Изобретение относится к сварке и может быть использовано для определения устойчивости горения трехфазной дуги.
Целью изобретения явля ется повышение точности определения значений тока в изделии в общем плавильном пространстве трехфазной дуги при различных расстояниях от точки пересечения осей электродов до изделия.
Возбуждают дуги между электродами и вращающейся со скоростью сварки пластиной, в которой имеются пазы и выступы. В .движущейся пластине каждый последующий паз имеет глубину большую, чем предыдущий, а каждый последующий выступ имеет большую высоту, чем предыдущий. В качестве критерия общего плавильного пространства трехфазной дуги и ее устойчивости принимают максимальную глубину паза, когда горит одна дуга переменного тока, и максимальную высоту выступа, когда раздельно горят две дуги переменного тока. Выполнение в пластине пазов и выступов увеличивающейся глубины и высоты позволяет определить интервал и критические точки существования трехфазной дуги в зависимости от изменения расстояния от точки пересечения электродных проволок до изделия
я.т.
- /(,,
где /макс И 1нин - максимальная и минимальная величины расстояния от точки пересечения прОЕюлок до изделия; /г„ - глубина паза, при котором начинает гореть только одна дуга между электродами; hb - высота выступа, при котором начинают гореть две дуги между электродами и
4
о:
05
оо оо
10
:изделием (движущейся пластиной); И - расстояние от точки пересечения проволок до пластины.
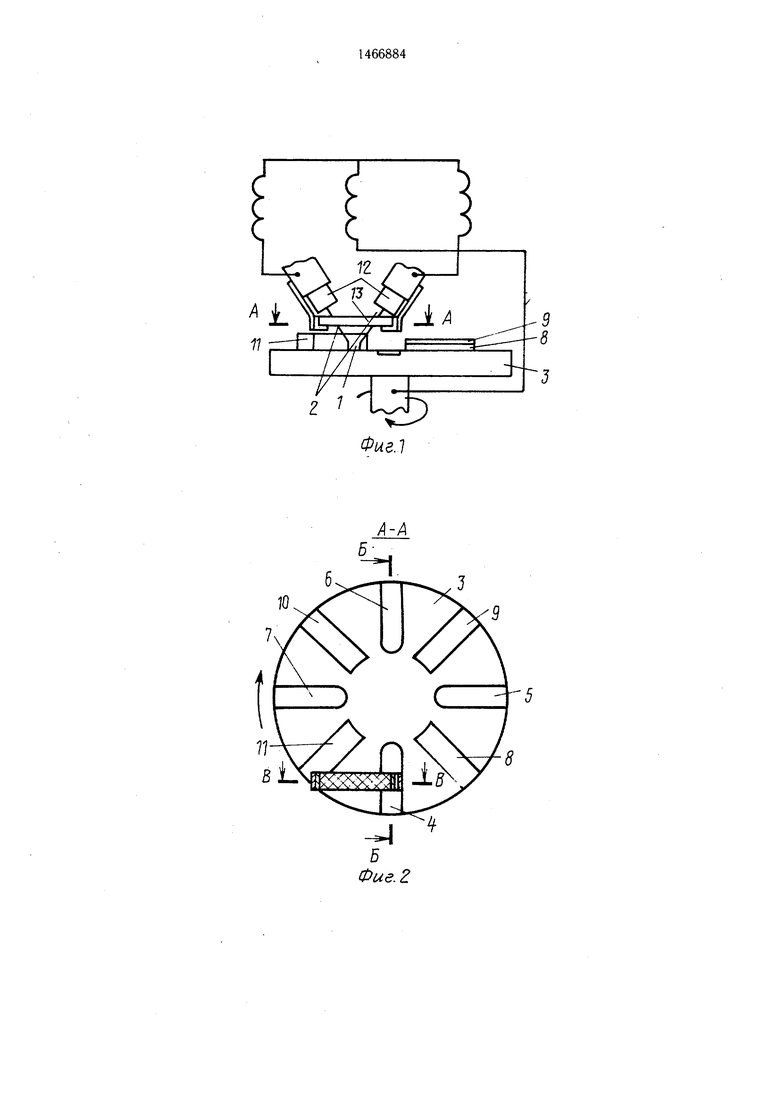
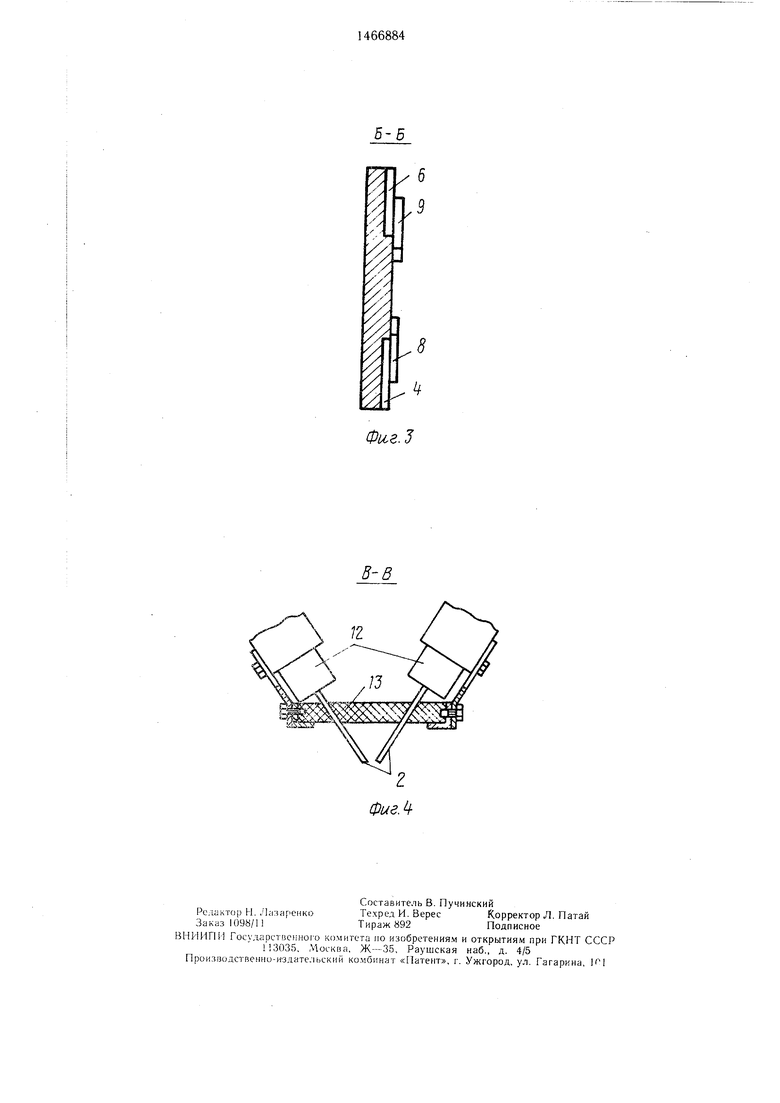
На фиг. 1 представлено устройство для осуществления предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез :В-В на фиг. 2.
I На фиг. 1 обозначены трехфазная дуга 1
|и сварочные проволоки 2. Пластина 3 имеет
I пазы 4-7, и каждый последующий паз
; имеет глубину более предыдущего. Также на
; пластине имеются выступы 8-11, и каждый
последующий выступ выще предыдущего. К
проволокам 2 сварочный ток подводится
: токоподводящими наконечниками 12. Плас- 15
тина 13 из неэлектропроводного материа- ,
ла имеет отверстия для расположения прово; ЛОК 2 В ОДНОЙ ПЛОСКОСТИ.
i Перед зажигание м дуги точку пересе- чения проволок 2 устанавливают на мини- 20 мальном расстоянии от пластины 3. При касании проволоками 2 движущейся плас- ; тины 3 зажигается трехфазная дуга 1. В ; движущейся со скоростью сварки пластине 3 ; выполнены пазы 4-7 увеличивающейся глу- 25 бины и выступы 8-11 увеличивающейся высоты. Они имитируют увеличение и умень- щение расстояния от точки пересечения проволок до изделия и характер переходного процесса в токе издел-ия при прохождении дуги над пазом или выступом. Паз 4 30 и выступ В имеют глубину и высоту i, сравнимую с длиной дуги иа обычных режимах сварки. Каждый последующий паз и выступ изменяются на величину (//2-t. Например, если последующий паз или выступ изменяют
токи в электродах возрастают в 1,73 раза в сравнении с симметричным режимом.
Для исключения выхода проволок 2 в зоне горения дуги из одной плоскости на выходе из токоподводящих мундщтуков 12 их помещают в пластину 13 из неэлектропроводного тугоплавкого материала, например, керамики. Нижний край пластины из неэлектропроводящего материала устанавливают выше длины дуг и выще максимального выступа на движущейся пластине 3.
Способ позволяет определить общее плавильное пространство трехфазной дуги и значения токов в фазе изделия в зависимости от расстояния точки пересечения проволок до изделия. Значения токов в изделии в общем плавильном пространстве трехфазной дуги необходимы для обеспечения различной глубины проплавления изделия при сварке и наплавке трехфазной дугой. Быстрое восстановление значений тока в изделии при преодолении выступа или паза характеризует устойчивость горения трехфазной дуги.
Формула изобретения
Способ определения устойчивости горения трехфазной дуги при сварке плавящимися и неплавящимися электродами, заключающийся в том, что в пластине выполняют паз перпендикулярно направлению вращения и возбуждают дугу между электродом и пластиной, окружную скорость которой устанавливают равной скорости сварки, отличающийся тем, что, с целью по- выщения точности определения значений тоглубину или высоту на величину то глуби- 35 ка в изделии в общем плавильном простна любого паза /г„ и высота выступа /ij, принимают значение (n-1), где п - число пазов или выступов. Ток в движущейся пластине (изделии) - это ток, подводимый от одной из фаз трехфазного тока к изделию. Осциллографом или любым прибором фиксируют изменение тока в изделии в мо.мент преодоления выступа или паза. Определяют максимальную глубину паза, когда ток в изделии исчезает и максимальную высоту выступа, при преодолении которого дугой
40
ранстве трехфазной дуги при различном расстоянии от точки пересечения осей электродов до пластины, в пластине выполняют пазы переменной глубины и выступы переменной высоты, причем пазы и выступы располагают последовательно с увеличением глубины и высоты, а в качестве критерия устойчивости трехфазной дуги принимают максимальную глубину паза при горении одной дуги и максимальную высоту выступа, когда горят две дуги.
5
0 5 0
токи в электродах возрастают в 1,73 раза в сравнении с симметричным режимом.
Для исключения выхода проволок 2 в зоне горения дуги из одной плоскости на выходе из токоподводящих мундщтуков 12 их помещают в пластину 13 из неэлектропроводного тугоплавкого материала, например, керамики. Нижний край пластины из неэлектропроводящего материала устанавливают выше длины дуг и выще максимального выступа на движущейся пластине 3.
Способ позволяет определить общее плавильное пространство трехфазной дуги и значения токов в фазе изделия в зависимости от расстояния точки пересечения проволок до изделия. Значения токов в изделии в общем плавильном пространстве трехфазной дуги необходимы для обеспечения различной глубины проплавления изделия при сварке и наплавке трехфазной дугой. Быстрое восстановление значений тока в изделии при преодолении выступа или паза характеризует устойчивость горения трехфазной дуги.
Формула изобретения
Способ определения устойчивости горения трехфазной дуги при сварке плавящимися и неплавящимися электродами, заключающийся в том, что в пластине выполняют паз перпендикулярно направлению вращения и возбуждают дугу между электродом и пластиной, окружную скорость которой устанавливают равной скорости сварки, отличающийся тем, что, с целью по- выщения точности определения значений тока в изделии в общем плавильном прост
ранстве трехфазной дуги при различном расстоянии от точки пересечения осей электродов до пластины, в пластине выполняют пазы переменной глубины и выступы переменной высоты, причем пазы и выступы располагают последовательно с увеличением глубины и высоты, а в качестве критерия устойчивости трехфазной дуги принимают максимальную глубину паза при горении одной дуги и максимальную высоту выступа, когда горят две дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧЕТЫРЕХДУГОВОЙ СВАРКИ | 1992 |
|
RU2080224C1 |
| Способ двухдуговой наплавки | 1989 |
|
SU1660885A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| Устройство для дуговой сварки | 1986 |
|
SU1409428A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
Изобретение относится к сварке и может быть использовано для определения устойчивости горения трехфазной дуги. Цель изобретения - повышение точности определения значений тока в изделии в общем плавильном пространстве трехфазной дуги при различном расстоянии от точки пересечения осей электродов др изделия. Для определения общего плавильного пространства трехфазной дуги и оценки ее устойчивости между электродами и движущейся пластиной возбуждают дугу. Окружную скорость вращения пластины принимают равной скорости сварки. В пластине выполняют пазы и выступы. Каждый последующий паз имеет большую глубину, чем предыдущий, а каждый последующий выступ имеет большую высоту, чем предыдущий. В качестве критерия общего плавильного пространства трехфазной лу|-и принимают максимальную глубину паза при горении одной дуги и максимальную высоту выступа, когда горят две дуги. 4 ил. с
1 В
Фие.1
/
tX
/
. З
| Способ определения устойчивости сварочной дуги | 1983 |
|
SU1133056A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
