Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Известен способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между приводными барабаном, бесконечной лентой, обжатие слитка в твердожидком состоянии, формирование слитка в радиальном направлении и его вытягивание с переменной скоростью. В процессе непрерывной разливки одну из широких граней слитка на криволинейном участке технологической оси установки формируют по радиальной плоскости, а другую по криволинейной плоскости.
Недостатком известного способа является неудовлетворительное качество плоских непрерывнолитых слитков. Это объясняется тем, что слиток разгибают из радиального положения в прямолинейное горизонтальное в одной точке. В этих условиях вся величина деформации разгиба слитка сосредоточена в одной точке, что приводит к увеличению в месте разгиба слитка растягивающих напряжений в оболочке слитка сверх допустимых значений. Вследствие этого на фронте кристаллизации оболочки слитка образуются трещины, а также нарушается ее сплошность. Сказанное приводит к браку слитков по внутренним и наружным трещинам, а также к прорывам металла.
Целью изобретения является улучшение качества плоских слитков и повышение производительности процесса разливки.
Это достигается тем, что подают металл в зазор между приводными барабаном с боковыми ребордами и бесконечной лентой, огибающей реборды, формируют слиток в зазоре в радиальном направлении, производят обжатие слитка в твердожидком состоянии посредством перемещения барабана, вытягивают слиток с переменной скоростью и производят деформацию разгиба слитка при помощи роликов.
После деформации разгиба слитка осуществляют деформацию загиба слитка в горизонтальное положение на длине n (2.8)r, причем деформацию разгиба производят на длине l (0,3.0,7)n, а радиус кривизны слитка по длине зоны деформации n устанавливают по зависимости
Rm= Am·r  где n длина зоны деформации слитка, м;
где n длина зоны деформации слитка, м;
m текущая длина зоны деформации, 0≅m≅n;
Rm текущее значение радиуса кривизны слитка в зоне деформации n, м;
r радиус кривизны слитка при его формировании на радиальном участке барабана, м;
Am эмпирический коэффициент, учитывающий начальный радиус кривизны слитка, его толщину после обжатия и физико-механические свойства разливаемого металла, 0,6 ≅Am≅1,4, безразмерный;
180 коэффициент, безразмерный, при этом в зоне деформации расстояние К между слитком, выходящим из зазора между барабаном и лентой, и горизонтальным положением слитка устанавливают в пределах (0,2.1,8)r.
Улучшение качества плоских непрерывнолитых слитков происходит вследствие деформации слитка не в одной точке, а на определенной длине. При этом в оболочке слитка и на фронте ее кристаллизации не возникают напряжения, превосходящие допустимые значения. В этих условиях в слитках не образовываются внутренние и наружные трещины.
Повышение производительности процесса непрерывной разливки плоских слитков происходит вследствие устранения прорывов металла и устранения образования в слитках внутренних и наружных трещин.
Проведение деформации загибания слитка объясняется необходимостью выведения слитка в горизонтальное положение для его транспортировки в отделение дальнейшего передела.
Диапазон значений длины загиба слитка n в горизонтальное положение в пределах (2.8)r объясняется закономерностями деформации слитка. При меньших значениях в слитках образовываются внутренние и наружные трещины. При больших значениях увеличиваются габариты установки непрерывной разливки сверх допустимых значений. Указанный диапазон устанавливают в прямой пропорциональной зависимости от толщины вытягиваемого слитка.
Диапазон длины разгиба слитка в пределах (0,3.0,7)n объясняется закономерностями деформации слитка. При меньших значениях в слитках возникают внутренние и наружные трещины. При больших значениях увеличиваются габариты установки сверх допустимых значений. Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины вытягиваемого слитка.
Диапазон эмпирического коэффициента Am в пределах 0,6.1,4 объясняется закономерностями деформации изгиба слитка различной толщины из металлов с различными физико-механическими свойствами. При этом значения коэффициента Am изменяют по длине зоны деформации от 1,0 до 1,4 на участке деформации слитка при меньших значениях толщины слитка, малом радиусе барабана и низком содержании углерода в стали. Значения коэффициента Am изменяют по длине зоны деформации от 1,0 до 0,6 на участке деформации слитка при больших значениях толщины слитка, большом радиусе барабана и высоком содержании углерода в стали.
При значениях коэффициента Am < 0,6 в слитках будут возникать внутренние и наружные трещины. При значениях коэффициента Am > 1,4 увеличиваются габариты установки непрерывной разливки плоских слитков сверх допустимых значений.
Диапазон значений расстояния между выходом слитка из зазора, между барабаном и лентой и горизонтальным положением слитка после его загиба в горизонтальное положение в пределах (0,2.1,8)r объясняется закономерностями деформации слитка в двух противоположных направлениях в вертикальной плоскости. При меньших значениях в слитках возникают внутренние и наружные трещины, а также происходят прорывы металла. При больших значениях увеличиваются габариты зоны деформации слитка или габариты установки сверх допустимых значений.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины слитка после обжатия и диаметра барабана.
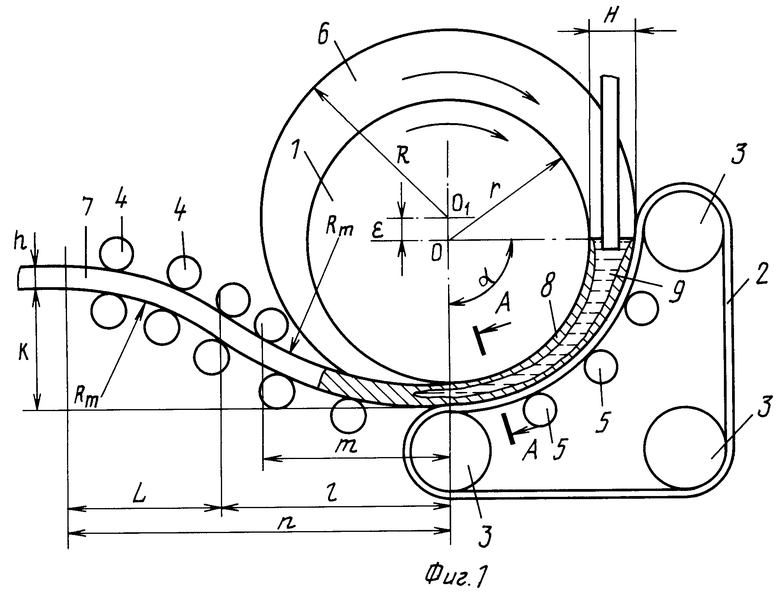
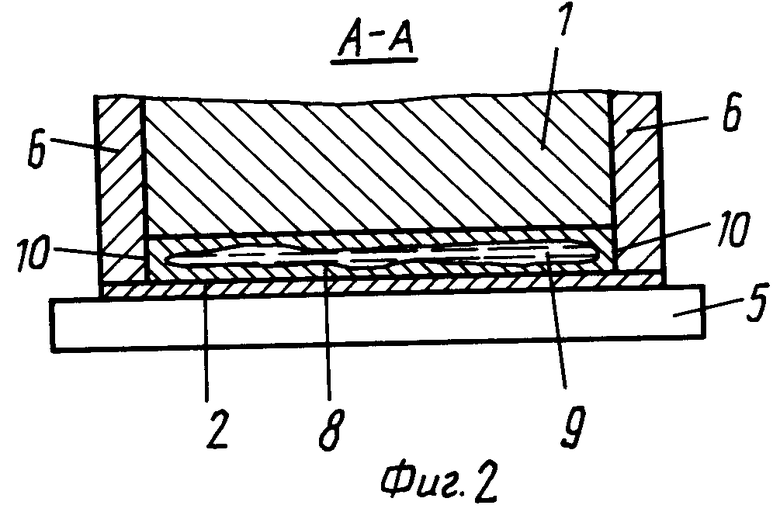
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 разрез А-А на фиг.1.
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. Позицией 7 обозначен слиток толщиной h, 8 широкая грань слитка, 9 жидкий металл, 10 узкая грань слитка, α угол сектора барабана, на длине окружности которого кристаллизуется слиток, О центр барабана, О1 центр реборд, Е эксцентриситет, h толщина слитка после обжатия, Н толщина слитка на мениске, n общая длина зоны деформации слитка, l длина зоны разгибания слитка, L длина зоны загибания слитка, m текущая длина зоны деформации слитка, Rm радиус кривизны зон разгибания и загибания слитка, К расстояние между положениями слитка в горизонтальной плоскости.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью барабана 1, бесконечной лентой 2 и боковыми поверхностями реборд 6, подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцов боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 с радиусом r, а противоположная грань на поверхности ленты 2 с радиусом кривизны R (H+r).
В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликам 4. Ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом E (H-h).
После начала процесса разливки барабан 1 перемещают на величину E (H-h) в сторону ленты 2 для обеспечения условий получения слитка 7 толщиной h.
В процессе непрерывной разливки после выхода слитка 7 из зазора между барабаном 1 и лентой 2 производят деформацию его разгибания. После деформации разгиба слитка осуществляют деформацию загиба слитка в горизонтальное положение на длине n (2.8)r. Деформацию разгиба производят на длине l (0,3. 0,7)n, а радиус кривизны слитка по длине зоны деформации n устанавливают по зависимости
Rm= Am·r  где n длина зоны деформации слитка, м;
где n длина зоны деформации слитка, м;
m текущая длина зоны деформации, 0 ≅ m ≅n;
Rm текущее значение радиуса кривизны слитка в зоне деформации n, м;
r радиус кривизны слитка при его формировании на радиальном участке барабана, м;
Am эмпирический коэффициент, учитывающий начальный радиус кривизны слитка, его толщину после обжатия и физико-механические свойства разливаемого металла, 0,6 ≅Am≅1,4, безразмерный;
180 коэффициент, безразмерный,
при этом в зоне деформации расстояние К между слитком, выходящим из зазора между барабаном и лентой, и горизонтальным положением слитка устанавливают в пределах (0,2.1,8)r.
В табл. 1 приведены технологические параметры примеров осуществления способа, в табл.2 значения радиусов кривизны Rm слитка по длине n зоны его деформации при различных ее текущих значениях m.
В примере 1 в слитках возникают внутренние и наружные трещины вследствие малой зоны деформации участка загиба слитка в прямолинейное горизонтальное положение. Кроме того, увеличиваются габариты установки вследствие большого расстояния между слитком, выходящим из зазора между барабаном и лентой, и горизонтальным положением слитка. В примере 5 в слитках возникают внутренние и наружные трещины и происходят прорывы металла вследствие малой длины разгиба слитка из радиального положения и малого расстояния между слитком, выходящим из зазора между барабаном и лентой, и горизонтальным положением слитка. В примере 6 (прототип) в слитках возникают внутренние и наружные трещины и происходят прорывы металла вследствие выпрямления слитка из радиального положения в горизонтальное в одной точке. В примерах 2.4 в слитках не возникают внутренние и наружные трещины, устраняются прорывы металла, габариты зоны деформации слитка находятся в допустимых пределах.
Применение изобретения позволяет снизить брак слитков по внутренним и наружным трещинам на 3,4% повысить производительность процесса разливки на 2,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837457A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2015825C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038908C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2036746C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |


Сущность изобретения: металл подают в зазор между приводными барабаном с боковыми ребордами и бесконечной лентой, огибающей реборды, формируют слиток в зазоре в радиальном направлении и обжимают его в твердожидком состоянии посредством перемещения барабана. Вытягивают слиток с переменной скоростью и производят деформацию разгиба слитка при помощи роликов. После деформации разгиба слитка осуществляют деформацию загиба слитка в горизонтальное положение на длине n (2 8) r, причем деформацию разгиба производят на длине l (0,3 0,7) n, а радиус кривизны слитка по длине n зоны деформации устанавливают по указанной в описании зависимости. 2 ил. 2 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу металла в зазор между приводными барабаном с боковыми ребордами и бесконечной лентой, огибающей реборды, формирование слитка в зазоре в радиальном направлении, обжатие слитка в твердожидком состоянии посредством перемещения барабана, вытягивание слитка с переменной скоростью и деформацию разгиба слитка при помощи роликов, отличающийся тем, что, с целью улучшения качества плоских слитков и повышения производительности процесса разливки, после деформации разгиба слитка осуществляют деформацию загиба слитка в горизонтальное положение на длине n (2 8) · r, причем деформацию разгиба производят на длине l (0,3 0,7) · n, радиус кривизны слитка по длине зоны деформации n устанавливают по зависимости
где n длина зоны деформации слитка, м;
m текущая длина зоны деформации, 0 ≅ m ≅ n;
Rm текущее значение радиуса кривизны слитка в зоне деформации n, м;
r радиус кривизны слитка при его формировании на радиальном участке барабана, м;
Am эмпирический коэффициент, учитывающий начальный радиус кривизны слитка, его толщину после обжатия и физикомеханические свойства разливаемого металла, 0,6 ≅ A1 ≅ 1,4, безразмерный;
180 коэффициент, безразмерный,
а в зоне деформации расстояние K между слитком, выходящим из зазора между барабаном и лентой, и горизонтальным положением слитка устанавливают в пределах (0,2 1,8) · r.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
