Изобретение относится к области комбинированной обработки металлов давлением и резанием, а именно к устройствам для волочения сплошных и полых профилей.
Известно устройство для комбинированного волочения сплошных и полых профилей [1] (аналог), включающее в себя волочение профиля через сборную фильеру со сферическими деформирующими элементами, формирующими на наружной поверхности обрабатываемого профиля продольные канавки, в которые свободно поступает металлоплакирующая технологическая смазка, а канавки при этом служат для разделения стружки, снимаемой с наружного обезуглероженного слоя профиля при волочении, несущего также остатки окалины и поверхностные трещины.
Недостатками указанного устройства являются низкие стойкость инструмента и качество поверхности продольных канавок после волочения.
Известно устройство для комбинированного волочения с противодавлением металлоплакирующих смазочных материалов, включающее в себя волочение профиля через две калибрующие фильеры с регулярным микрорельефом, запрессованные в обойму, имеющую полости для подачи смазочного материала под давлением в зону деформирования профилей по радиальным каналам, выполненным на сопрягаемых торцах фильер [2] (прототип).
Недостатками указанного устройства являются низкие производительность труда и качество поверхности после волочения (достигаемая шероховатость поверхности Ra составляет более 2,5 мкм; размерно-геометрическая точность составляет более 60 мкм).
Техническим результатом настоящего изобретения является повышение производительности труда и качества наружной поверхности профилей после волочения.
Этот результат достигается тем, что устройство для комбинированного волочения сплошных и полых профилей снабжено дополнительной сборной фильерой со сферическими деформирующими элементами, поверхности которых выполнены с регулярным микрорельефом, а одна из калибрующих фильер снабжена в своей передней части режущим элементом - зубом с углом заострения от 20° до 35°, имеющего кольцевую форму или форму поперечного сечения профиля, а сферические деформирующие элементы и калибрующие фильеры выполнены из частично стабилизированного диоксида циркония (ЧСЦ) или спеченных твердых сплавов, при этом в устройстве для комбинированного волочения сплошных и полых профилей в дополнительной сборной фильере со сферическими деформирующими элементами формируются на поверхности профилей продольные стружкоразделительные канавки с регулярным микрорельефом, отпечатанным сферическими элементами сборной фильеры, исключающие образование кольцевой трудноразделяемой стружки при снятии с наружной поверхности профилей тонкого обезуглероженного слоя металла и остатков окалины зубом одной из калибрующих фильер, а затем в двух калибрующих фильерах с регулярным микрорельефом осуществляется снижение шероховатости наружных поверхностей профилей и повышение размерно-геометрической точности наружных размеров получаемых волочением профилей, причем по всем каналам регулярного микрорельефа фильер осуществляется принудительная подача металлоплакирующей смазки, обеспечивающей возникновение на поверхностях трения сервовитной (защитной) пленки, вызывающей снижение шероховатости поверхности и повышение точности размеров профилей после волочения.
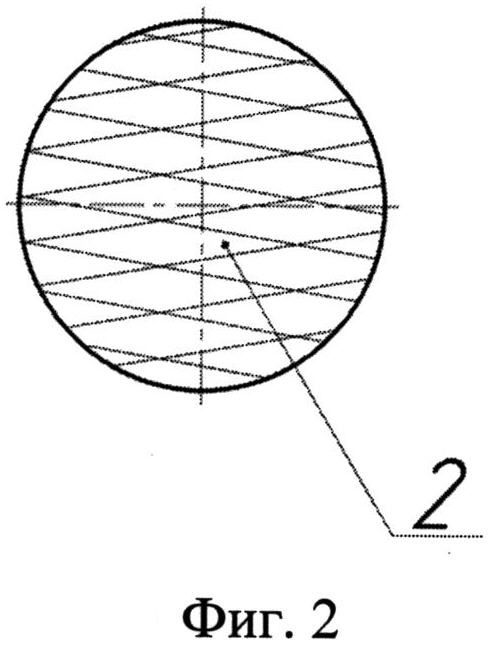
На фиг. 1 изображено устройство для комбинированного волочения сплошных и полых профилей. На фиг. 2 изображен сферический деформирующий элемент сборной фильеры, поверхность которого выполнена с регулярным микрорельефом. На фиг. 3 изображена одна из калибрующих фильер, выполненная из ЧСЦ или спеченного твердого сплава, снабженная в передней части режущим элементом с углом заострения от 20° до 35° и калибрующей ленточкой шириной LЛ с регулярным микрорельефом на всех поверхностях (позиции 11, 12 на фиг. 3).
Устройство состоит из дополнительной сборной фильеры 1 со сферическими деформирующими элементами 2, двух калибрующих фильер 3, 4, заключенных в обойме 6, одна из которых, фильера 3, в передней части снабжена режущим элементом 5 с углом заострения от 20° до 35°, а сферические деформирующие элементы 2, фильеры 3, 4 выполнены из частично стабилизированного диоксида циркония или спеченного твердого сплава. Рабочие поверхности фильер выполнены с регулярным микрорельефом. Подача металлоплакирующей смазки 7 осуществляется во все канавки регулярного микрорельефа принудительно, на фиг. 1 показана стрелками. Направление волочения с усилием - справа налево.
Устройство для комбинированного волочения сплошных и полых профилей работает следующим образом. Обрабатываемый профиль 8 перемещается справа налево (фиг. 1), при этом на входе в дополнительную фильеру 1 он имеет размер d1, после прохождения фильеры 1 наружный диаметр профиля составляет размер d2, на поверхности профиля 8 продавливаются продольные канавки 9 в количестве, зависящем от числа сферических деформирующих элементов в сборной фильере для разделения кольцевой стружки. Далее профиль 8 поступает в калибрующую фильеру 3, передним режущим элементом которой снимается тонкая разделенная стружка 10 до размера d3 и одновременно осуществляется предварительная калибровка профиля 8 до размера d4 (фиг. 1), а затем в фильере 4 осуществляется окончательная доводка шероховатости и размерно-геометрической точности до окончательного размера d5.
Заявляемое устройство найдет широкое применение при изготовлении точных сплошных и полых профилей.
Источники информации
1. Гаврилов С.А., Зинин М.А. Применение эффекта безызносности при синтезе металлоплакирующих смазок для экстремальных условий трения // Заготовительные производства в машиностроении. 2013. №2. С.29-33.
2. Гаврилов С.А., Щедрин А.В. Совершенствование технологий применения металлоплакирующего кондиционера в методах комбинированной обработки // Вестник машиностроения. 2012. №6. С.75-78.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРАВОЧНОГО ВОЛОЧЕНИЯ ТРУБНЫХ ЗАГОТОВОК С ПРОТИВОДАВЛЕНИЕМ МЕТАЛЛОПЛАКИРУЮЩЕЙ СМАЗКИ | 2015 |
|
RU2593062C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 2013 |
|
RU2560477C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО ЭЛЕМЕНТА ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2303507C1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| Способ холодного пластического деформирования металлов | 2017 |
|
RU2647057C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |

Изобретение относится к области комбинированной обработки металлов давлением и резанием, а именно к устройствам для волочения сплошных и полых профилей. Устройство содержит две сопрягаемые торцами калибрующие фильеры с регулярным микрорельефом, запрессованные в обойму, имеющую полости для подачи смазочного материала под давлением в зону деформирования профилей по радиальным каналам, выполненным на сопрягаемых торцах фильер. Повышение производительности труда и качества наружной поверхности профилей обеспечивается за счет того, что оно снабжено дополнительной сборной фильерой со сферическими деформирующими элементами, поверхности которых выполнены с регулярным микрорельефом, при этом одна из калибрующих фильер снабжена в своей передней части режущим элементом в виде зуба с углом заострения от 20° до 35°, имеющего кольцевую форму или форму поперечного сечения профиля, причем сферические деформирующие элементы и калибрующие фильеры выполнены из частично стабилизированного диоксида циркония или спеченных твердых сплавов. В дополнительной сборной фильере формируются продольные стружкоразделительные канавки с регулярным микрорельефом, исключающие образование трудноразделяемой стружки. 3 ил.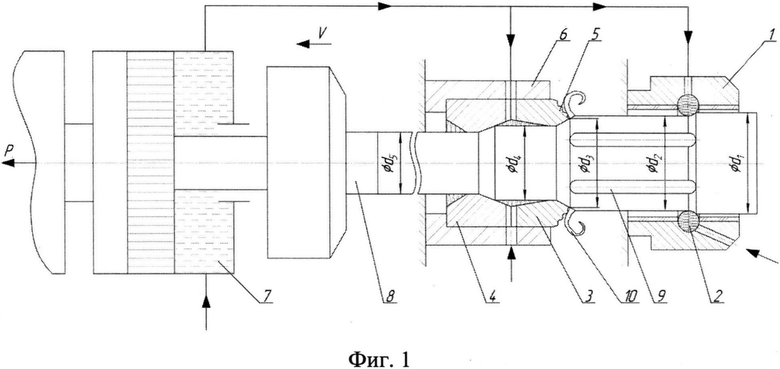
Устройство для комбинированного волочения сплошных и полых профилей, содержащее две сопрягаемые торцами калибрующие фильеры с регулярным микрорельефом, запрессованные в обойму, имеющую полости для подачи смазочного материала под давлением в зону деформирования профилей по радиальным каналам, выполненным на сопрягаемых торцах фильер, отличающееся тем, что оно снабжено дополнительной сборной фильерой со сферическими деформирующими элементами, поверхности которых выполнены с регулярным микрорельефом, при этом одна из калибрующих фильер снабжена в своей передней части режущим элементом в виде зуба с углом заострения от 20° до 35°, имеющего кольцевую форму или форму поперечного сечения профиля, причем сферические деформирующие элементы и калибрующие фильеры выполнены из частично стабилизированного диоксида циркония или спеченных твердых сплавов.
| Устройство для волочения изделий в режиме гидродинамического трения | 1984 |
|
SU1183224A1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2110343C1 |
| Способ подготовки поверхности про-ВОлОКи K ВОлОчЕНию | 1979 |
|
SU820962A1 |
| US 5357776 A, 25.10.1994 | |||

