Изобретение относится к конструкции центрального электрода и может быть использовано при изготовлении искровых свечей зажигания.
Известна биметаллическая заготовка искровой свечи зажигания, выполненная в виде цилиндрического стержня с головкой, содержащая цилиндрическую цельную оболочку из жаро- и коррозионностойкого металла и сердечник из металла с высокой теплопроводностью, занимающий всю полость оболочки. Стенка оболочки имеет по длине переменную толщину, которая увеличивается на участке, прилегающем к ее дну.
Недостатком заготовки является низкая износостойкость электрода за счет малоэффективного отвода тепла от электрода из-за присутствия зазора в стыке между сердечником и дном оболочки заготовки. Зазоры возникают в результате недостаточно надежной осевой фиксации сердечника относительно оболочки в процессе изготовления электрода.
Цель изобретения - повышение износостойкости.
Биметаллическая заготовка центрального электрода искровой свечи зажигания содержит в отличие от известной стенку оболочки, на внутренней поверхности которой имеется кольцевой буртик переменной толщины. Максимальная толщина стенки оболочки в этом месте составляет 0,2-0,3 наружного диаметра оболочки, причем максимальное утолщение буртика расположено на расстоянии, равном 0,020-0,027 длины заготовки со стороны открытого торца оболочки.
Закрытый торец оболочки является рабочим торцом электрода после изготовления последнего. Со стороны открытого торца оболочки формируют головку электрода, служащую для установки его в керамический изолятор свечи. В качестве материала оболочки могут быть использованы сплавы Х20Н80, Х20Н80Т3, НМЦ2,5, НМЦ5. В качестве материала сердечника могут быть использованы следующие марки меди: М1, М1р, М2, М2р, М3, М3р.
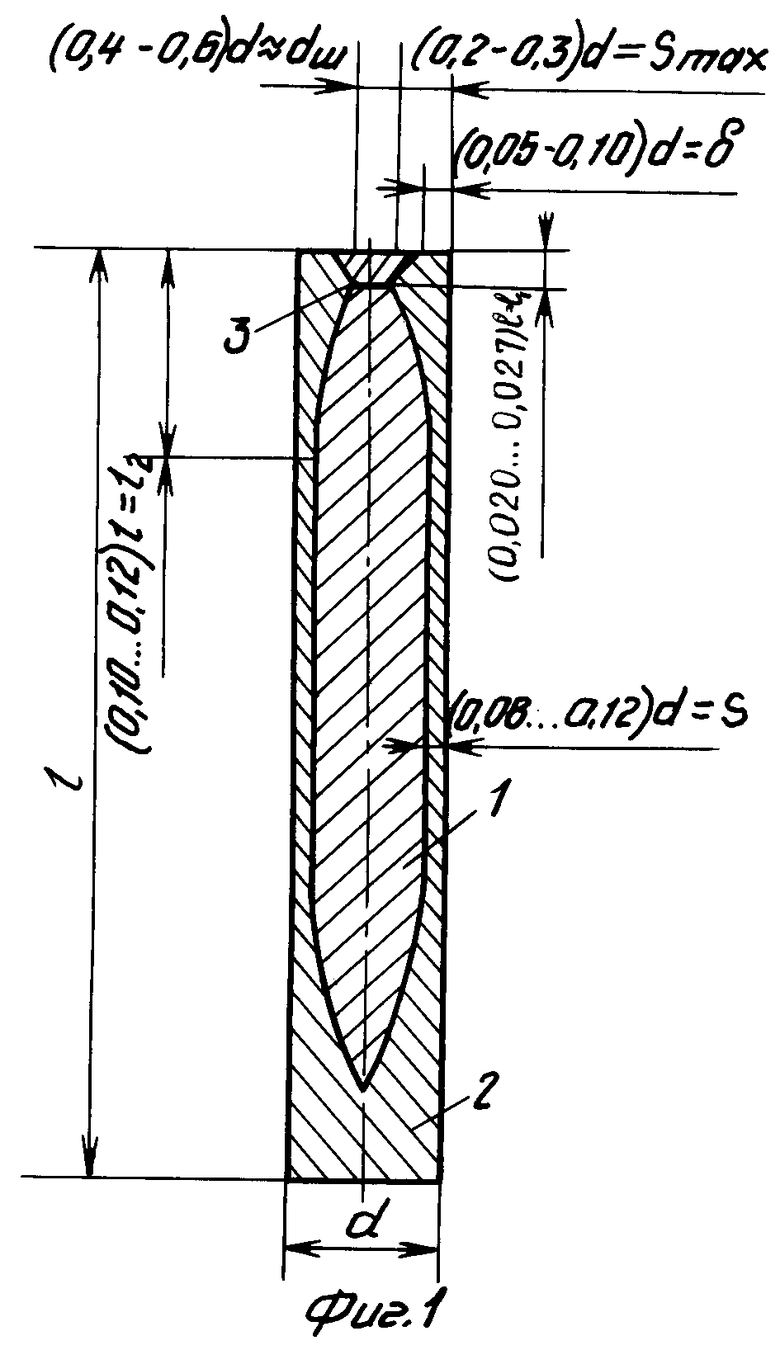
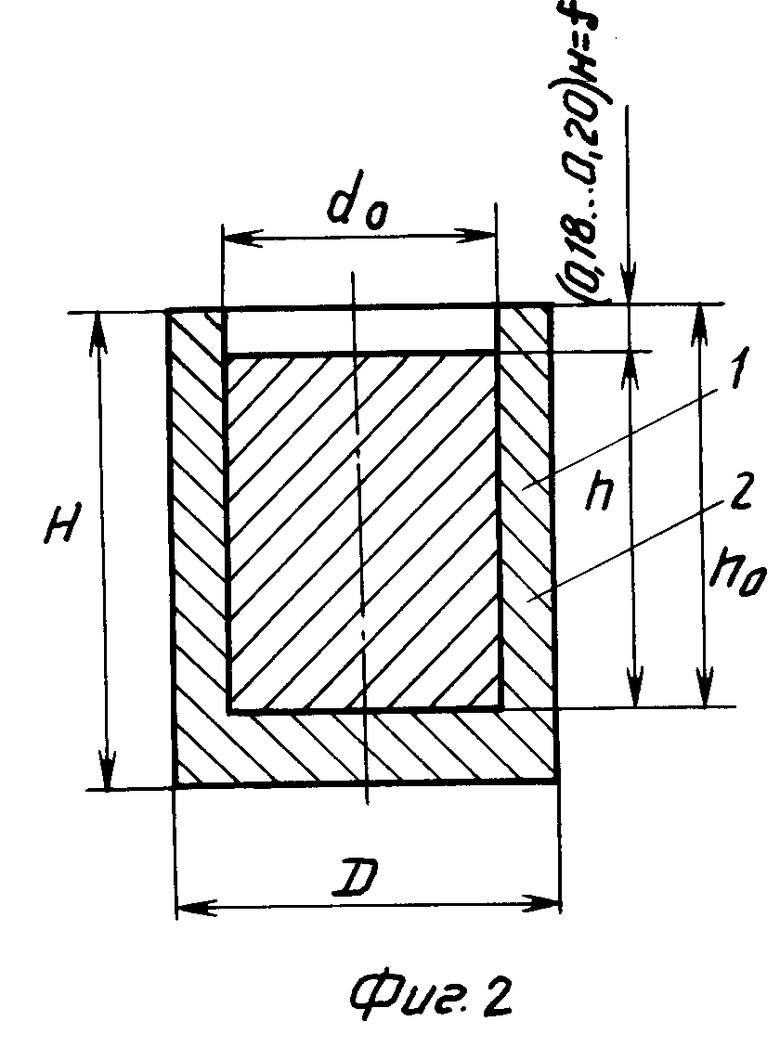
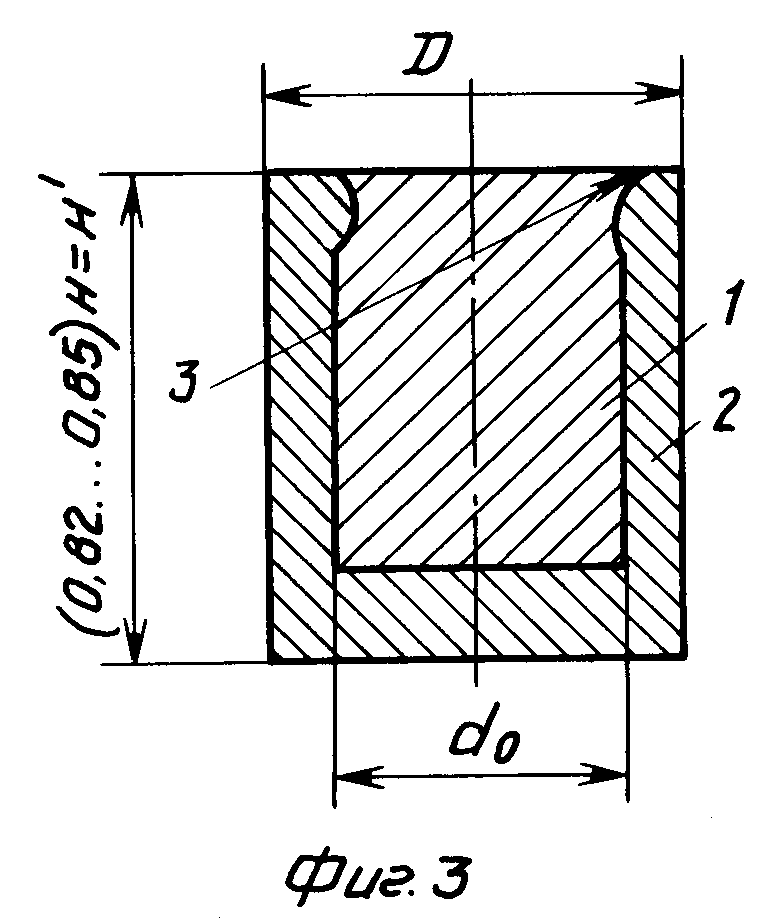
На фиг. 1 изображена биметаллическая заготовка для получения электрода искровой свечи зажигания; на фиг. 2 - исходная составная заготовка до ее осадки в закрытом штампе; на фиг. 3 - исходная составная заготовка после ее осадки в закрытом штампе.
Заготовка, показанная на фиг.1, состоит из сердечника 1 и оболочки 2, имеющей форму стакана. Стенка оболочки со стороны открытого торца имеет утолщение в виде кольцевого буртика 3. Сердечник в этом месте имеет шейку, необходимую для надежной фиксации сердечника относительно оболочки. С противоположной стороны сердечник имеет заострение.
Исходная составная заготовка, изображенная на фиг.2, состоит и цилиндрического стакана 2 и вставленного в него сердечника 1. Сердечник установлен в стакан с небольшим утопанием. Величина утопания составляет 0,18-0,20 высоты стакана. После осадки исходной составной заготовки в закрытом штампе высота ее уменьшается до значения 0,82-0,85 начальной высоты заготовки и на стенке стакана 1 появляется кольцевой буртик 3 (см.фиг. 3).
П р и м е р. Изготовление биметаллической заготовки длиной l = 27,5 мм и диаметром d = 2,5 мм (см.фиг.1). Методом обратного выдавливания получали стакан 2 исходной составной заготовки (см.фиг.2). Заготовкой для выдавливания стакана служит цилиндр диаметром 5,6 мм и высотой 2,9 мм, полученный отрезкой от проволоки диаметром 5,6 мм из жаро- и коррозионностойкого сплава Х20Н80Т3. Отрезанную часть подвергали затем калибровке. После выдавливания стакан имел следующие размеры: D = 5,6 мм; dо = 4,5 мм; Н = 6,6 мм и hо = 5,3 мм. Сердечник 1 был получен отрезкой от проволоки диаметром 4,5 мм из меди М1 и подвергнут последующий калибровке. Сердечник имел форму цилиндра с размерами dо = 4,5 мм, h = 4 мм. После установки сердечника 1 в стакан 2 (см.фиг.2) производили закрытую осадку полученной составной заготовки. После осадки высота заготовки Н составляла 5,4 мм (см.фиг.3).
Далее получали биметаллическую заготовку методом прямого выдавливания. Использовалась составная заготовка (см.фиг.3) после ее осадки в закрытом штампе. Выдавливание осуществлялось без образования пресс-остатка на обрабатываемой заготовке. Это достигалось путем "двойного" выдавливания исходной составной заготовки, заключающегося в том, что оставшуюся в матрице после выдавливания заготовку выталкивали из матрицы следующей исходной составной заготовкой, помещавшейся в контейнер этой же матрицы и подвергавшейся очередному выдавливанию. Таким образом, каждая исходная составная заготовка выдавливалась как бы дважды. Первый раз она выдавливалась непосредственно пуансоном, доходившим во время рабочего хода до воронки матрицы. Второй раз она доформовывалась и выталкивалась из матрицы очередной составной заготовкой, которая помещалась в контейнер матрицы и подвергалась выдавливанию.
После выдавливания исходной составной заготовки через матрицу диаметром калибрующего отверстия 2,5 мм была получена биметаллическая заготовка со следующими размерами (см.фиг.1): d = 2,5 мм, l = 27,5 мм, dш = 1,3 мм, Smax = 0,6 мм, l1 = =0,55 мм, l2 = 3 мм, S = 0,3 м.
Искровые свечи зажигания, укомплектованные электродами, полученными из биметаллической заготовки, прошли лабораторные испытания.
Предложенное техническое решение позволяет снизить величину износа центрального электрода искровых свечей зажигания в 2-3 раза, благодаря чему повышается их ресурс и надежность работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2091943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2498469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ КЕРАМИК | 2003 |
|
RU2258685C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ изготовления штампового блока | 1987 |
|
SU1459814A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
Сущность изобретения: биметаллическая заготовка центрального электрода искровой свечи зажигания содержит стенку оболочки, на внутренней поверхности которой имеется кольцевой буртик переменной толщины. Максимальная толщина стенки оболочки в этом месте составляет 0,2 - 0,3 наружного диаметра оболочки, причем максимальное утолщение буртика расположено на расстоянии, равном 0,020 - 0,027 длины заготовки со стороны открытого торца оболочки. 3 ил.
БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ, выполненная в виде цилиндрического стержня, содержащая цилиндрическую цельную оболочку из жаро- и коррозионностойкого металла и сердечник из металла с высокой теплопроводностью, занимающий всю полость оболочки, причем стенка оболочки имеет по длине переменную толщину и закрыта с одного конца днищем, отличающаяся тем, что, с целью повышения износостойкости, стенка оболочки имеет на внутренней поверхности кольцевой буртик переменной толщины, максимальная толщина которого составляет 0,2 - 0,3 наружного диаметра оболочки, причем максимальное утолщение буртика расположено на расстоянии, равном 0,02 - 0,027 длины заготовки, со стороны открытого торца оболочки.
| Патент США N 4606730, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
