по разные стороны его плоскости симметрии, считывают запись с магнитной ленты и по результатам считывания судят о наличии дефектов в шве,
Недостатком способа является низкая чувствительность контроля вследствие действия размагничивающего фактора формы шва на его намагниченность и растекание магнитного потока в межполюсном пространстве.
Целью изобретения является повышение чувствительности контроля сварных швов с технологическими выступами в зоне сварного шва за счет увеличения индукции в шве и равномерного распределения магнитного потока. Цель достигается тем, что Р способе магнитографического контроля стыковых сварных швов заключающимся в том, что контролируемый шов совместно с плотно прижатой к нему магнитной лентой намагничивают П-образным электромагнитом, полюсы которого расположены параллельно краям шва ..по разные стороны его плоскости симметрии, считывают запись с маги ной ленты, по результатам считывания определяют наличие дефектов в шве, полюс электромагнита вначале располагают у одного края шва на минимальном расстоянии, исключающем касание ленты, а после намагничивания шва электромагнит переставляют так, чтобы второй полюс находился у второго края шва на таком же расстоянии от края шва, и повторно намагничивают соединение в том же направлении.
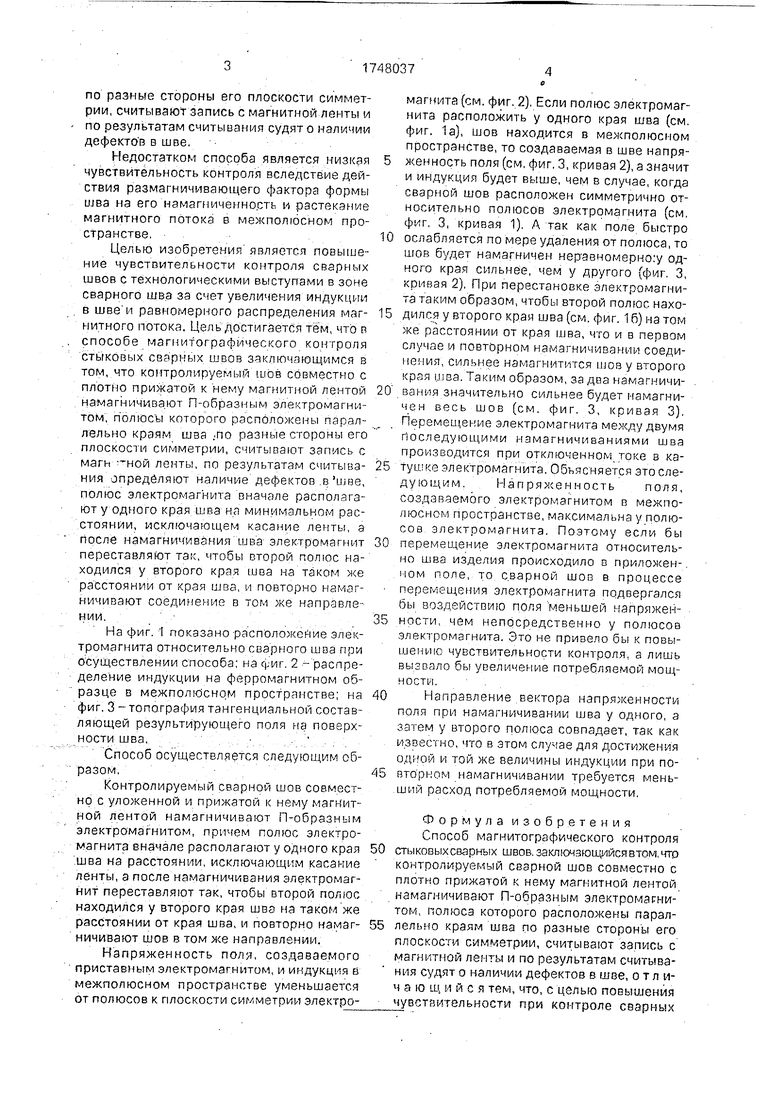
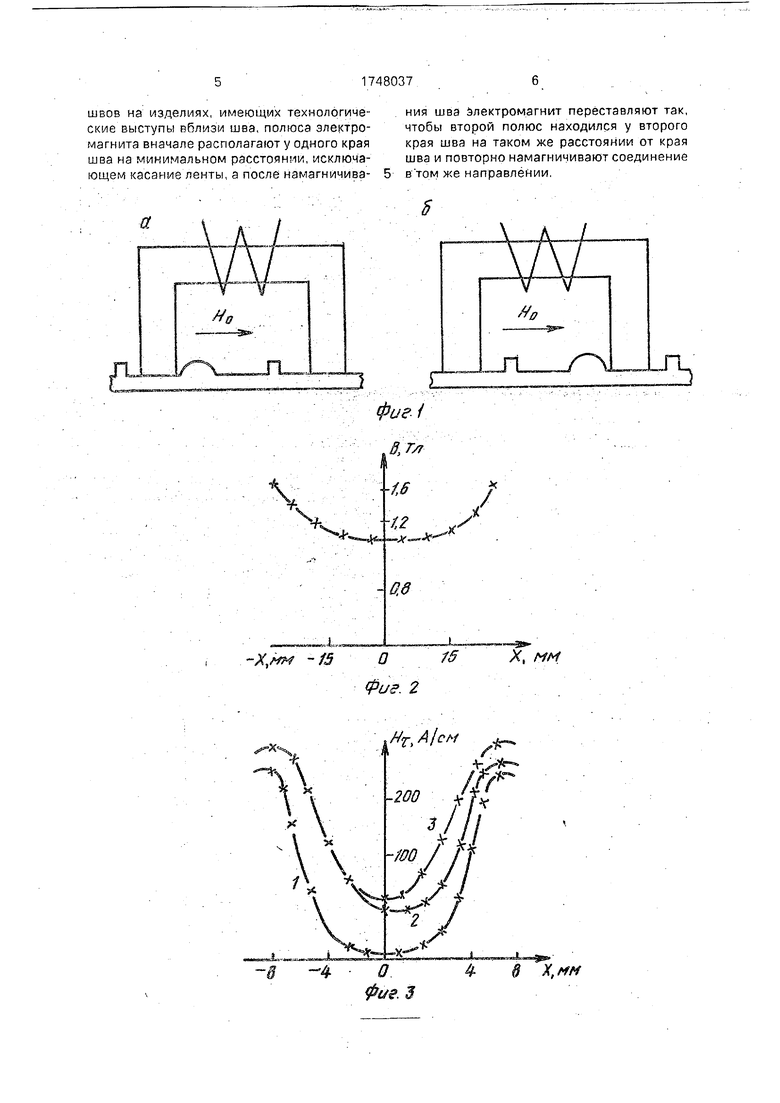
На фиг. 1 показано расположение электромагнита относительно сварного шва при осуществлении способа; на q-иг. 2 - распределение индукции на ферромагнитном образце в межполосном пространстве; на фиг. 3 - топография тангенциальной составляющей результирующего поля на поверхности шва.
Способ осуществляется следующим образом.
Контролируемый сварной шов совместно с уложенной и прижатой к нему магнитной лентой намагничивают П-образным электромагнитом, причем полюс электромагнита вначале располагают у одного края шва на расстоянии, исключающим касание ленты, а после намагничивания электромагнит переставляют так, чтобы второй полюс находился у второго края швз на таком же расстоянии от края шва, и повторно намагничивают шов в том же направлении.
Напряженность поля, создаваемого приставным электромагнитом, и индукция в межполюсном пространстве уменьшается от полюсов к плоскости симметрии электромагнита (см. фиг. 2). Если полюс электромагнита расположить у одного края шва (см. фиг. 1а), шов находится в межполюсном пространстве, то создаваемая в шве напряженность поля (см, фиг. 3, кривая 2), а значит и индукция будет выше, чем в случае, когда сварной шов расположен симметрично относительно полюсов электромагнита (см. фиг. 3, кривая 1). А так как поле быстро
ослабляется по мере удаления от полюса, то шов будет намагничен неравномерно одного края сильнее, чем у другого (фиг. 3, кривая 2), При перестановке электромагнита таким образом, чтобы второй полюс находился у второго края шва (см. фиг. 16) на том же расстоянии от края шва, что и в первом случае и повторном намагничивании соединения, сильнее намагнитится шов у второго края шва. Таким образом, за два намагничивания значительно сильнее будет намагничен весь шов (см. фиг. 3, кривая 3). Перемещение электромагнита между двумя последующими намагничиваниями шва производится при отключенном токе в катушке электромагнита. Объясняется это следующим. Напряженность поля, создаваемого электромагнитом в межполюсном пространстве, максимальна у полюсов электромагнита. Поэтому еспи бы
перемещение электромагнита относительно шва изделия происходило о приложенном поле, то сварной шов в процессе перемещения электромагнита подвергался бы воздействию поля меньшей напряженности, чем непосредственно у полюсов электромагнита. Это не привело бы к повышению чувствительности контроля, а лишь вызвало бы увеличение потребляемой мощности.
Направление вектора напряженности поля при намагничивании шва у одного, а затем у второго полюса совпадает, так как известно, что в этом случае для достижения одной и той же величины индукции при повторном намагничивании требуется меньший расход потребляемой мощности.
Формула изобретения Способ магнитографического контроля
стыковых сварных швов, заключающийся втом, что контролируемый сварной шов совместно с плотно прижатой к нему магнитной лентой намагничивают П-образным электромагнитом, полюса которого расположены параллельно краям шва по разные стороны его плоскости симметрии, считывают запись с магнитной ленты и по результатам считывания судят о наличии дефектов е шве, о т л и- ч а ю щ и и с я тем, что, с целью повышения чувствительности при контроле сварных
швов на изделиях, имеющих технологические выступы вблизи шва, полюса электромагнита вначале располагают у одного края шва на минимальном расстоянии, исключающем касание ленты, а после намагничивания шва Злектромагнит переставляют так, чтобы второй полюс находился у второго края шва на таком же расстоянии от края шва и повторно намагничивают соединение в том же направлении,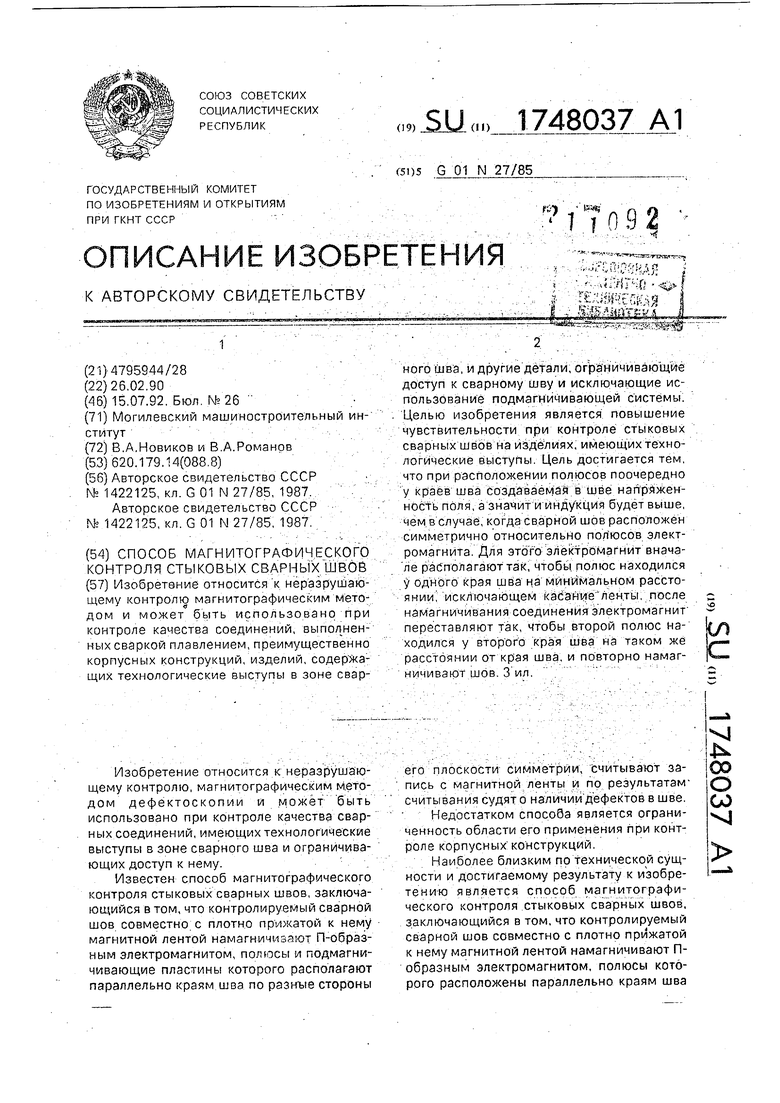
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля сварных соединений | 1991 |
|
SU1772716A1 |
| Намагничивающее устройство для магнитографической дефектоскопии | 1990 |
|
SU1795361A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1672344A1 |
| Способ магнитного контроля стыковых сварных соединений | 1990 |
|
SU1786417A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных соединений | 1987 |
|
SU1422125A2 |
-Х,нм -f5
X, мм
HTt AJCH
