Изобретение относится преимущественно к области мелкого судостроения и касается конструирования полых резинотехнических изделий, например надувных камер плавательных средств, в частности надувных спасательных плотов, и способов изготовления заготовок полых изделий.
Известно полое резинотехническое изделие, содержащее полый многогранный тор, образованный соединенными между собой заготовками с криволинейными продольными и прямолинейными поперечными контурами сторон, расположенными соответственно по направлению основных и уточных нитей прорезиненного материала заготовок, каждая из которых выполнена из двух составных частей, соединенных между собой прямолинейным швом [1].
Недостаток конструкции полого резинотехнического изделия, в частности надувной камеры, состоит в ее нетехнологичности, что снижает качество изготовления изделий и их надежность в эксплуатации, приводит к образованию значительных потерь материалов в отходы при выкраивании составных частей заготовок изделия и к увеличению трудоемкости изготовления изделий.
Известен способ изготовления заготовок полого резинотехнического изделия, по которому полотно материала непрерывно сматывают с рулона, центрируют его, осуществляют шерохование полотна по продольным и поперечным контурам заготовок изделий и раскраивают его по кромкам отшерохованных контуров на заготовки [2].
К недостаткам способа относятся ограниченные его технологические возможности и невысокая производительность.
Задачей изобретения является повышение технологичности конструкции надувных камер плавательных средств.
Указанная задача решается тем, что в полом резинотехническом изделии, содержащем полый многогранный тор, образованный соединенными между собой заготовками с криволинейными продольными и прямолинейными поперечными контурами сторон, расположенными соответственно по направлению основных и уточных нитей прорезиненного материала заготовок, каждая из которых выполнена из двух составных частей, соединенных между собой прямолинейным швом, согласно изобретению, продольные и поперечные контуры сторон заготовок выполнены под заданным углом к направлению основных и уточных нитей материала заготовок, а прямолинейный шов, соединяющий составные части заготовок, расположен под углом к продольной оси симметрии заготовок, соответствующим углу выполнения продольных и поперечных контуров сторон заготовок.
Задачей изобретения в части способа является расширение его технологических возможностей и повышение производительности.
Указанная задача решается тем, что по способу изготовления заготовок полого резинотехнического изделия, по которому полотно материала непрерывно сматывают с рулона, центрируют его, шерохование полотна осуществляют по продольным и поперечным контурам заготовок изделий и раскраивают его по кромкам отшерохованных контуров на заготовки, согласно изобретению каждую заготовку выполняют из двух составных частей с криволинейными продольными, прямолинейными поперечными контурами сторон и прямолинейными продольными кромками для соединения частей. При этом при шероховании полотна криволинейные продольные контуры составных частей обрабатывают по общим для пары составных частей прерывистым по длине полотна кривым линиям, расположенным в средней по ширине полотна части под заданным углом к его продольной оси, а прямолинейные поперечные контуры сторон частей заготовок и их прямолинейные продольные кромки образуют при шероховании сторон чередующихся по длине полотна кусков в виде параллелограммов, продольными сторонами которых являются продольные кромки полотна, а поперечные стороны параллелограммов расположены по линиям, выполненным под заданным углом к продольной оси полотна и соединяющим окончания предыдущих по длине полотна криволинейных продольных контуров сторон пар составных частей с началами последующих, причем криволинейные продольные контуры сторон двух составных частей для образования заготовки размещают в смежных параллелограммах с расположением составных частей с противоположных от продольной оси полотна сторон.
После шерохования полотна выполняют прорези по отшерохованным криволинейным продольным контурам сторон пар составных частей заготовок, наносят клеевые покрытия вдоль продольных кромок полотна с обеих сторон и промазывают клеем криволинейные продольные контуры сторон пар составных частей вдоль выполненных по контурам прорези, при этом криволинейные продольные контуры промазывают клеем в одних кусках полотна с верхней его стороны, а в смежных с ним кусках - с нижней стороны, накладывают непрерывную герметизирующую ленту на одну продольную кромку полотна с верхней стороны, а на другую - с нижней стороны полотна. Раскрой полотна осуществляют поперечными разрезами вдоль отшерохованных кромок поперечных сторон параллелограммов на пары составных частей, и соединяют две составные части из смежных по длине полотна кусков по их прямолинейным продольным кромкам продольными швами, накладывают на них с обеих сторон ленты и образуют заготовки для изготовления полого резинотехнического изделия.
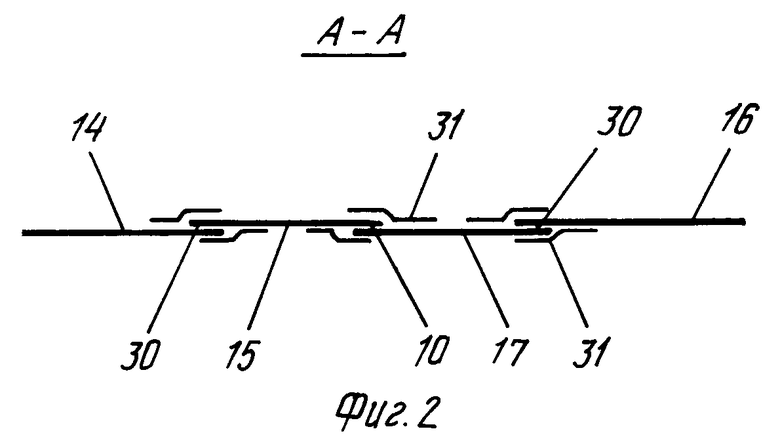
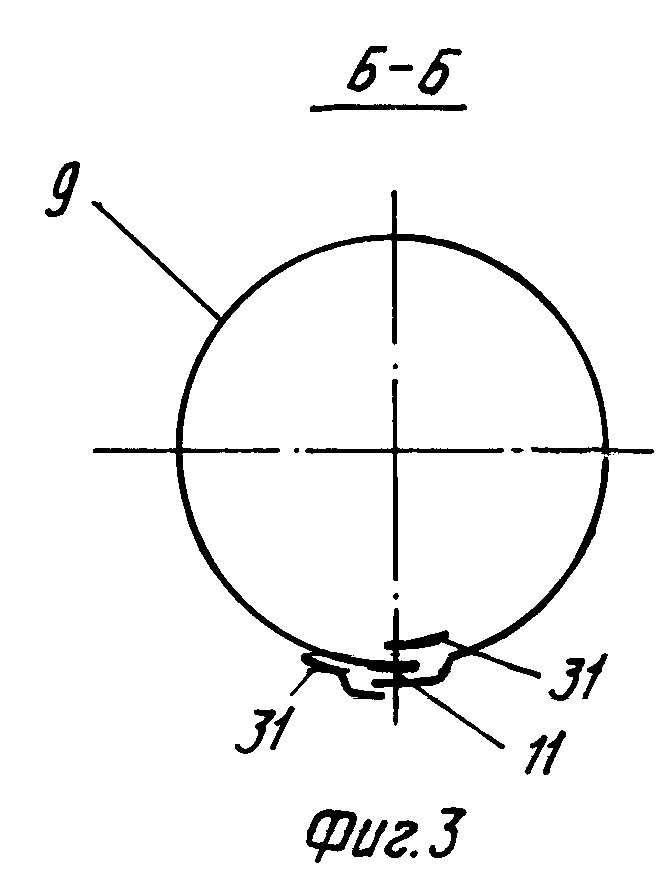
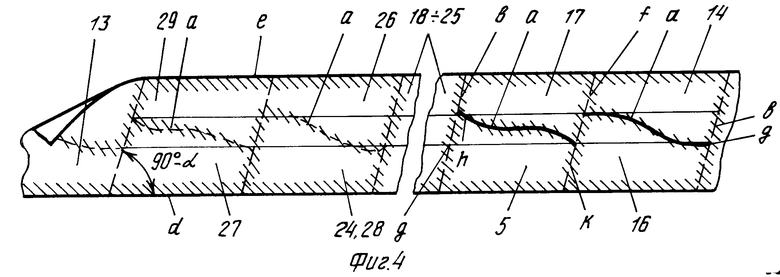
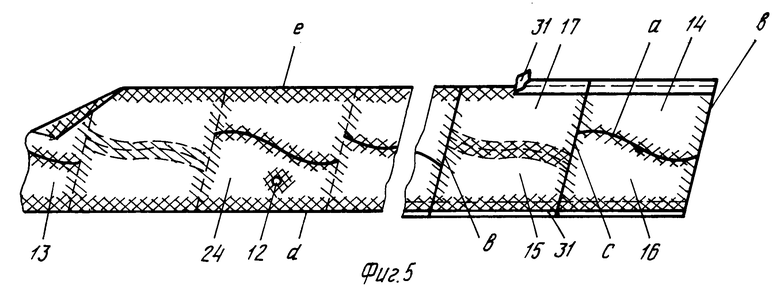
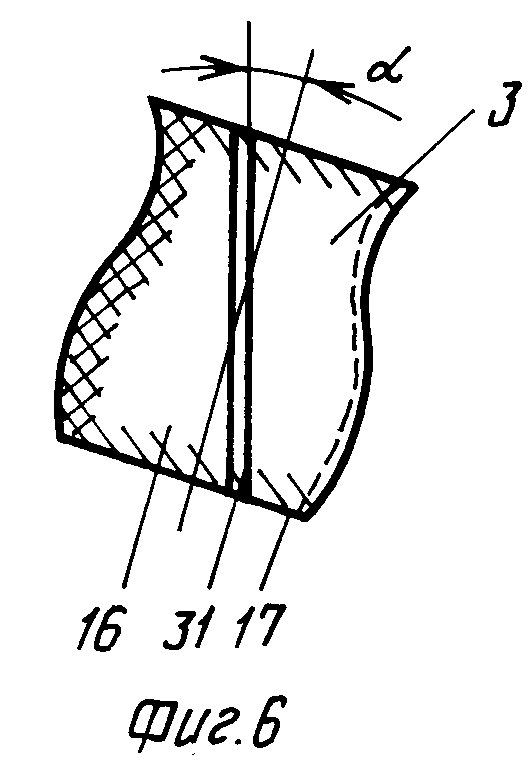
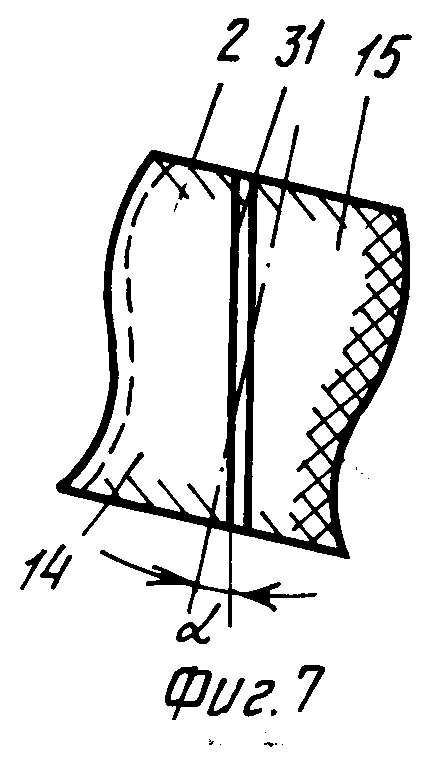
На фиг. 1 изображена предлагаемая надувная камера, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4-7 - последовательность изготовления заготовок изделий (камер) на различных стадиях обработки.
Полое резинотехническое изделие - надувная камера 1 плавательного средства содержит полый многогранный в плане тор, образованный из заготовок 2-9 с криволинейными продольными а и прямолинейными поперечными b, с контурами сторон, расположенными по направлению основных и уточных нитей прорезиненного материала заготовок и соединенными между собой по продольным кромкам а радиальными поперечными швами 10 (см. фиг. 1, 2) и по поперечным кромкам b, с непрерывным продольным швом 11 (см. фиг. 1, 3) в замкнутую по периметру камеру 1 плавучести. Заготовка 7 камеры 1 снабжена смонтированным в ней клапаном наполнения 12. Контуры а продольных и b, с поперечных сторон заготовок 2 и - 9 выполнены под заданным угломα соответственно, к направлению основных и уточных нитей полотна 13 прорезиненного материала заготовок 2-9. Каждая заготовка 2-9 выполнена из двух составных частей 14-15 - 28-29. Продольные кромки двух составных частей 14-15 - 28-29 со стороны их соединения между собой выполнены прямолинейными по продольном кромкам d, е полотна 13 материала. Каждые две составные части 14-15 - 28-29 соединены между собой прямолинейными продольными швами 30, расположенными под углом α к продольной оси симметрии заготовок 2-9, соответствующим углу выполнения продольных и поперечных контуров сторон заготовок. Швы 10, 11 и 30 камеры 1 усилены наложенными на них с обеих сторон герметизирующими элементами 31.
Изготовление заготовок описанного изделия надувной камеры осуществляют следующим способом.
Рулон прорезиненного материала устанавливают в приводной механизм размотки (на чертежах не показано), непрерывно сматывают с рулона полотна 13 материала и пропускают его непрерывно через последовательно установленные по ходу перемещения обрабатываемого полотна 13 приводные механизмы и устройства центрирования, шерохования, продольного раскроя, промазки, сушки, наложения герметизирующих элементов (поперечной резки и сборки (на чертежах не показано), в которых производят центрирование сматываемого с рулона движущегося полотна 13 материала по его продольной кромке d и пропускают далее сцентрированное полотно материала через шероховальное устройство. В шероховальном устройстве производят непрерывное шерохование движущегося обрабатываемого полотна 13 материала вдоль его продольных кромок d, e и по контурам а, b, с продольных и поперечных сторон составных частей 14-15 - 28-29 заготовок 2-9 с обеих сторон, а также отшероховывают участки внутри контура составной части 24 под приклеивание клапана 12 (изображено односторонней штриховкой и пунктирными линиями на фиг. 4). При этом продольные криволинейные контуры а составных частей 14-15 - 28-29 размещают и отшероховывают по общим для пар 14-16, 15-17 и т.д. составных частей прерывистым по длине обрабатываемого полотна 13 материала кривым линиям, расположенным в средней по ширине полотна части под углом α к его продольной оси (направлению основы). Прямолинейные поперечные контуры b, c сторон частей заготовок и их прямолинейные продольные кромки образуют при шероховании сторон чередующихся по длине полотна 13 кусков в форме параллелограммов, продольными сторонами которых являются продольные кромки d, e полотна, а поперечные стороны параллелограммов расположены по линиям, выполненным под заданным углом (90о-α ) к продольной оси полотна и соединяющим окончания предыдущих по длине полотна криволинейных продольных контуров а сторон пар составных частей с началами последующих. Криволинейные продольные контуры а сторон двух составных частей 14-15 - 28-29 для образования заготовок размещают в смежных параллелограммах с расположением составных частей 14-15 - 28-29 с противоположных от продольной оси полотна сторон (см. фиг. 4, правая часть), а точки f, g, h, k окончаний контуров а размещают по прямым линиям, расположенным параллельно продольной оси полотна 13 материала, при этом прилегающие по ширине полотна составные части в каждом куске имеют одинаковую форму и размеры (при развороте одной из частей относительно другой на плоскости полотна на 180о и наложении одной части на другую контуры составных частей в каждом куске совпадают друг с другом). При дальнейшем перемещении непрерывно обрабатываемого в соответствии с контурами составных частей заготовок 2-9 полотна 13 его передний конец подают в устройство непрерывного раскроя, в котором производят выполнение прорезей на обрабатываемом полотне 13 вдоль отшерохованных контуров а криволинейных продольных сторон составных частей 15-29 (изображено контурными линиями в правой части фиг. 4) и вырезают отверстие в составной части 24 под клапан 12 (см. фиг. 5). При выходе переднего конца обрабатываемого полотна 13 из раскройного устройства его перемещают к устройству для промазки, в котором производят непрерывное нанесение клеевых покрытий вдоль продольных кромок d, e полотна 13 с их обеих сторон и промазывают клеем продольные криволинейные контуры а составных частей 14-15- - 28-29 вдоль прорезей полотна 13, при этом промазку этих контуров в одних кусках производят с верхней стороны полотна, а в прилегающих к ним по длине обрабатываемого полотна других кусках - с нижней стороны полотна 13 (изображено двухсторонней штриховкой и пунктирными линиями на фиг. 5) и непрерывно перемещают далее обрабатываемое полотно 13 с нанесенными клеевыми покрытиями в сушильном устройстве к последующей операции, на которой производят наложение непрерывных герметизирующих лент 31 на продольную кромку d с нижней а на другую кромку е - с верхней стороны движущегося обрабатываемого полотна 13 (фиг. 5 - правая часть) и монтируют клапан 12 в отверстие составной части 24 (не изображено). При дальнейшем перемещении обрабатываемого полотна с наложенными на его продольные кромки d, e лентами 31 его подают к устройству для поперечной резки движущегося полотна 13, в котором производят нарезание обрабатываемого полотна поперечными наклонными разрезами вдоль обработанных контуров b, c поперечных сторон составных частей 14-29 (фиг. 5 - правая часть).
Отрезаемые с переднего конца обрабатываемого полотна 13 материала пары составных частей 14, 16 и 15, 17 перемещают в поперечном перемещению обрабатываемого полотна 13 направлении и соединяют в сборочных устройствах составные части 14, 15 и 16, 17 по их продольным прямолинейным кромкам между собой, образуя заготовки 2, 3 с продольными швами 30 с наложенными на них с обеих сторон герметизирующими лентами 31 (см. фиг. 6, 7), а на место отрезанных пар составных частей 14, 16 и 15, 17 перемещают передний конец обрабатываемого полотна 13 материала. Таким образом, при непрерывной обработке движущегося полотна материала осуществляют непрерывное изготовление заготовок камер, которые передают на сборку изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНОЕ РЕЗИНОТКАНЕВОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЭЛАСТИЧНОГО ПОЛОТНА МАТЕРИАЛА | 1992 |
|
RU2041822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| Плавсредство | 1989 |
|
SU1799798A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЗАГОТОВОК ИЗ ЛИСТОВЫХ ЭЛАСТИЧНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2027598C1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| Способ изготовления полых резинотехнических изделий и установка для его осуществления | 1990 |
|
SU1745561A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОЛОТНО ЭЛАСТИЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2027595C1 |

Использование: при конструировании надувных камер плавательных средств и для изготовления заготовок надувных камер. Сущность изобретения: в полом резинотехническом изделии, например надувной камере плавательного средства, продольные и поперечные контуры сторон заготовок выполнены под заданным углом к направлению основных и уточных нитей материала заготовок. Прямолинейный шов, соединяющий составные части заготовок, расположен под углом к продольной оси симметрии заготовок. Угол соответствует углу выполнения продольных и поперечных контуров сторон заготовок. По способу изготовления заготовок полого резинотехнического изделия каждую заготовку выполняют из двух составных частей с криволинейными продольными, прямолинейными поперечными контурами сторон и прямолинейными продольными кромками для соединения частей. При шероховании полотна криволинейные продольные контуры составных частей обрабатывают по общим для пары составных частей прерывистым по длине полотна кривым линиям. Линии расположены в средней по ширине полотна части под заданным углом к его продольной оси. Прямолинейные поперечные контуры сторон частей заготовок и их прямолинейные продольные кромки образуют при шероховании чередующихся по длине полотна кусков в виде параллелограммов. Поперечные их стороны расположены по линиям, выполненным под заданным углом к продольной оси полотна. Раскрой полотна осуществляют поперечными резами вдоль отшерохованных кромок поперечных сторон параллелограммов на пары составных частей и соединяют две составные части из смежных по длине полотна кусков по их прямолинейным продольным кромкам продольными швами с образованием заготовки изделия. 2 с.п. ф-лы, 7 ил.
ПОЛОЕ РЕЗИНОТЕХНИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО ЗАГОТОВОК.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХ ЕМКОСТЕЙ ДЛЯ ПЕРЕМЕЩЕНИЯ И ХРАНЕНИЯ ЖИДКОСТЕЙ ИЛИ ГАЗОВ | 0 |
|
SU385743A1 |
| Солесос | 1922 |
|
SU29A1 |
