Изобретение относится к области обработки металлов давлением, а именно к трубоволочильному производству.
Известен стан для волочения труб на длинной (подвижной) оправке (а.с. СССР №1002065, опубл. 07.03.83, Б.И. №9). Согласно этому изобретению конструкция стана содержит два параллельно расположенных цепных транспортера (верхний и нижний), посредством которых подвижная оправка с надетой на нее трубой проталкивается сквозь волоку. После волоки установлено устройство для обкатки трубы и извлечения оправки. Далее оправка смещается в поперечном относительно оси волочения направлении и рольгангом передается на входную сторону стана на стол загрузки. Таким образом, оправка совершает рабочий ход, вслед за которым следует холостой ход вдоль всей длины стана для подачи ее на загрузку. Недостатками такой конструкции являются наличие холостого хода оправки, удлинение цикла волочения и, как следствие, снижение производительности стана вследствие увеличенного перемещения оправки. Кроме того, необходимы механизмы поперечного относительно оси волочения перемещения оправки и механизмы привода рольганга, транспортирующего оправку на загрузочную сторону после окончания волочения, что снижает надежность конструкции стана в целом.
Известна конструкция стана для волочения на подвижной оправке (патент Италии IT 119086 от 24.02.1988). Волочильный стан, протягивающий трубу с использованием длинной оправки, входит в производственную линию, содержащую загрузочный стол, механизм, проталкивающий оправку и заготовку через волоку, роликовый конвейер и приемный стол. Параллельно основной производственной линии имеется вспомогательная, на которой направление волочения - обратное. Она соединена с основной передаточными конвейерами и расположена таким образом, что входная и выходная части одной линии соединены соответственно с выходной и входной частями другой.
В этой конструкции перемещение оправки происходит по замкнутой траектории в прямом (первый рабочий ход) и обратном (второй рабочий ход) направлениях.
Недостатками этой конструкции являются наличие поперечного перемещения оправки, и, следовательно, усложнение конструкции в целом и снижение надежности. При поперечных перемещениях возможно повреждение подвижной оправки, которая является длинным тонким стержнем.
В качестве прототипа принята конструкция стана завода ИЗТМ для волочения труб на подвижной оправке (Перциков З.И. Волочильные станы, М., Металлургия, 1986, стр.104 и рис.65). Конструкция содержит следующие основные устройства: загрузочный стол для труб-заготовок, рабочий стол, механизм запрессовки трубы с оправкой в волоку, волокодержатель с волокой, механизм обкатки трубы, механизм упора труб, волочильную (тянущую) тележку, главный привод с тяговыми цепями, каретку извлечения оправки, подъемные ролики на входной стороне стана. Труба - заготовка с загрузочного стола подается на подъемные ролики, которые транспортируют ее в механизм запрессовки, где обжимается ее передний конец. Оправка также подъемными роликами задается в заготовку и вместе с ней в волокодержатель. При этом утоненная часть оправки, проходя через механизм обкатки и механизм упора труб, захватывается волочильной тележкой и идет волочение с одновременной обкаткой трубы. Вместе с волочильной тележкой движется каретка извлечения оправки и к моменту окончания волочения захваты каретки входят в кольцевую проточку на хвостовике оправки и улавливают ее. Каретка извлекает оправку из протянутой трубы, при этом труба задним торцом упирается в плашки механизма упора труб. Далее каретка извлечения, двигаясь от волокодержателя, подходит к специальному копиру, который раскрывает захваты каретки и освобождает оправку. Свободная оправка подъемными роликами транспортируется в исходное положение (при проходе каретки подъемные ролики опущены) и цикл повторяется.
Недостатки прототипа заключаются в следующем. Для извлечения оправки из трубы и возврата ее в исходное положение перед зарядкой в трубу кроме главного привода совершают работу весьма много приводов и механизмов: перемещения подъемных роликов и каретки извлечения оправки, захваты каретки для улавливания оправки, механизма взаимодействия каретки с копирами для освобождения оправки. Такая сложная схема обладает пониженной надежностью в особенности в части улавливания оправки и ее освобождения в заднем положении каретки. Кроме того, возникает износ кольцевой проточки оправки в месте ее улавливания. Задачами изобретения являются повышение надежности и упрощение конструкции механизма подачи и извлечения оправки из трубы после окончания волочения, а также расширение технологических возможностей волочильного стана в целом.
Задача решается созданием стана для волочения труб на подвижной оправке, включающего загрузочный стол, рабочий стол, ролики на входной стороне стана, механизм запрессовки трубы в волоку, стойку волок, механизм обкатки трубы, механизм упора труб, волочильную тележку, главный привод с тяговыми цепями, расположенными на рабочем столе, и механизм подачи и извлечения оправки, расположенный на входной стороне стана, с захватом для оправки. Новым в конструкции является то, что механизм подачи и извлечения оправки содержит приводной барабан, на который в противоположных направлениях уложены ветви тягового и возвратного приводов, причем канат возвратного привода соединен с захватом для оправки через натяжной механизм, а канаты тягового привода - через обращающие блоки, установленные на стойке волок.
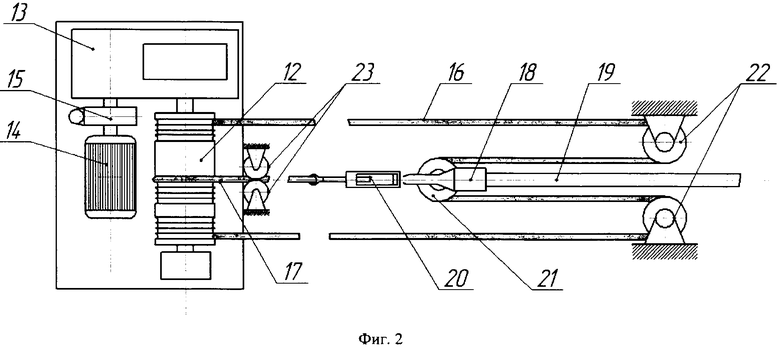
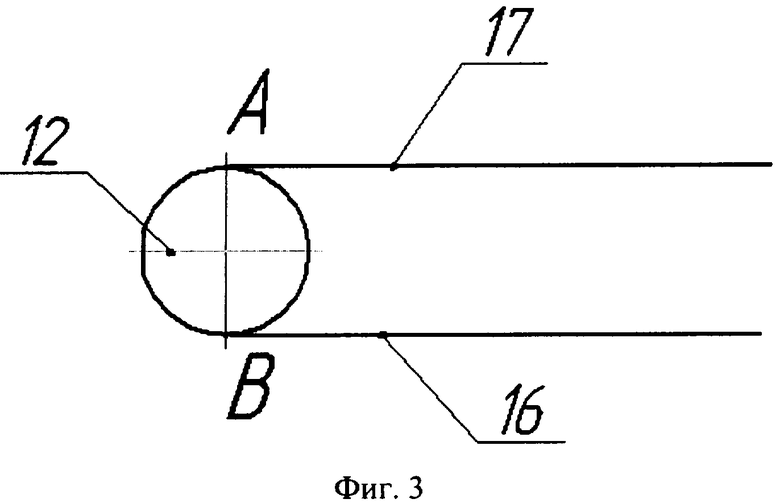
Стан для волочения труб на подвижной оправке схематично показан на фиг.1. Схема механизма подачи и извлечения оправки приведена на фиг.2, схема крепления канатов к приводному барабану приведена на фиг.3.
Стан (фиг.1) содержит загрузочный стол 1, рабочий стол 2, воспринимающий усилие волочения, ролики по входной стороне стана 3, механизм запрессовки трубы в волоку 4, стойку волок 5, механизм обкатки трубы 6, механизм упора труб 7, волочильную тележку 8, главный привод 9 с тяговыми цепями 10, механизм подачи и извлечения оправки 11.
Собственно механизм подачи и извлечения оправки содержит (фиг.2) приводной барабан 12, который через редуктор 13 приводится во вращение от электродвигателя 14. Между редуктором и барабаном установлен тормоз 15. На тяговый барабан 12 уложены тяговые 16 и возвратная 17 ветви канатного привода. Канат возвратного привода 17 соединен с захватом 18, в котором размещен задний конец подвижной оправки 19. Канат возвратного привода 17 соединен с захватом 18 через натяжной механизм 20, захват 18 оправки снабжен уравнительным блоком 21. Тяговый канат 16 охватывает обращающие блоки 22, установленные у механизма запрессовки трубы 4. Поскольку канаты 16 и 17 совместно с приводным барабаном 12 образуют замкнутую систему, то после закрепления канатов в точках А и В (фиг.3) устраняют зазор в этой системе путем использования натяжного механизма 20. На канат возвратного привода 17 вблизи приводного барабана 12 установлен неподвижный направляющий механизм 23, который предназначен для направления возвратного каната 17 строго по оси волочения. Размещение канатов на приводном барабане 12 (фиг.3) такое: канат возвратного привода 17 контактирует с этим барабаном в т.А, а канат тягового привода в т.В, т.е. в точках, отстоящих по углу одна от другой 180°.
Подвижная оправка волочильного стана содержит среднюю часть, на которой выполняется процесс пластической деформации трубы, переднюю утоненную часть для его пропуска через механизмы запрессовки, раскатки и захвата волочильной тележкой, а также заднюю часть, закрепленную в захвате 18 (фиг.2).
Число канатов тягового привода с целью достижения необходимого допустимого усилия может быть больше двух. В таком случае для каждого из тяговых канатов у стойки волок устанавливается обращающий блок, а для каждой пары канатов на захвате подвижной оправки устанавливается уравнительный блок. В частном случае число канатов тягового привода может быть нечетным, тогда один из канатов после прохода через обращающий блок своим концом крепится непосредственно к захвату подвижной оправки. Таким образом, число уравнительных блоков равно целому от деления числа канатов тягового привода на два (т.е. уравнительные блоки установлены для всех парных канатов тягового привода).
Наряду с использованием канатов в рассмотренном приводе могут применяться гибкие связи известных видов, например, цепи, гибкие ленты, ремни или проволока.
Рассмотрим сначала процесс однократного волочения трубы с извлечением оправки после окончания волочения. При этом стан работает следующим образом. В исходном положении подвижная оправка 19 при помощи каната 17 возвратного привода перемещается в крайнее заднее относительно стойки волок 5 положение. При этом работает электродвигатель 14, редуктор 13 и вращается против часовой стрелки приводной барабан 12. Канат 17 наматывается на барабан 12, а канат тягового привода 16 разматывается с барабана 12.
Труба с загрузочного стола 1 перемещается в поперечном относительно оси волочения направлении и оказывается на оси волочения. Ролики на входной стороне стана 3 транспортируют трубу к механизму запрессовки трубы в волоку 4. Далее включают механизм подачи оправки 19 в трубу. Вращение приводного барабана 12 производится по часовой стрелке. При этом канат 17 разматывается с барабана 12, а канаты 16 наматываются на барабан и оправка 19 подается внутрь трубы. При этом утоненный конец подвижной оправки проходит через механизм запрессовки 4, стойку волок 5, механизм обкатки трубы 6 и механизм упора труб 7.
После этого волочильная тележка 8 захватывает вышедший из механизма упора труб 7 конец оправки и при помощи тяговых цепей 10 и главного привода 9 совершает рабочий ход (процесс волочения). Одновременно производится обкатка по наружной поверхности трубы механизмом 6 для ее легкого отделения от оправки. После прохода задним торцом трубы механизма упора труб 7 процесс волочения заканчивается. Во время работы главного привода механизм подачи оправки синхронно с ним производит размотку каната 17 и смотку канатов 16. Далее механизм 7 фиксирует задний конец трубы и реверсом механизма подачи и извлечения оправка 19 извлекается из трубы и подается в исходное (крайнее заднее) положение. Протянутая труба убирается с оси волочения, волочильная тележка 8 возвращается к механизму 7 и стан готов к повторному волочению.
На предлагаемом стане можно осуществлять несколько режимов работы. По описанной выше схеме работы осуществляется процесс волочения трубы на подвижной оправке с возвратом оправки в исходное положение для загрузки ее в трубу (режим I). Назовем режимом II такой, при котором механизм подачи оправки удерживает оправку при осуществлении процесса волочения, и последняя движется несколько медленнее, чем перемещается труба. Это позволяет уменьшить длину оправки, причем волочильная тележка должна осуществить захват за трубу. При работе в режиме III может быть осуществлено волочение в несколько проходов, без съема трубы с оправки на промежуточных переходах волочения. Так, например, по схеме работы, описанной выше (режим I), первый переход волочения производят с использованием разъемной волоки. После окончания волочения волоку раскрывают, и трубу с оправкой не снимают, а возвращают назад в положение перед началом волочения. В стойку волок устанавливают волоку меньшего размера и процесс волочения повторяют. Таким образом стан предложенной конструкции позволяет также расширить технологические возможности процесса волочения труб на подвижной оправке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волочильный стан для волочения труб на длинной оправке | 1972 |
|
SU450612A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| Волочильный стан | 1990 |
|
SU1785455A3 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ | 1991 |
|
RU2030940C1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| МНОГОНИТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА КОРОТКОЙ ОПРАВКЕ | 1966 |
|
SU183168A1 |
| Стан волочильный для лейнирования труб | 2023 |
|
RU2803709C1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
Стан для волочения труб на подвижной оправке относится к машиностроению. Стан для волочения труб на подвижной оправке содержит загрузочный стол, рабочий стол, ролики на входной стороне стана, механизм запрессовки трубы в волоку, стойку волок, механизм обкатки трубы, механизм упора труб, волочильную тележку, главный привод с тяговыми цепями, расположенными на рабочем столе, и механизм подачи и извлечения оправки. Механизм подачи и извлечения оправки расположен на входной стороне стана и содержит захват для оправки и приводной барабан. Ветви тягового и возвратного приводов в противоположных направлениях уложены на приводной барабан. Канат возвратного привода соединен с захватом для оправки через натяжной механизм, а канаты тягового привода - через обращающие блоки, установленные на стойке волок. Обеспечивается повышение надежности работы комплекса механизмов стана, упрощение конструкции и расширение технологических возможностей процесса волочения труб на подвижной оправке. 3 ил.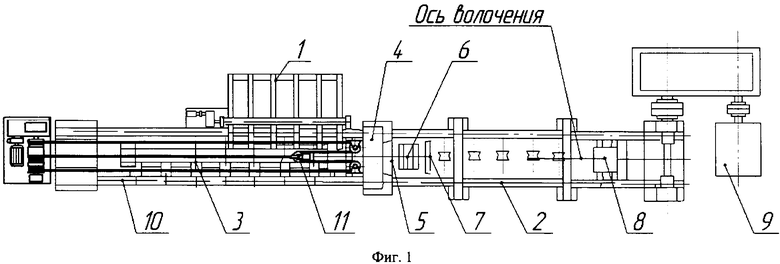
Стан для волочения труб на подвижной оправке, содержащий загрузочный стол, рабочий стол, ролики на входной стороне стана, механизм запрессовки трубы в волоку, стойку волок, механизм обкатки трубы, механизм упора труб, волочильную тележку, главный привод с тяговыми цепями, расположенными на рабочем столе, и расположенный на входной стороне стана механизм подачи и извлечения оправки с захватом для оправки, отличающийся тем, что механизм подачи и извлечения оправки содержит приводной барабан, на который в противоположных направлениях уложены ветви канатов тягового привода и каната возвратного привода, причем канат возвратного привода соединен с захватом для оправки через натяжной механизм, а канаты тягового привода - через обращающие блоки, установленные на стойке волок.
| IT 1190846, 24.02.1988 | |||
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| Клин для осуществления давлений | 1937 |
|
SU58398A1 |

