Изобретение относится к обработке металлов давлением, а точнее к оборудованию для профилирования листовых заготовок.
Известен профилегибочный стан, содержащий раму и установленные на ней клети с рабочими валками, ряд червячных редукторов, связанных с рабочими валками посредством шпиндельных устройств и шестеренной передачи [1].
Недостатком данной конструкции профилегибочного стана является наличие сложной системы передачи момента прокатки на каждую пару рабочих валков через червячные редукторы, шестеренные передачи и шпиндельные устройства, что повышает трудоемкость изготовления и эксплуатации стана, увеличивает поперечные размеры рабочей линии стана. Другим недостатком является наличие у каждой пары рабочих валков индивидуальной станины, установленной на общей раме, что приводит к значительному усложнению конструкции стана и увеличивает трудоемкость.
Из известных профилегибочных станов наиболее близким по технической сущности является стан, описанный в европейском патенте. Этот стан содержит раму, установленные на ней станины для каждой пары рабочих валков, в окнах станин расположены узлы рабочих валков с корпусами подшипниковых опор, цепной привод вращения рабочих валков и натяжные станции [2].
Недостатком этого стана является большие габариты и вес стана из-за выполнения цепных передач большой длины, одна из которых охватывает все верхние рабочие валки, а другая охватывает нижние рабочие валки и необходимость натяжных роликов для увеличения дуги обхвата звездочек, а также наличие станции натяжения.
Кроме того, наличие множества станин рабочих клетей и натяжных роликов увеличивает массу, габариты, трудоемкость изготовления стана и обслуживание.
Техническим результатом изобретения является уменьшение габаритов и веса стана.
Технический результат достигается тем, что в профилегибочном стане, содержащем раму, установленные в окнах станин узлы рабочих валков с корпусами подшипниковых опор и цепной привод вращения рабочих валков с редуктором, согласно изобретению, станина выполнена общей под все узлы рабочих валков в виде двух параллельно монтированных на раме щек, привод вращения рабочих валков выполнен в виде цепных передач, охватывающих каждую пару соседних валков, а выходной вал редуктора связан с одним из средних рабочих валков, расположенных между входным и выходным валками.
Такое конструктивное выполнение профилегибочного стана позволит уменьшить габариты, вес стана и упростить конструкцию.
Это достигается за счет того, что выполнение станины общей под все узлы рабочих валков позволило устанавливать рабочие валки максимально близко друг к другу, размещая их подшипниковые опоры в пазах двух параллельно расположенных на раме опорных щек. Выполнение цепного привода вращения валков согласно формуле изобретения позволит уменьшить габариты и вес стана за счет исключения натяжных устройств и роликов. При постоянном направлении вращения рабочих валков какие-либо средства для устpанения провисания нерабочих ветвей тянущей цепи в предложенном решении не требуются при условии оптимального соотношения между числом зубьев звездочек, длиной цепи и расстоянием по осям звездочек, так как рабочая ветвь цепи постоянно натянута.
Кроме того, присоединение редуктора привода к одному из рабочих валков, расположенных между входным и выходным валками, позволит наиболее равномерно распределить нагрузку на цепи и звездочки и уменьшить их размеры, что также позволит уменьшить расстояние между рабочими клетями.
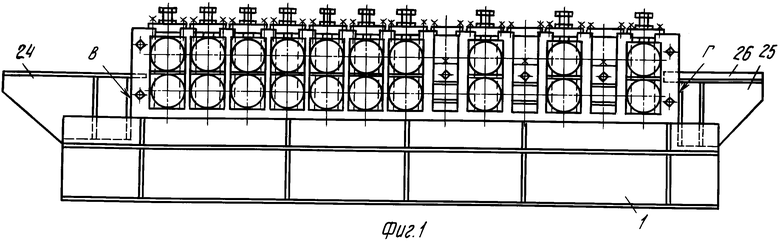
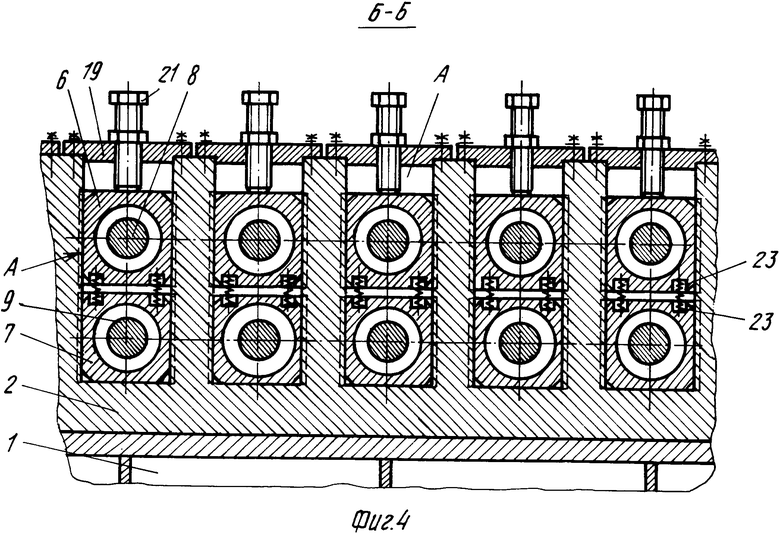
На фиг.1 изображен общий вид стана для производства гнутых профилей; на фиг.2 - то же, вид в плане; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.2.
Профилегибочный стан содержит раму 1, установленную на ней станину, выполненную общей под все узлы рабочих валков в виде двух параллельно расположенных щек 2,3, в пазах А которых установлены корпуса 4,5,6,7 подшипниковых опор валков 8 и 9, несущих дисковые калибры 10,11 вращения рабочих валков с редуктором 13. На приводных шейках Б вала 9 установлены звездочки 14,15, несущие цепи 16,17 для передачи вращения на звездочки, установленные на валах соседних рабочих клетей. Пазы А опорных щек 2,3 закрыты крышками 18,19, в которых установлены нажимные винты 20,21, опорные торцы которых упираются в корпуса 4,6 подшипниковых опор верхних валов 8. Между корпусами 4 и 5, 6 и 7 размещены упругие элементы 22,23 (например пружины), осуществляющие уравновешивание верхнего вала 8 с подшипниковыми опорами и дисковыми калибрами 10. На торцах В и Г рамы установлены стол выдачи 24 и приемный стол 25 с подвижными направляющими 26,27 для задачи заготовки в рабочие валки и приема готовых изделий. Вращение валов 9 с калибрами 11 осуществляется от привода 12 через редуктор 13, соединенный при помощи муфты 28 с приводным концом вала 9 рабочего валка, расположенного между входным и выходным валками, через звездочки 14, 15 цепного механизма.
Стан работает следующим образом.
Лист из пачки или рулона подается на приемный стол 25, ориентируется относительно дисковых калибров подвижными направляющими 26,27 и поступает в первую пару дисковых калибров, размещенных на валах 8,9. Вращением приводных дисковых калибров, размещенных на валу 9 лист проталкивается в следующую пару дисковых калибров и по мере прохождения листа через калибры осуществляется его формовка (гибка), при этом обеспечивается формовка листа с минимальными энергетическими затратами. Отформованный лист (полоса) поступает на стол выдачи 24 и удаляется любым известным способом из линии стана.
При формовке узких полос в пазы А устанавливают опоры 29 с вертикальными направляющими калибрами 30,31, которые осуществляют удержание узкой полосы на оси формовки и направление ее в последующие горизонтальные дисковые калибры.
Предложенный профилегибочный стан по сравнению с известными позволит уменьшить габариты и вес стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2000 |
|
RU2215608C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1995 |
|
RU2102200C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2056982C1 |



Изобретение относится к обработке металлов давлением, в частности к оборудованию для профилирования листовых заготовок. Профилегибочный стан содержит раму, выполненную в виде основания и закрепленных на нем двух параллельно расположенных опорных щек, в пазах которых установлены корпуса подшипниковых опор валов, несущих дисковые калибры рабочих клетей. На торцах основания рамы установлены стол выдачи и приемный стол с подвижными направляющими для задачи заготовки в рабочие валки. Привод выполнен в виде электродвигателя, редуктора, соединенного через муфту с приводным концом вала средней пары рабочих валов, несущих звездочки цепного механизма. 5 ил.
ПРОФИЛЕГИБОЧНЫЙ СТАН, содержащий раму, установленные в окнах станин узлы рабочих валков с корпусами подшипниковых опор и цепной привод вращения рабочих валков с редуктором, отличающийся тем, что станина выполнена общей под все узлы рабочих валков в виде двух параллельно смонтированных на раме щек, цепной привод вращения рабочих валков выполнен в виде цепных передач, охватывающих каждую пару соседних валков, а выходной вал редуктора связан с одним из рабочих валков, расположенных между входными и выходными валками.
| Молотилка с вращающимся цеповым барабаном | 1925 |
|
SU5060A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
