Из,вестны способы электрохимической обработки непрофилированным электродом-инструментом с подачей рабочей жидкости в зону обработки вдоль его поверхности или внутри полого электрода.
Описываемый способ позволяет повышать точность обработки.
Это достигается тем, что обработку осуществляют посредством колебаний относительно продольной оси электрода-.инструмента, покрытого оболочкой из диэлектрического материала с продольным секторообразным окном на передней по ходу подачи стороле и с амплитудой колебаний окна в зависимости от его ширины, но не более ±90° от направления подачи.
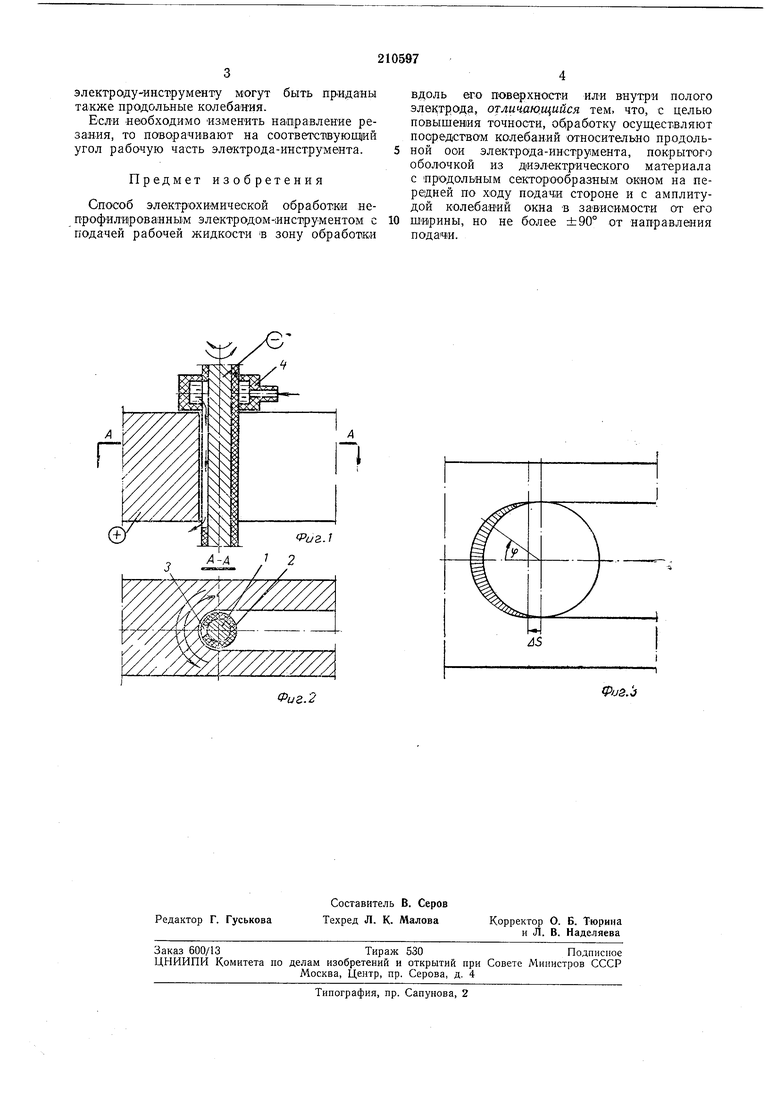
На фиг. 1 показана схема обработки по описываемому способу; на фиг. 2-разрез по А-А на фиг. 1; па фиг. 3 - схема съема металла.
Непрофилированный электрод-инструменг (проволока или цилиндр) 1 покрыт диэлектрической оболочкой 2, на передней части которой имеется продольное секторообразпое окно 3, Толшина оболочки равна зазору между обрабатываемой деталью и металлической сердцевиной электрода-инструмента. Для движения без заклинивания обеспечивают небольшой зазор между электродом-инструментом и обрабатываемой деталью. К зоне
обработки элекгрод-инструмент поджимается устройством подачи. Электрод-инструмент получает относительно обрабатываемой детали колебания вокруг своей оси. Амплитуду колебаний выбирают таким образом, чтобы электрохимическое растворение в зоне обработки было близко к нулю.
Оптимальный закон углового качания и оптимальную величину амплитуды колебаний можно найти, зная скорость электрохимического растворения обрабатываемой детали и закон дифференциального съема металла для непрофилированного электрода. При перемещении электрода-инструмента на величину ДЗ удельная величина съема по переднему фронту электрода в зависимости от угла ф будет неравномерная. Максимальный съем металла произойдет на линии, совпадающей с траекторией центра электрода, когда , а минимальный - при ф 90°.
Затем производят электрохимическую обработку пазов. Ширина обрабатываемого паза задается толщиной диэлектрического покрытия.
Для интенсификации обработки из сопла 4 подается рабочая жидкость. При практическом пользовании электрод-инструмент может колебаться с равномерной скоростью с реверсированием в крайних точках. Кроме того,
электроду-инструменту могут быть приданы продольные колеба-ния.
Бели необходимо изменить направление резания, то поворачивают на соответствующий угол рабочую часть электрода-инструмента.
Предмет изобретения
Способ электрохимической обработки непр офИЛИ1роваяным электродо1м-1инструментом с подачей рабочей жидкости в зону обработки
вдоль его поверхности илИ внутри полого электрода, отличающийся тем, что, с целью повышения точности, обработку осуществляют посредством колебаний относительно продольной оси электрода-инструмента, покрытого оболочкой из диэлектрического материала с продольным секторообразным окном на передней по ходу подачи стороне и с амплитудой колебаний окна в зависимости от его ширины, но не более ±90° от направления подач1И.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1970 |
|
SU260788A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙОБРАБОТКИ | 1969 |
|
SU254288A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ РЕЗЬБОВЫХ | 1968 |
|
SU221447A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КРОМОК КАНАЛОВ | 2005 |
|
RU2303087C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 1967 |
|
SU205490A1 |
Фиг. 2
Физ.
