, разливку в слитки и раскисление алюминием в процессе наполнения металлом 85-90% объема изложниц, при осуществлении которого с целью улучшения поверхности холоднокатаного листа сталь раскисляют алюминием в ковше и в изложнице в количествах 600-900 г/т и 400-800 г/т соответственно при соотношении расходов вводимого в ковш и изложницу алюминия 1:(0,65-1,5) [2].
Недостатком указанных способов является высокий расход энергоемкого дорогостоящего низкоуглеродистого ферромарганца и алюминия и повышенная отсортировка слябов и холоднокатаного листа по поверхностным дефектам (сотовая рванина, трещины, раскатанный пузырь), как следствие, повышение себестоимости стали и низкий выход полос первой и второй групп отделки поверхности. Это связано с тем, что внешний слой слитков формируется из кипящей стали и характеризуется всеми дефектами, присущими кипящему слитку (близкое расположение сотовых пузырей, неплотная структура наружной корочки и т. д. ), а поверхность холоднокатаных полос чаще всего поражена мелкими пленами, причем плена, как правило, сопровождается корундом, сцементированным алюмосиликатными стеклами. Кроме того, для получения качественной кипящей корочки необходимости обеспечить интенсивное кипение металла, т.е. как и в стали 08 кп содержание марганца должно составлять 0,32-0,35% при содержании 0,06-0,07% углерода. Естественно при таком высоком содержании упрочняющих элементов трудно получить высокие пластические свойства холоднокатаного листа.
Целью изобретения является повышение выхода полос первой и второй групп отделки поверхности и снижение себестоимости стали.
Поставленная цель достигается тем, что при способе производства двухслойных слитков нестареющей стали 08 Ю, включающем выпуск нераскисленного металла, присадку марганецсодержащего сплава в сталеразливочный ковш в процессе выпуска плавки и легирование алюминием в процессе наполнения металлом 85-90% объема изложниц, согласно изобретению металл в ковше в процессе выпуска плавки последовательно раскисляют силикомарганцем марки СМн17 в количестве 3,0-3,4 кг/т стали и титаном, расход которого определяют по выражению
gтi= (а-3,33[c] )/qsi, где qтi и qsi - количество введенного титана и кремния, кг/т;
[C] - массовая доля углерода перед выпуском плавки, %;
а=0,45+0,55 - коэффициент, кг/т;
3,33 - коэффициент, кг/т, %, а после выпуска плавки в процессе продувки металла в ковше нейтральным газом поддерживают активность кислорода (ао) в металле в пределах (3,5-5,5) ˙ 10-3Vр, где Vр - средняя скорость разливки, м/мин;
(3,5-5,5) ˙ 10-3 - коэффициент, % мин/м.
Сущность изобретения заключается в достижении степени раскисленности разливаемой стали, близкой к спокойному металлу, получении плотной и чистой по неметаллическим включениям наружной корочки слитка, которая при прокатке выдерживает термические напряжения, что способствует получению чистой поверхности слябов и холоднокатаного листа. Кроме того, выпуск, доводка и разливка металла, не содержащего алюминия (до присадки алюминия в изложницу), во-первых, практически не приводит к поглощению азота из атмосферы и, во-вторых, способствует получению слитков с чистой поверхностью, т.е. не закороченных пленкой. Согласно проведенным исследованиям выбор силикомарганца марки СМн17 взамен дорогостоящего энергоемкого низкоуглеродистого ферромарганца или металлического марганца обусловлен тем, что при соотношении в сплаве марганца к кремнию более четырех во всем интервале температур жидкой стали (1650-1530оС) обеспечивается получение жидких продуктов раскисления, легко удаляющихся из стали. Кроме того, при заявленных расходах достигается требуемое содержание марганца и кремния в стали, т.е. практически не требуется дополнительная присадка марганца.
Раскисление стали титаном приводит к преобразованию обычных включений (закись марганца, кремнезем) в более легкоплавкие соединения, всплывающие на поверхность металла. Кроме того, ферротитан, обладая более высоким удельным весом по сравнению с алюминием, дает более стабильные результаты по достижению оптимальной степени раскисленности металла в ковше.
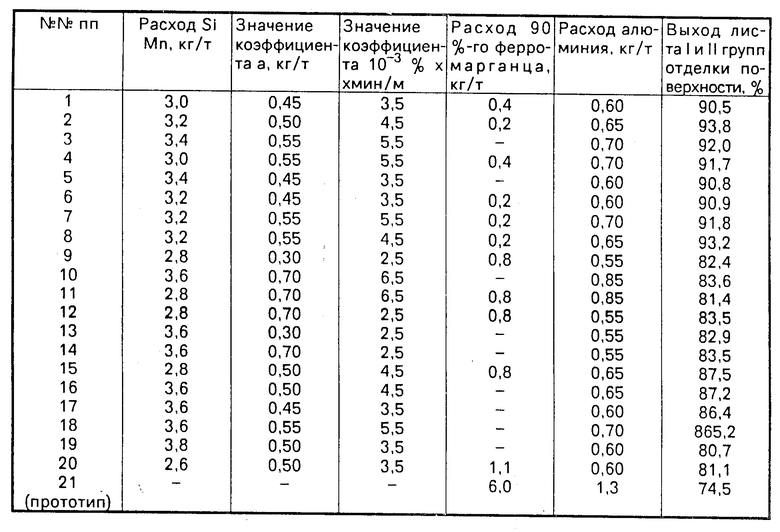
Расход силикомарганца ограничен (не более 3,4 кг/т) получением содержания кремния в готовой стали до 0,02% (некоторое количество кремния вносит и ферротитан), так как кремний, растворяясь в феррите, оказывает сильное упрочняющее влияние и резко понижает степень вытяжки холоднокатаных листов (табл., примеры 1-8). При присадке силикомарганца менее 3,0 кг/т металл оказывается недостаточно раскисленным (содержание кремния менее 0,01%), вследствие чего корковая зона в верхней части слитка поражена пузырями. При этом требуется дополнительная присадка марганца, что приводит к повышению себестоимости стали ( примеры 9, 11, 12, 15 и 20).
Выражение для определения расхода титана, присаживаемого в ковш в процессе выпуска плавки, получено опытным путем в результате регрессивного анализа экспериментальных данных в зависимости от введенного силикомарганцем кремния и массовой доли углерода. При значении коэффициента а менее 0,45 металл оказывается недостаточно раскисленным, что приводит к образованию пузырей в верхней части слитков и ухудшению качества поверхности проката (примеры 9 и 13), а при значении коэффициента а более 0,55 происходит поглощение азота в процессе выпуска и разливки металла вследствие наличия свободного титана в стали, что естественно приводит и к ухудшению качества поверхности слитков из-за склонности металла к образованию плен (примеры 10-12 и 14).
Известно, что зарождение и рост газовых пузырей происходит в том случае, если Рсо>Рат + Рфер, причем ферростатическое давление определяются скоростью подъема металла в изложницах, т.е. при различной скорости разливки существует определенная оптимальная окисленность металла, при которой не происходит образование пузырей в слитке. При значении коэффициента менее 3,5 ˙ 10-3 наблюдается пораженность слитков пленами (металл склонен к пленкообразованию из-за повышенной раскисленности) и увеличение содержания азота в стали, а при значении коэффициента более 5,5 ˙ 10-3 образуются пузыри в корковой зоне, что приводит к ухудшению качества поверхности (примеры 9-14).
Преимущества данного способа сводятся к получению оптимальной степени раскисленности разливаемого металла, обеспечивающей получение плотной корочки слитков без подкорковых и сотовых пузырей с минимальным содержанием неметаллических включений, в частности кремнезема и глинозема; к замене энергоемкого дефицитного низкоуглеродистого ферромарганца на силикомарганец; к экономии алюминия, так как последний вводится в изложницу не в кипящий, а раскисленный металл; к повышению качества поверхности холоднокатаных полос, т. е. достигаются новые свойства заявляемого предложения в сравнении с известными техническими решениями.
Для оценки существенности заявленных параметров была проведена серия опытных плавок с выходом поочередно за верхнее и нижнее значения. Кроме того, проведены плавки при нижнем, верхнем и среднем значениях заявленного параметра и в соответствии с прототипом.
Примеры осуществления способа.
Предлагаемый способ был осуществлен при выплавке стали 08 Ю в трехсоттонных конвертерах. Химический состав стали 08 Ю по ГОСТ 9045-80 следующий, %:
С н.б. 0,07; Mn 0,20-0,35; Si н.б. 0,03; Al 0,02-0,07; S н.б. 0,025; Р н.б. 0,020.
При выпуске нераскисленного металла, содержащего 0,02-0,04% С, 0,04-0,06% Mn, 0,002-0,012% Р и 0,008-0,015% серы, в сталеразливочный ковш присаживают 900-1020 кг (3,0-3,4 кг/т) силикомарганца марки СМн17 с содержанием 73% Mn и 18,2% кремния (вносится кремния 0,55-0,63 кг/т). Количество присаживаемого титана в зависимости от количества внесенного силикомарганцем кремния и содержания углерода составляет 0,50-0,83 кг/т или при использовании ферротитана марки Ти 2 с содержанием 32% титана расход ферротитана составляет 1,6-2,75 кг/т или 480-820 кг на плавку.
После выпуска плавки металл в ковше продувают нейтральным газом в течение 3-8 мин до получения температуры металла 1550-1555оС. Разливку стали производят в изложницы типа 16Н (масса слитка 16,5 т) с теплоизоляционными плитами через стакан-коллектор диаметром 80 мм (линейная скорость разливки 1,8 м/мин). В процессе продувки металла в ковше нейтральным газом активность кислорода (в случае отклонения) поддерживают в пределах 0,0063-0,0099% за счет изменения длительности продувки при низкой активности кислорода или за счет присадок раскислителей, не содержащих кремния, например алюминия.
В процессе разливки в изложницы присаживают алюминий в количестве 500-650 г/т стали. Получают сталь следующего химического состава, %: С 0,03-0,05; Mn 0,20-0,25; Р 0,010-0,015; сера 0,008-0,015; кремний 0,01-0,02; алюминий 0,04-0,06; азот 0,004-0,005.
Проведенные исследования показали, что в корковой зоне слитков отсутствуют подкорковые и сотовые пузыри, слябы и холоднокатаный лист практически не имеют поверхностных дефектов, металл обладает высокой пластичностью и однороден по химическому составу и механическим свойствам.
Ниже приведены механические свойства холоднокатаных полос толщиной 1,0 мм (после старения):
σт, MПa,  ; σв, MПa,
; σв, MПa,  ; σн, % ,
; σн, % ,  ; IE , мм,
; IE , мм,  ;
;
Зерно феррита имеет оладьеобразную или вытянутую форму, структурно-свободный цементит оценивается баллом 0-1.
Неметаллические включения, как и при раскислении низкоуглеродистым ферромарганцем (прототип) состоят в основном из герценита (FeO ˙ Al2O3), причем общее количество неметаллических включений составляет в среднем (край, промежуточная зона, ось полосы) от 0,009 до 0,017%, а содержание кремнезема не превышает 10%. При балльной оценке силикаты недеформированные оцениваются в основном баллом 0,5, также как и оксиды точечные. При производстве нестареющей стали с кипящей корочкой (прототип) оксиды строчечные оцениваются баллом 1,5-2,0, в то время как при производстве по заявленному способу - баллом 0,5-1,0.
Таким образом, при производстве стали по заявленному способу обеспечивается улучшение качества поверхности слябов и холоднокатаного листа, а металл по химическому составу и механическим свойствам удовлетворяет требованиям ГОСТ 9045-80.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ СТАЛИ | 1991 |
|
RU2026364C1 |
| Способ производства низкоуглеродистой нестареющей стали | 1989 |
|
SU1740434A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ АВТОЛИСТА | 1993 |
|
RU2068002C1 |
| Способ раскисления низкоуглеродистой стали | 1990 |
|
SU1756365A1 |
| Способ раскисления низкоуглеродистой полуспокойной стали | 1989 |
|
SU1675345A1 |
| Способ производства низкоуглеродистой стали для жести | 1986 |
|
SU1325089A1 |
| Сталь | 1990 |
|
SU1749296A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ МЕТАЛЛОКОРДА | 2003 |
|
RU2265064C2 |
| СПОСОБ ПРОИЗВОДСТВА ПСЕВДОКИПЯЩЕЙ СТАЛИ | 2006 |
|
RU2312903C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2008 |
|
RU2378391C1 |
Изобретение может быть использовано в черной металлургии, в частности при производстве нестареющей стали 08 Ю, разливаемой в крупные слитки. Сущность: способ включает выпуск нераскисленного металла из сталеплавильного агрегата, присадку в сталеразливочный ковш в процессе выпуска плавки марганецсодержащего сплава и легирование алюминием в процессе наполнения металлом 85 - 90% объема из ложниц. В качестве марганецсодержащего сплава вводят силикомарганец марки Смн 17 в количестве 3,0 - 3,4 кг/т стали, а затем вводят титан, расход которого опредяют указанному в формуле выражению. После выпуска плавки металл продувают нейтральным газом и при необходимости корректируют активность кислорода, поддерживая ее в пределах (3,5 - 5,5)·10-3· vр, где vр - скорость разливки, м/мин. 1 табл.
СПОСОБ ПРОИЗВОДСТВА НЕСТАРЕЮЩЕЙ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ХОЛОДНОКАТАНОГО ЛИСТА, включающий выплавку металла в сталеплавильном агрегате, выпуск нераскисленного металла в ковш, присадку в ковш в процессе выпуска плавки марганецсодержащего сплава, разливку металла в изложницы и легирование его алюминием в процессе наполнения 85 - 90% объема изложниц, отличающийся тем, что в ковш в процессе выпуска в качестве марганецсодержащего сплава вводят силикомарганец марки СМН 17 в количестве 3,0 - 3,4 кг/т, а затем титан, расход которого определяют по выражению
qTi = (a - 3,33[C])qsi,
где qTi - количество введенного титана, кг/т;
qsi - количество введенного с силикомарганцем кремния, кг/т;
[C] - массовая доля углерода перед выпуском плавки, %;
a = 0,45 - 0,55 - коэффициент, кг/т;
3,33 - коэффициент, кг/т · %,
а после выпуска плавки металл в ковше продувают нейтральным газом, при этом в процессе продувки поддерживают активность кислорода в металле в пределах
(3,5 - 5,5) · 10-3 · vр,
где vр - скорость разливки, м/мин;
(3,5 - 5,5) · 10-3 - коэффициент, % мин/м.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ производства нестареющей малоуглеродистой стали | 1976 |
|
SU621740A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
