Изобретение относится к волочильному производству и касается волочения труб на длинной подвижной оправке.
Известен стан для волочения труб на длинной оправке в две нитки. Указанный стан включает линию волочения со стойкой с двумя волоками и цепным тяговым органом, параллельно расположенные линию обкатки с роликовым механизмом для обкатки и линию оправкоизвлекателя со стопорным устройством и тянущим механизмом. Тяговый орган линии волочения выполнен при этом с одной волочильной тележкой для двух волок.
Недостатки указанного стана состоят в том, что он, включая три расположенные в горизонтальной плоскости технологические линии, занимает значительные производственные площади, включает большое количество транспортеров, что, в свою очередь, увеличивает металлоемкость оборудования и обуславливает необходимость осуществления ряда трудоемких операций по перемещению труб и оправок между линиями. Ввиду того, что тяговый орган линии волочения выполнен с одной тележкой для двух волок, двухниточное волочение осуществляется одновременно в две нитки и необходимо использование в качестве привода двигателя удвоенной мощности.
Цель изобретения - упрощение конструкции стана с уменьшением его габаритов и повышения производительности.
Это достигается тем, что у двухниточного длиннооправочного стана, включающего линию волочения со стойкой с двумя волоками и цепным тяговым органом, параллельно расположенные линию обкатки с роликовым механизмом и линию оправкоизвлекателя со стопорным устройством и тянущим механизмом, цепной тяговый орган выполнен с отдельной тележкой для каждой волоки, линия обкатки расположена выше линии оправкоизвлекателя в одной вертикальной плоскости, при этом тянущий механизм оправкоизвлекателя выполнен в виде цепного с замкнутым контуром механизма с двумя тележками и такой же механизм установлен соосно с роликовым механизмом обкатки между ним и стопорным устройством оправкоизвлекателя.
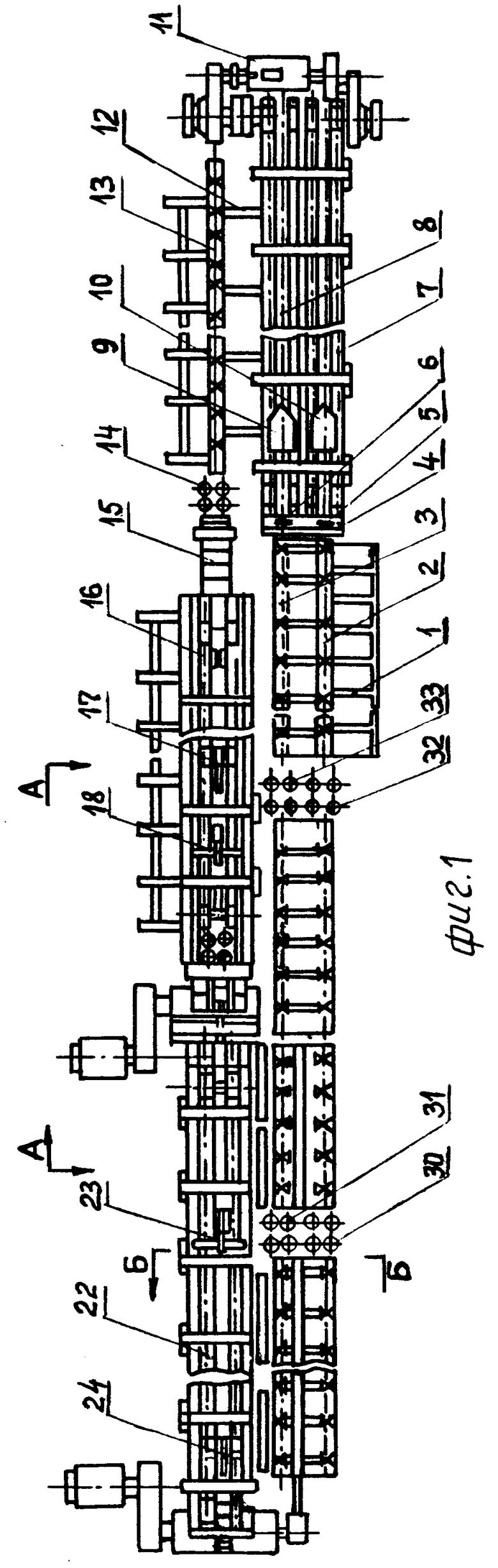
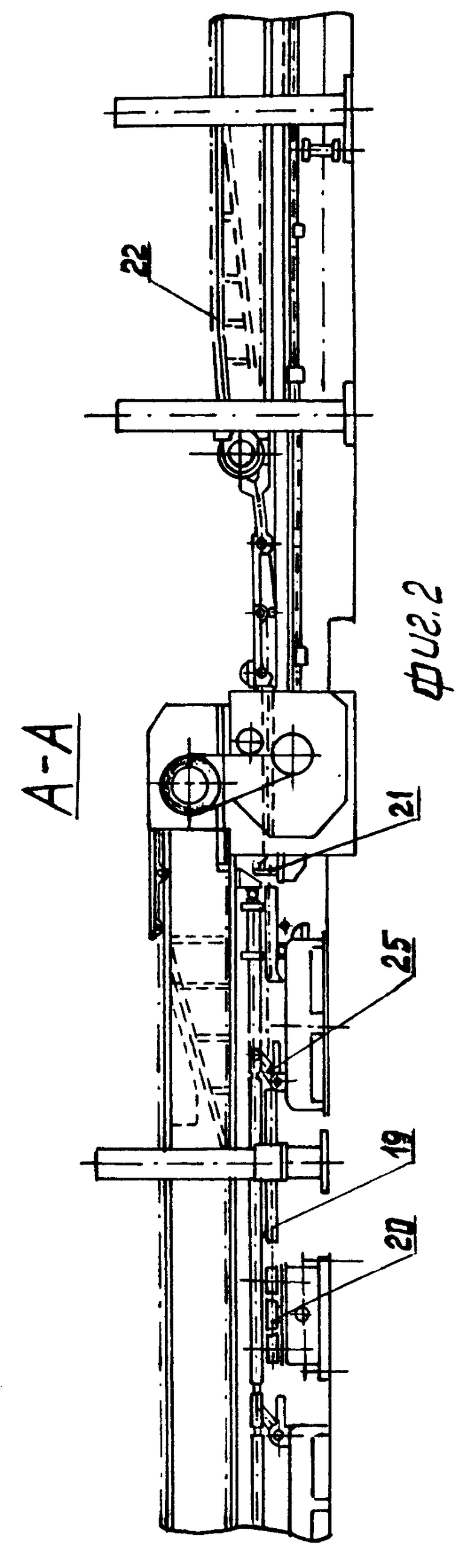
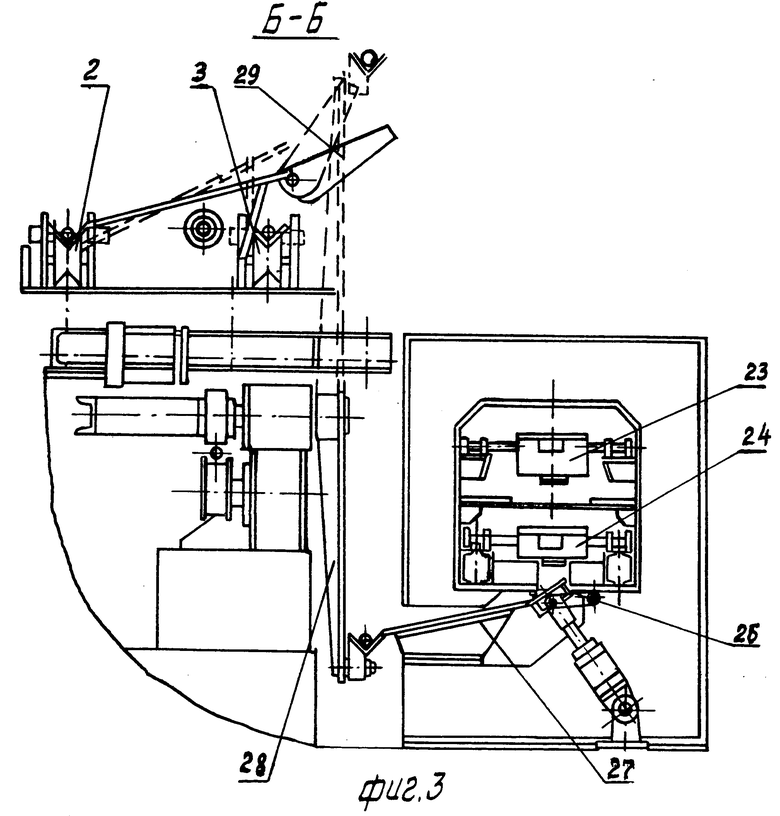
На фиг. 1 представлен предлагаемый стан, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Линия волочения стана включает загрузочный стол 1 с рольгангами 2 и 3, стойку волок 4 с волоками 5 и 6, цепной тяговый орган, содержащий две пары цепей 7 и 8, к которым соответственно прикреплены тележки 9 и 10. Расположение тележек таково, что, когда одна из них находится у стойки волок, другая находится у привода 11. Линия волочения соединена с линией обкатки перекладчиком и склизом 12. Линия обкатки включает рольганг 13, трайбролики 14, роликовый механизм 15 обкатки с неприводными роликами. Для протягивания оправки с трубой через роликовый механизм служит цепной с замкнутым контуром механизм 16, снабженный двумя тележками 17 и 18, прикрепленными к цепям на диаметрально противоположных участках. Линия обкатки расположена в одной вертикальной плоскости с оправкоизвлекателем и выше его. Оправкоизвлекатель включает приемный стол 19 с трайброликами 20, стопорное устройство 21 для удержания трубы во время извлечения оправки и тянущий цепной механизм 22 с тележками 23 и 24, аналогичный тянущему механизму 16. Тянущий механизм 16 при этом расположен соосно с роликовым механизмом 15 обкатки между ним и стопорным устройством 21. Для передачи труб с оправками после обкатки на стол 19 оправкоизвлекателя служат рычаги 25, а для передачи извлеченных оправок на рольганги 2 и 3 линии волочения служат рычаги 26, склиз 27 и рычаги 28 и 29. Для введения оправок в трубы на рольгангах 2 и 3 имеются трайбролики 30 и 31, а для введения труб с оправками в волоки - трайбролики 32 и 33.
Работа на стане осуществляется следующим образом.
Трубы-заготовки с загрузочного стола 1 поступают на рольганги 2 и 3. Внутрь труб посредством трайброликов 30 и 31 вводят длинные оправки, после чего трайбролики 32 и 33 задают трубы с оправками в волоки 5 и 6.
Волочение в двух нитках осуществляется попеременно. В процессе рабочего хода одной тележки, осуществляющей волочение, вторая тележка возвращается к своей волоке. Далее вторая тележка совершает рабочий ход, а первая возвращается к своей волоке. Обе пары цепей 7 и 8 приводятся в движение одновременно посредством привода 11. Волочение осуществляется в полунепрерывном режиме. На рольганг 13 линии обкатки трубы с оправками передаются поочередно в соответствии с тактом волочения. На указанном рольганге трайбролики 14 перемещают трубу с оправкой и вводят задний (свободный от трубы) конец оправки в роликовый механизм 15 обкатки. Выступающий из роликового механизма 15 конец оправки захватывается одной из тележек (17 или 18) тянущего механизма обкатки. Между трубой и оправкой при этом образуется зазор, необходимый для беспрепятственного извлечения оправки. После обкатки труба с оправкой рычагами 25 передается на стол 19 оправкоизвлекателя, где трайбролики 20 вводят задний конец оправки в стопорное устройство 21. Выступающий из стопорного устройства конец оправки захватывается одной из тележек (23 или 24) тянущего механизма 22, после чего осуществляется процесс извлечения оправки. Извлеченные оправки посредством рычагов 26, склиза 27 и рычагов 28 и 29 поочередно передаются на рольганги 2 и 3 линии волочения. Далее цикл операций повторяется.
По сравнению с известным стан более компактен, в его конструкции исключен ряд металлоемких транспортирующих механизмов. Полунепрерывный режим работы обеспечивает высокую производительность. Кроме того, поочередное волочение в двух нитках позволяет на стане изготавливать трубы более широкого, в сторону увеличения размеров, сортамента, чем на двухниточном стане известной конструкции при одинаковой мощности привода или аналогичного сортамента при примерно вдвое меньшей мощности привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ | 1991 |
|
RU2030940C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПЕРЕМЕННОЙ ПО ДЛИНЕ ТОЛЩИНОЙ СТЕНКИ | 1994 |
|
RU2089309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| Непрерывный стан для волочения труб на длинной оправке | 1980 |
|
SU1002065A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| Стан для волочения труб на оправке | 1976 |
|
SU655456A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
| Устройство для извлечения оправки из трубы | 1973 |
|
SU454071A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
Использование: для волочения труб на длинной подвижной оправке с высокой производительностью. Волоки двухниточного длиннооправочного стана имеют тяговый орган с двумя парами цепей и с отдельными тележками. Линия обкатки расположена выше оправкоизвлекателя в одной вертикальной плоскости. При этом тянущий механизм оправкоизвлекателя выполнен в виде цепного с замкнутым контуром механизма с двумя тележками. Такой же механизм установлен соосно с роликовым механизмом обкатки между ним и стопорным устройством оправкоизвлекателя. 3 ил.
ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ, включающий линию волочения со стойкой с двумя волоками и цепным тяговым органом, параллельно расположенные линию обкатки с роликовым механизмом и линию оправкоизвлекателя со стопорным устройством и тянущим механизмом, отличающийся тем, что цепной тяговый орган выполнен с отдельной тележкой для каждой волоки, линия обкатки расположена выше оправкоизвлекателя в одной вертикальной плоскости, при этом тянущий механизм оправкоизвлекателя выполнен в виде цепного, с замкнутым контуром механизма с двумя тележками и такой же механизм установлен соосно с роликовым механизмом обкатки между ним и стопорным устройством оправкоизвлекателя.
| Биск М.Б | |||
| и др | |||
| Холодная деформация стальных труб | |||
| Металлургиздат, 1975, с.144. |
