Изобретение относится к волочильному производству и касается конструкции волочильного стана для изготовления длинномерных труб, преимущественно капиллярных, на оправке.
Известен волочильный стан, включающий стол загрузки оправки в трубную заготовку, волочильный инструмент и тянущий механизм в виде приводного дискового ложемента и прижимной балки, изогнутой по форме ложемента, установленные за ложементом в параллельной оси волочения линии обкатную машину и тянущие ролики, установленные между линиями обкатки и волочения, стационарный упор под трубу, тянущие ролики и радиусный желоб под оправку, а также поперечно-передающее устройство с линии обкатки на линию извлечения оправки.
Недостатком указанной конструкции при изготовлении длинномерных капиллярных труб, характеризующихся малой продольной жесткостью, является отсутствие механизмов для стабильного перемещения труб и оправок между линиями стана, их центрирования в технологических линиях, что снижает производительность и является причиной ухудшения качества поверхности труб.
Целью изобретения является увеличение производительности путем обеспечения совмещения операций поперечной передачи и центрирования труб и оправки, и повышение качества труб.
Сущность изобретения заключается в том, что стан снабжен дополнительным поперечно-передающим устройством, связывающим линии перемещения извлеченной оправки и стола загрузки, и каждое из поперечно-передающих устройств выполнено в виде нескольких последовательно установленных на оси двуплечих рычагов с центрователями на концах и тянущими роликами для перемещения трубы и оправки, размещенными по оси центрователей.
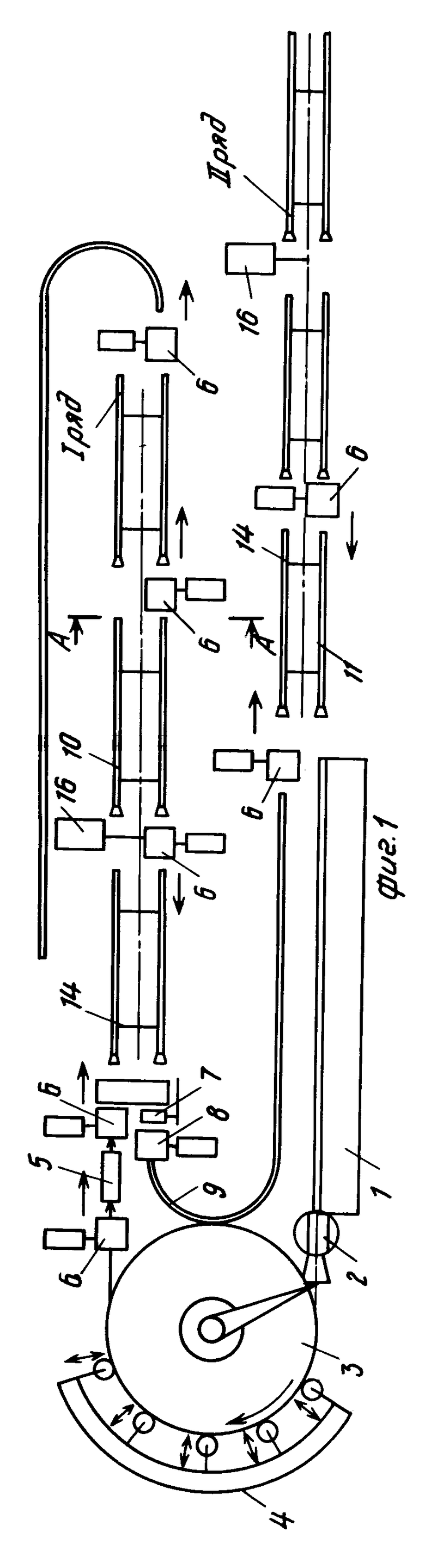
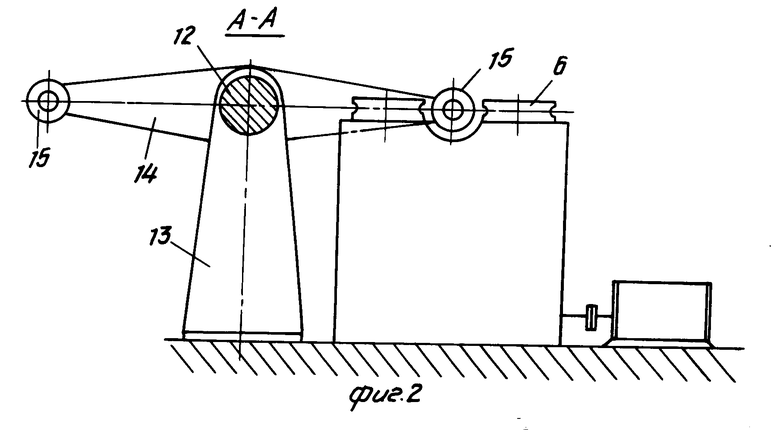
На фиг. 1 представлен общий вид волочильного стана; на фиг.2 - разрез А-А на фиг.1 (поперечно-передающее устройство).
Стан содержит стол 1 загрузки оправки в трубную заготовку, волочильный инструмент 2, тянущий механизм в виде приводного дискового ложемента 3 и прижимной балки 4, изогнутой по форме ложемента, установленные за ложементом в параллельной оси волочения линии обкатную машину 5 и тянущие ролики 6, установленные между линиями обкатки и волочения, стационарный упор 7 под трубу, тянущие ролики 8, радиусный желоб 9 под оправку и поперечно-передающее устройство 10 с линии обкатки на линию извлечения оправки, дополнительное поперечно-передающее устройство 11, связывающее линии перемещения извлеченной оправки и стола загрузки. Поперечно-передающее устройство выполнено в виде нескольких последовательно установленных на оси 12, размещенной на стойках 13, двуплечих рычагов 14 с центрователями 15 на концах. Стан также снабжен тянущими роликами 16 для перемещения трубы и оправки, размещенными по оси центрователей 15. Для вращения поворотно-передающих устройств служит привод. Для отвода готовой трубы за пределы стана установлен желоб.
Стан работает следующим образом.
В трубу-заготовку с закованным концом, находящуюся на столе 1 загрузки, вводится оправка, а затем труба с оправкой задается в волоку волочильного инструмента 2. С помощью тянущего механизма 3 протягивают трубу с оправкой через волоку. Далее проволоченная труба направляется к обкатной машине 5. После обкатки между внутренней поверхностью трубы и оправкой появляется зазор, позволяющий извлечь оправку из трубы.
После окончания процесса волочения труба и свободная от трубы часть оправки посредством тянущих роликов 5 протягивается через обкатную машину и поступает в центрователь 15 поперечно-передающего устройства 10.
Введение капиллярной трубы с оправкой в центрователь предотвращает их изгиб, поломку и обеспечивает передачу на позицию стационарного упора 7 без трудоемких ручных операций. Рычаги поперечно-передающих устройств 14 для осуществления указанной операции поворачиваются и центрователи меняются местами: центрователь с трубой и оправкой устанавливается на линии стационарного упора 7, а свободный центрователь - на линии обкатной машины 5.
В линии стационарного упора 7 посредством тянущих роликов 6 оправка с трубой подается к стационарному упору 7, после чего посредством тянущих роликов 8 осуществляется извлечение оправки. Освобожденная от трубы оправка посредством тянущих роликов 16 перемещается далее в отводной желоб. При извлечении оправка поступает в радиусный желоб 9.
На выходе из радиусного желоба 9 тянущие ролики 16 перемещают оправку в центрователь поперечно-передающих устройств 11.
При повороте рычагов 14 поперечно-передающих устройств 11 центрователь переносит оправку на линию загрузочного стола 1. Одновременно свободный центрователь перемещается на выход оправки из радиусного желоба 9. Далее тянущие ролики 16 вводят оправку в трубу, уложенную на загрузочный стол. Цикл волочения повторяется.
Предложенная конструкция стана по сравнению с известной позволяет увеличить производительность стана при одновременном повышении качества труб путем обеспечения совмещения операции поперечной передачи и центрирования труб и оправки за счет снабжения стана дополнительным поперечно-передающим устройством, исключающим броски, падения и поломку труб при их передаче с позиции на позицию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Волочильный стан | 1988 |
|
SU1563799A1 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| Непрерывный стан для волочения труб на длинной оправке | 1980 |
|
SU1002065A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПЕРЕМЕННОЙ ПО ДЛИНЕ ТОЛЩИНОЙ СТЕНКИ | 1994 |
|
RU2089309C1 |
| Устройство для извлечения оправки из трубы | 1988 |
|
SU1646639A1 |
| Оправка для волочения труб | 1987 |
|
SU1480909A1 |
Использование: изобретение относится к волочильному производству, касается конструкции волочильного стана для изготовления длинномерных труб, преимущественно капиллярных, на оправке. Сущность изобретения: стан содержит стол загрузки оправки в трубную заготовку, волочильный инструмент, тянущий механизм в виде приводного дискового ложемента и прижимной балки, изогнутой по форме ложемента, установленные за ложементом в параллельной оси волочения линии, обойную машину и тянущие ролики, установленные между линиями обкатки и волочения, стационарный упор под трубу, тянущие ролики, радиусный желоб под оправку, поперечно-передающее устройство с линии обкатки на линию извлечения оправки, поперечно-передающее устройство, связывающее линию перемещения извлеченной оправки и стола загрузки. Поперечно-передающее устройство выполнено в виде последовательно установленных на оси двуплечих рычагов с центрователями на концах. Между рачагами размещены тянущие ролики для перемещения трубы и оправки. 2 ил.
ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ, содержащий стол загрузки оправки в трубную заготовку, волочильный инструмент и тянущий механизм в виде приводного дискового ложемента и прижимной балки, изогнутой по форме ложемента, установленные за ложементом в параллельной оси волочения линии обкатную машину и тянущие ролики, установленные между линиями обкатки и волочения стационарный упор под трубу, тянущие ролики и радиусный желоб под оправку и поперечно-передающее устройство с линии обкатки на линию извлечения оправки, отличающийся тем, что, с целью увеличения производительности путем обеспечения совмещения операции поперечной передачи и центрирования труб и оправки и повышения качества труб и оправки, он снабжен дополнительным поперечно-передающим устройством, связывающим линии перемещения извлеченной оправки и стола загрузки, и каждое поперечно-передающее устройство выполнено в виде нескольких последовательно установленных на оси двуплечих рычагов с центрователями на концах и тянущими роликами для перемещения трубы и правки, размещенными по оси центрователей.
| Волочильный стан | 1988 |
|
SU1563799A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
