Изобретение относится к обработке металлических изделий и применяется при обработке изделий методом микродугового оксидирования.
Известны центровые оправки, включающие собственно оправку, набор установочных колец, кольцо с накаткой, буксу, гайку.
Оправки данного типа непригодны для установки деталей в случаях их специальной обработки, а также не дают возможности обработки деталей в труднодоступных местах.
Предлагаемая оправка позволит устанавливать детали в случаях их специальной обработки, дает возможность обработки деталей в труднодоступных местах, позволяет проводить упрочнение поверхностного слоя деталей без дополнительных закреплений, в частности позволяет проводить работы по формованию покрытий методом микродугового оксидирования.
Для этого в центровой оправке, содержащей установочные кольца, закрепленные на неподвижном основании, и регулировочные гайки, имеется трубка, смонтированная на основании коаксиально установленным кольцам, и электрод, смонтированный на трубке с возможностью перемещения вдоль нее посредством регулировочных гаек, при этом электрод выполнен самораскрывающимся, а трубка выполнена с радиальными отверстиями для подачи электролита в полость обрабатываемой детали, и дополнительные кольца для защиты необрабатываемых поверхностей детали.
На чертеже представлена центровая оправка с закрепленной деталью.
Центровая оправка содержит установочные кольца 1, стягиваемые болтами 2 для закрепления детали 3. Установочные кольца крепятся к неподвижному основанию 4 с помощью болтов 5.
На оправке смонтирована трубка 6 с установленным на ней электродом 7, выполненным с возможностью перемещения по трубке (по резьбовой части) и самораскрывающимся.
Трубка 6 установлена на неподвижной опоре 8 и выполнена с радиальными отверстиями для подачи электролита.
Для защиты детали (необрабатываемых поверхностей) предназначено кольцо 10. Электрод 7 перемещается по трубке при помощи регулировочных гаек 11 (винтовой пары).
Раскрывание электрода может происходить за счет любых известных технических средств (подпружинивание электрода в радиальном направлении, выполнение его из пружинистых сталей и пр.).
Работа по обработке деталей с помощью данной полезной модели происходит следующим образом.
В качестве примера рассмотрим процесс обработки втулок для ткацких станков. Как известно, данные втулки имеют глубокий внутренний паз для обеспечения высокой скорости вращения (порядка 20 тыс. об/мин). Увеличение глубины этого паза приводит к разбалансировке вращения и выходу втулки из строя. Поэтому на сегодняшний день актуальным является продление срока службы таких втулок.
Деталь устанавливают в установочных кольцах и зажимают болтами 2. Устанавливают защитное кольцо 20, ограничивающее площадь обработки (защищающее необрабатываемые поверхности). К краю детали проводится электрод, и при вращении регулировочных гаек электрод заводится внутрь детали, раскрывается и заполняет всю полость детали. По трубке подается электролит и известными методами МДО производят обработку паза (наносят покрытие, формуют упрочняющий слой по пазу втулки).
Использование: при специальной обработке металлических изделий, для установки обрабатываемых деталей при обработке их методом микродугового оксидирования. Сущность изобретения: оправка содержит установочные кольца 1, стягиваемые болтами 2 для закрепления детали 3. Установочные кольца крепятся к неподвижному основанию 4 с помощью болтов 5. Оправка включает трубку 6 с установленным на ней электродом 7, выполненным с возможностью перемещения по трубке. Электрод выполнен самораскрывающимся. Трубка 6 установлена на неподвижной опоре 8 и выполнена с радиальными отверстиями для подачи электролита. Для защиты от электролита других поверхностей детали предназначено кольцо 10. Электрод перемещается по трубке при помощи регулировочных гаек 11. 1 ил.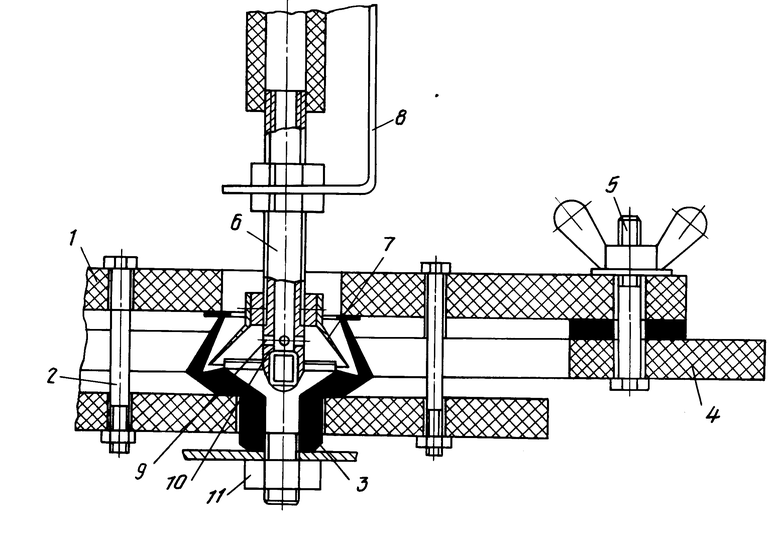
ЦЕНТРОВАЯ ОПРАВКА, содержащая установочные кольца, закрепленные на неподвижном основании, и регулировочные гайки, отличающаяся тем, что она дополнительно содержит трубку, смонтированную на неподвижном основании коаксиально установочным кольцам, защитное кольцо для необрабатываемых поверхностей детали и электрод, установленный на трубке с возможностью перемещения вдоль ее оси посредством регулировочных гаек, при этом электрод выполнен самораскрывающимся, а трубка выполнена с радиальными отверстиями для подачи электролита.
| Справочник металлиста | |||
| М.: Машгиз, 1961, т.5, с.500. |
