Изобретение относится к сварочной технике, а более конкретно к способам сварки труб равного диаметра при перпендикулярном расположении их осей.
Известен способ автоматической сварки поворотных криволинейных поверхностей, которым осуществляется стабилизация длины дуги и скорости сварки при горизонтальном положении сварочной ванны.
Недостатком данного способа является то, что при сварке патрубка с трубой одной дугой при выполнении углового шва после сварки половины стыка кроме вращения трубы и перемещения сварочной горелки необходимо изменить положение горелки для сварки угловым швом другой половины стыка.
Известен способ вварки патрубка в сосуд, заключающийся во вращении сосуда и перемещении каретки со сварочной головкой вдоль оси сосуда с постоянным горизонтальным положением сварочной ванны.
Недостатком способа является невозможность сварки патрубка с сосудом двумя головками одновременно и сложность устройства для его осуществления.
В основу изобретения положена задача осуществления сварки патрубка с трубой одновременно двумя дугами при горизонтальном положении сварочной ванны.
Поставленная задача решается тем, что в отличие от известного способа вварки патрубка в сосуд, при осуществлении которого электродную проволоку располагают над стыком, зажигают дугу и сварку ведут в нижнем положении при одновременном вращении трубы с патрубком вокруг продольной оси трубы и перемещении дуги вдоль продольной оси трубы, две сварочные горелки до зажигания дуг располагают под углом, плоскость расположения вылетов электродов устанавливают вертикально и перпендикулярно оси трубы, а точку пересечения электродов устанавливают в начале выполнения шва. В верхней точке стыкуемых цилиндрических поверхностей зажигают дуги и после наведения сварочной ванны начинают вращать трубу и перемещать сварочные горелки вдоль оси трубы в разные стороны. В момент выполнения трубой четверти оборота и сварки половины шва направление перемещения горелок изменяется на противоположное. В момент совершения трубой половины оборота ее вращение прекращается и гасится одна дуга. Далее после перекрытия шва второй дугой ее также гасят и останавливают перемещение горелок.
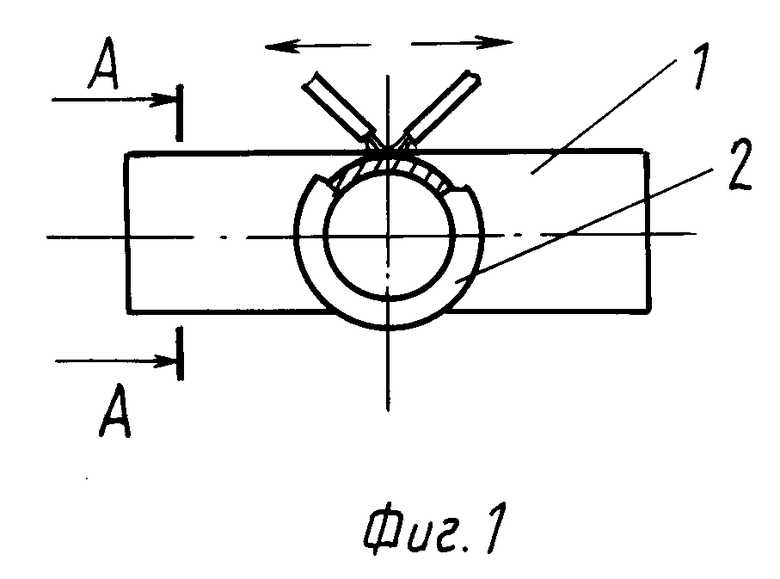
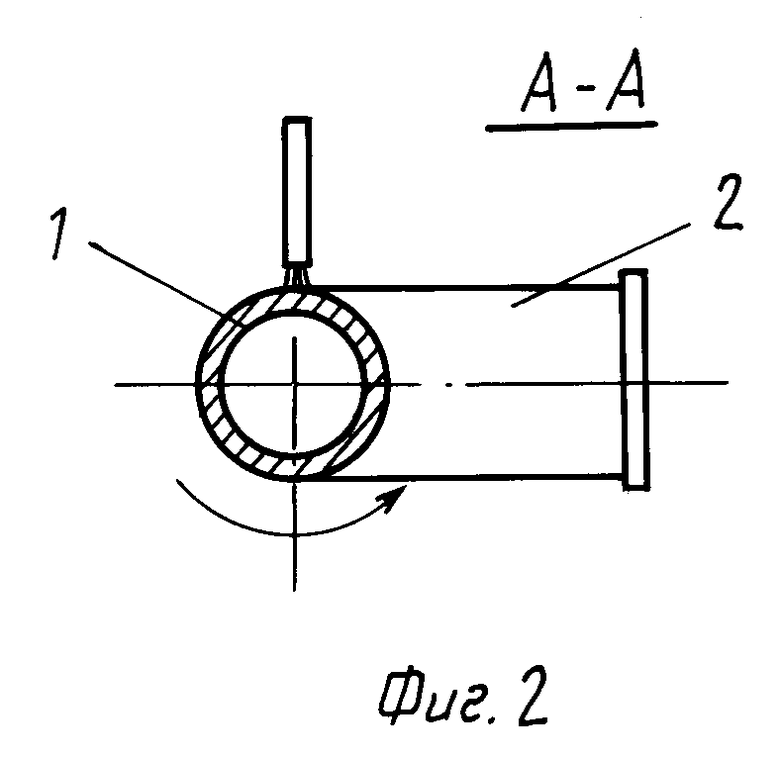
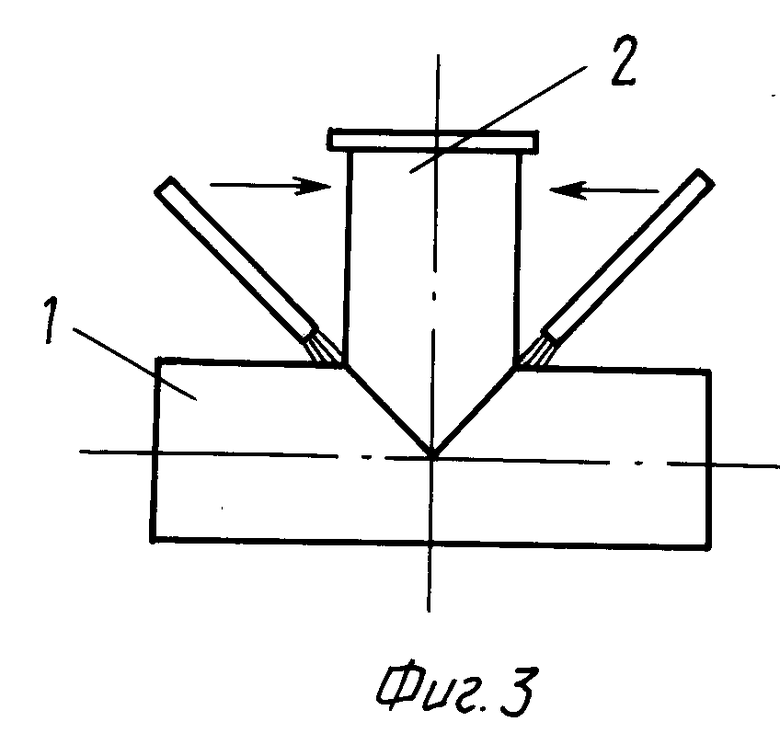
На фиг. 1-4 изображена последовательность сварки трубы с патрубком.
Трубу 1 и патрубок 2 располагают горизонтально под прямым углом. Точку пересечения электродных проволок, расположенных под углом, устанавливают в верхней точке стыкуемых свариваемых поверхностей. Плоскость расположения электродных проволок устанавливают вертикально и параллельно оси трубы 1. Зажигают дуги и после наведения сварочной ванны начинают вращать трубу 1 по стрелке, а дуги перемещают вдоль оси трубы в разные стороны с постоянным нижним положением сварочных ванн. Кристаллизирующиеся швы фиксируют патрубок 2 с трубой 1 в зоне сварки. После сварки половины шва и четверти оборота трубы направление перемещения дуг изменяется на противоположное (фиг. 3). В момент выполнения трубой 1 половины оборота одна дуга гаснет (фиг. 4) и останавливается вращение трубы. После перекрытия шва прекращается перемещение дуг и гаснет другая дуга. При равенстве диаметров трубы и патрубка линейная скорость трубы в месте сварки превышает скорость перемещения дуг по горизонтали на величину π /2, что обеспечивает постоянное положение сварочных проволок в зоне сварочного стыка и нижнее положение сварочных ванн.
Изобретение наилучшим образом может быть использовано при сварке патрубка с трубой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Устройство для дуговой сварки | 1986 |
|
SU1409428A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2409456C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ | 2007 |
|
RU2355532C1 |
| Способ монтажа монолитной колонны стальных труб орбитальной лазерной сваркой и устройство для его осуществления | 2023 |
|
RU2824906C2 |
| Способ определения устойчивости горения трехфазной дуги | 1987 |
|
SU1466884A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1530374A1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |

Изобретение относится к сварочной технике, а более конкретно к способам сварки труб равного диаметра при перпендикулярном расположении их осей. Сущность изобретения: две электродные проволоки устанавливают под углом в верхней точке стыкуемых цилиндрических поверхностей. Вылеты электродных проволок располагают в вертикальной плоскости и параллельно оси трубы. После установки сварочных проволок зажигают дуги, наводят сварочную ванну, вращают трубу и перемещают дуги по оси трубы в разные стороны, выполняют четверть оборота трубы и сваривают половину стыка, перемещают дуги на сближение, выполняют половину оборота трубы, гасят одну дугу и останавливают вращение трубы, после перекрытия швов гасят вторую дугу и останавливают перемещение электродных проволок вдоль оси трубы. 4 ил.
СПОСОБ СВАРКИ ПАТРУБКА С ТРУБОЙ, при котором электродную проволоку располагают над стыком, зажигают дугу и сварку ведут в нижнем положении при одновременном вращении трубы с патрубком вокруг продольной оси трубы и перемещении электродной проволоки вдоль этой оси, отличающийся тем, что для сварки берут дополнительную электродную проволоку, обе проволоки располагают в верхней точке стыка под углом и навстречу одна другой, сварку выполняют одновременно двумя проволоками, при этом проволоки сначала перемещают вдоль оси трубы в противоположные стороны, после поворота трубы на 90o меняют направление их перемещения на противоположное, после поворота трубы еще на 90o одну из дуг гасят и прекращают перемещение проволоки этой дуги и вращение трубы, выполняют перекрытие шва второй дугой, гасят вторую дугу и прекращают перемещение второй проволоки.
| Устройство для изготовления сосуда с патрубком | 1977 |
|
SU682345A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
